(Б) СПОСОБ ВИБРАЦИОННОЙ ОБРАБОТКИ ДЕТАЛИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для вибрационной обработки деталей | 1980 |
|
SU931412A1 |
| Устройство для анодно-абразивной обработки | 1984 |
|
SU1235674A1 |
| Способ вибрационной обработки | 1981 |
|
SU984832A1 |
| УСТАНОВКА ДЛЯ АЗОТИРОВАНИЯ ИЗДЕЛИЙ В ВИБРОКИПЯЩЕМ СЛОЕ | 1991 |
|
RU2007497C1 |
| Способ вибрационной обработкидЕТАлЕй B зАМКНуТОМ КОНТЕйНЕРЕ | 1979 |
|
SU846245A1 |
| Ленточношлифовальный станок | 1976 |
|
SU657974A1 |
| Устройство для вибрационной обработки деталей в абразивной среде | 1984 |
|
SU1194657A2 |
| Способ и устройство для отделочно-упрочняющей центробежной обработки поверхностей деталей | 2021 |
|
RU2782589C1 |
| ВИБРАЦИОННАЯ МАШИНА ДЛЯ ШЛИФОВАНИЯ, ПОЛИРОВАНИЯ И ОЧИСТКИ ДЕТАЛЕЙ | 1965 |
|
SU170322A1 |
| Установка для вибрационной обработки деталей | 1980 |
|
SU961930A1 |
. 1
Изобретение относится к виброабразивной обработке деталей и может быть использовано также для поверхностного виброупрочнения деталей в разных OJpacляx машиностроения.
Известен способ обработки деталей, закрепленных во вращающемся колеб-лющемсябарабане (контейнере) с абразивной средой 1 .
Недостатком известного способа обработки является невозможность качественной обработки детали типа лопагок.
Целью изобретения является обеспечение качественной обработки деталей типа лопаток.
Цель достигается тем, что деталь устанавливают в контейнере перпендикулярно его оси, а контейнер перирдически поворачивают на 180° из ус-ловия расположенияоси детали в вертикальной плоскости.
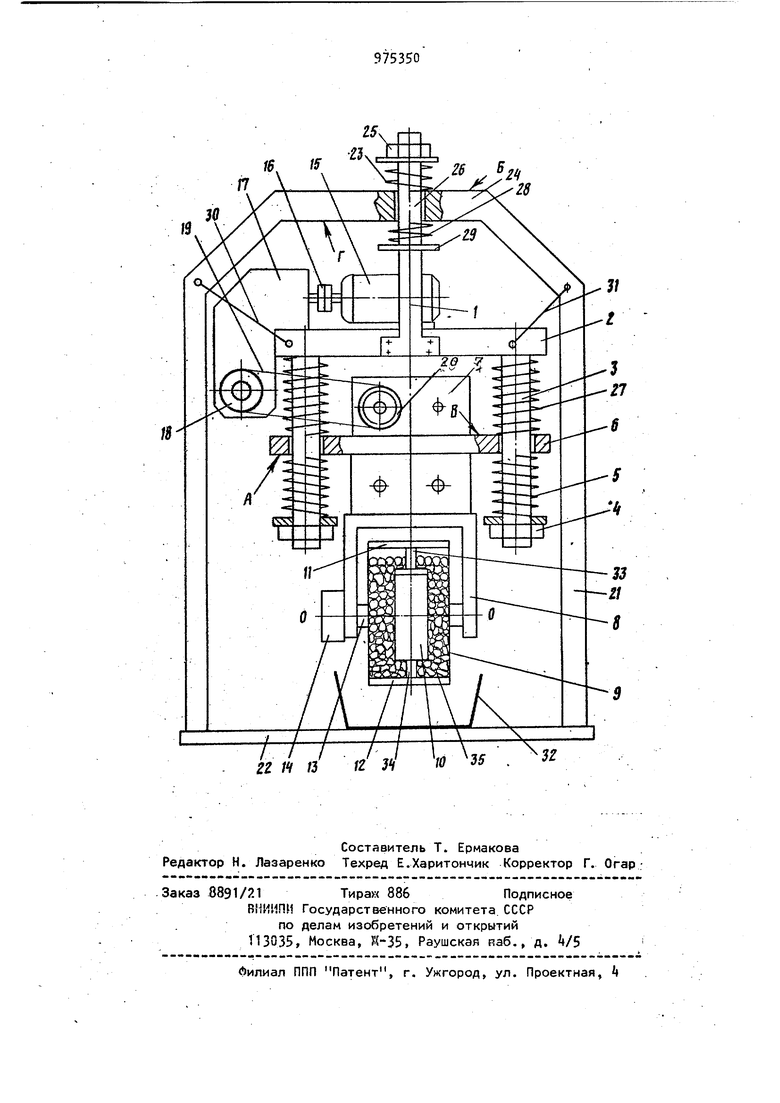
На чертеже представлено устройство для реализации предлагаемого способа.
Устройство содержит подвешенный с помощью вилки 1 вибростол 2, на котором закреплены направляющие стержни 3 с гайками k на нижних концах. . В гайки упираются пружины 5 сжатия, вторыми концами упирающиеся в поверхности А опорных элементов 6 дебалансно -,
to го вибратора 7 однокоординатных прямолинейных колебаний. На вибратове .7 с помощью кронштейна П закреплен контейнер 9 с сыпучей обрабатывающей средой, налример абразивной, упроч15няющей. В контейнере жестко крепят одну или несколько длинномерных деталей 10, например лопатку вентилятора газотурбинного двигателя.
Для смены обрабатываемых деталей
20 и сыпуч.ёй среды корпус контейнера имеет верхнюю 11 и нижнюю 12 крышки 1и с помощью оси 13 установлен на кронштейне 8 с возможностью поворота вокруг этой оси, для чего на кро .штейне установлен механизм 1 поворота и угловой фиксации-контейнера. На вибростоле 2 установлен элект родвигатель 15, вал которого через муфту 16 соединен с редуктором 17 на выходном валу которого закреплен шкив 18 соединенный передачей гибкой связи 19 с приводным шкивом 20 дебалансного вибратора 7. Вибростол 2 подвешен ни раме 21 станины 22 упруго с nof4oi4bra пружины 23 очатия, один конец которой упирается в поверхность Б опорного элемента 2 рамы, а второй - в гайку 25 цапфы 26 вилки 1, Со стороны поверхности В,, против положной стороне поверхности Л опор 1ного элемента 6 вибратора, на стерж ,нях 3 установлены пружины 27 сжатия упирающиеся вторыми концами в вибро стол 2. Со стороны Г, противоположной стороне поверхности Б опорного элемента 2k рамы 21, на цапфе 26 вилки I установлена пружина 28 ежатия, упирающаяся вторым концом в ({шанец 29 вил.ки. Вибростол 2 дополнительно соеди нен закрепленными на ней гибкими элементами (тросами или пружинами) 30 и 31 .с рамой 21. Под контейнером установлена емкость 32, служащая для его разгрузки. Перед работой обрабатываемую деталь 10 (лопатку) с помощью приспособлений 33 и 3 крепят на контейнере 9 и заполняют его сыпучей средой вибротел 35 При работе устройства контейнер 9 вместе с вибрато ром 7 совершает вертикальные колебания. При этом амплитуда колебаний вй ротел 35 находящихся на разной высоте в онтейнере 9, оказывается раз личной, соответственно разным оказывается и съем материала на верхнем и нижнем участках обрабатываемых деталей 10. Отличительной особенностью предлагаемого способа является то, чт после полупериода обработки контейнер 9 с помощью механизма 14 с освю 1 поворачивают вокруг горизонтальной оси 00 на 180. При этом верхние участки детали, обработанные в первом полупериоде цикла сильнее, оказываются внизу и при последующей обработке обрабатываются слабее, а нижние участки детали, оказавшиеся после поворота контейнера вверху, во втором полупериоде цикла обрабатываются интенсивнее( И к концу цикла деталь оказывается обработанной по высоте равномерно. При необходимости деталь может бь1ть обработана не только с одним, но и с многократным периодическим поворотом контейнера на 180, например, через каждые 5-10 мин в течение всего цикла оЬработки. Пример .В контейнере вертикально закрепляют одну лопатку вентилятора газотурбинногодвигателя и засыпают гранулы шарошлифовальных кругов. Включают вибратор и обрабатывают детал1з в течение 20 мин. После этого контейнер переворачивают на 180° вокруг горизонтальной оси и вновь обрабатывают деталь в течение 20 мин. Обработку производят с подачей в контейнер смазочно-охлаждаккцей жидкости. Неравномерность съема материала по длине детали оказывается равной 6. Благодаря указанному приему (периодическому повороту контейнера) деталь обрабатывается равномерно по всей длине с уменьшением неравномерности съема в 3 раза. Формула изобретения Способ вибрационной обработки детали , помещенной внутри контейнера с абразивной средой, установленного с возможностью вращения вокруг горизонтальной оси, отт л и ч а ю щ и йс я тем, что, с целью повышения равномерности обработки детали типа лопатки, деталь устанавливают в контейнере перпендикулярно его оси, а контейнер периодически поворачивают на -180 из условия расположения оси детали в вертикальной плоскости. Источники информации,, принятые во внимание при экспертизе 1, Авторское свидетельство СССР t 60171, кл. В 24 В 31/06, 1972.
л
30
Zl 14 /3 /2 J
26 Бу1.
