Изобретение относится к вибрационной обработке и может быть использовано в любой отрасли машиностроения для отделоч- но-упрочняющей обработки деталей
Цель изобретения - повышение эффективности обработки за счет дополнительного сообщения рабочей среде высокочастотных колебаний, расширение технологических возможностей за счет обеспечения обработки сложнопрофильных деталей.
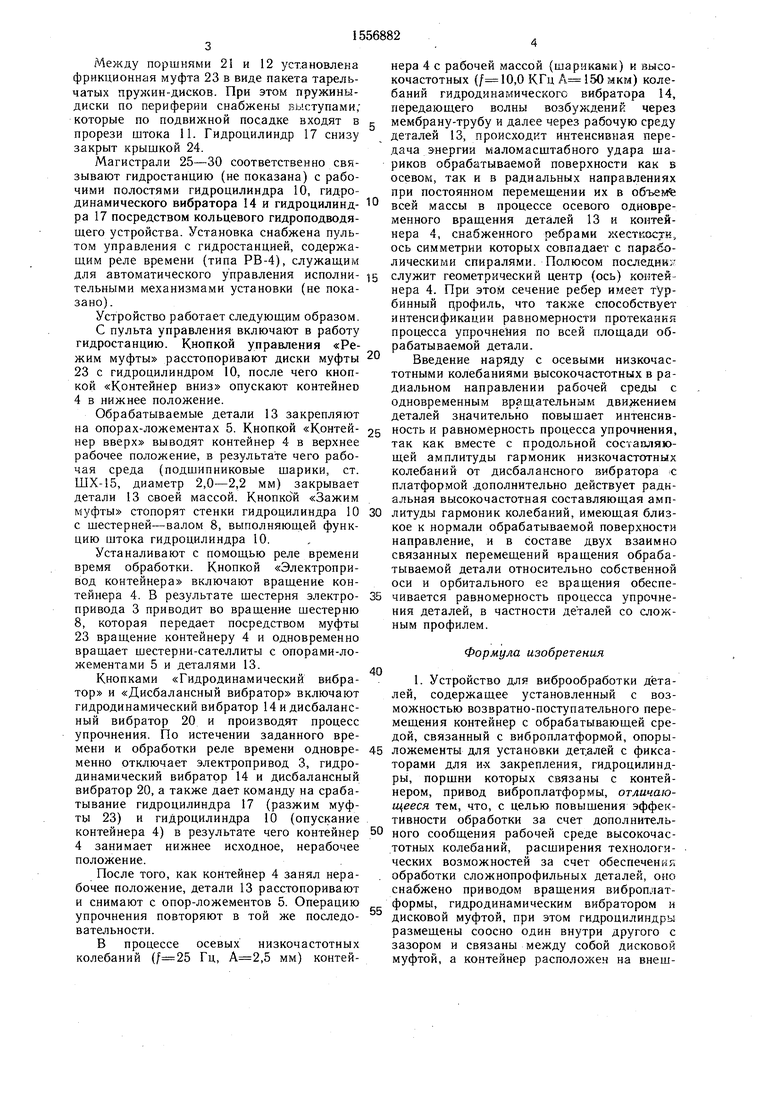
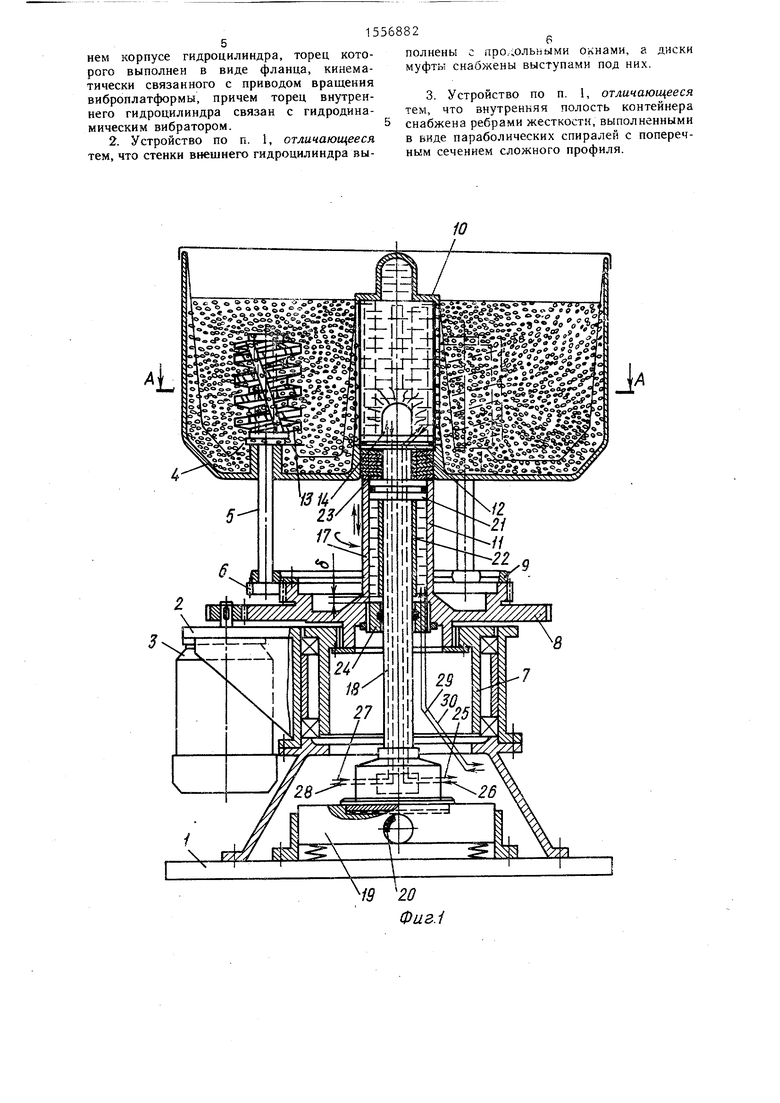
На фиг 1 изображено устройство для виброобработки деталей, общий вид; на фиг. 2 - сечение А-А на фиг. 1.
Устройство содержит основание 1, включающее корпус 2, электропривод 3 вращения контейнера 4 и опор-ложементов 5 с шестернями-сателлитами 6. В корпусе 2 на опо- pax качения установлена ступица 7, на которой закреплена центральная шестерня - вал 8 с водилом 9.
Стенки контейнера 4 выполнены заодно с ребрами жесткости и стенками центрального гидроцилиндра 10, который со штоком 11 и поршнем 12 обеспечивают подъем и опускание контейнера 4 с упрочняемыми деталями 13, закрепленными на опорах- ложементах 5. в верхнее и нижнее положение На торце поршня 12 установлен гидродинамический вибратор 14.
Стенки гидроцилиндра 10 снабжены продольными окнами 15 С внутренней стороны окна герметично закрыты тонкостенной трубой 16. Шток 11 одновременно выполняет функцию второго гидроцилиндра 17, шток 18 которого посредством шаровой опоры соединен с плитой 19 дисбалансного вибратора 20 Поршень 21 гидроцилиндра 17 выполнен заодно с втулкой 22, подвижно установлен на штоке 18 и имеет свободный осевой ход 6 10-15 мм.
--
00 КС
Между поршнями 21 и 12 установлена фрикционная муфта 23 в виде пакета тарельчатых пружин-дисков. При этом пружины- диски по периферии снабжены вьттупами; которые по подвижной посадке входят в прорези штока 11. Гидроцилиндр 17 снизу закрыт крышкой 24.
Магистрали 25-30 соответственно связывают гидростанцию (не показана) с рабочими полостями гидроцилиндра 10, гидро динамического вибратора 14 и гидроцилиндра 17 посредством кольцевого гидроподводя- щего устройства. Установка снабжена пультом управления с гидростанцией, содержащим реле времени (типа РВ-4), служащим для автоматического управления исполнительными механизмами установки (не показано).
Устройство работает следующим образом
С пульта управления включают в работу гидростанцию. Кнопкой управления «Режим муфты расстопоривают диски муфты 23 с гидроцилиндром 10, после чего кнопкой «Контейнер вниз опускают контейнео 4 в нижнее положение.
Обрабатываемые детали 13 закрепляют на опорах-ложементах 5. Кнопкой «Контейнер вверх выводят контейнер 4 в верхнее рабочее положение, в результате чего рабочая среда (подшипниковые шарики, ст. ШХ-15, диаметр 2,0-2,2 мм) закрывает детали 13 своей массой. Кнопкой «Зажим муфты стопорят стенки гидроцилиндра 10 с шестерней-валом 8, выполняющей функцию штока гидроцилиндра 10.
Уста налива ют с помощью реле времени время обработки. Кнопкой «Электропривод контейнера включают вращение контейнера 4 В результате шестерня электропривода 3 приводит во вращение шестерню 8, которая передает посредством муфты 23 вращение контейнеру 4 и одновременно вращает шестерни-сателлиты с опорами-ложементами 5 и деталями 13.
Кнопками «Гидродинамический вибратор и «Дисбалансный вибратор включают гидродинамический вибратор 14 и дисбаланс- ный вибратор 20 и производят процесс упрочнения По истечении заданного времени и обработки реле времени одновременно отключает электропривод 3, гидродинамический вибратор 14 и дисбалансный вибратор 20, а также дает команду на срабатывание гидроцилиндра 17 (разжим муфты 23) и гидроцилиндра 10 (опускание контейнера 4) в результате чего контейнер 4 занимает нижнее исходное, нерабочее положение.
После того, как контейнер 4 занял нерабочее положение, детали 13 расстопоривают и снимают с опор-ложементов 5. Операцию упрочнения повторяют в той же последовательности.
В процессе осевых низкочастотных колебаний ( Гц, ,5 мм) контейнера 4 с рабочей массой (шариками) к высокочастотных (,0 КГц А 150 мкм) колебаний гидродинамического вибратора 14, передающего волны возбуждений через
мембрану-трубу и далее через рабочую среду деталей 13, происходит интенсивная передача энергии маломасштабного удара шариков обрабатываемой поверхности как в осевом, так и в радиальных направлениях при постоянном перемещении их в объема
всей массы в процессе осевого одновременного вращения деталей 13 и контейнера 4, снабженного ребрами жесткости, ось симметрии которых совпадает с параболическими спиралями. Полюсом последни/
служит геометрический центр (ось) контейнера 4. При этом сечение ребер имеет турбинный црофиль, что также способствует интенсификации равномерности протекания процесса упрочнения по всей площади обрабатываемой детали.
Введение наряду с осевыми низкочастотными колебаниями высокочастотных в радиальном направлении рабочей среды с одновременным вращательным движением деталей значительно повышает интенсив5 ность и равномерность процесса упрочнения, так как вместе с продольной составляющей амплитуды гармоник низкочастотных колебаний от дисбалансного вибратора с платформой дополнительно действует радиальная высокочастотная составляющая амп0 литуды гармоник колебаний, имеющая близкое к нормали обрабатываемой поверхности направление, и в составе двух взаимно связанных перемещений вращения обрабатываемой детали относительно собственной оси и орбитального ее вращения обеспеЬ чивается равномерность процесса упрочнения деталей, в частности деталей со сложным профилем.
Формула изобретения
1. Устройство для виброобработки деталей, содержащее установленный с возможностью возвратно-поступательного перемещения контейнер с обрабатывающей средой, связанный с виброплатформой, опорыложементы для установки деталей с фиксаторами для и-х закрепления, гидроцилиндры, поршни которых связаны с контейнером, привод виброплатформы, отличающееся тем, что, с целью повышения эффективности обработки за счет дополнительного сообщения рабочей среде высокочастотных колебаний, расширения технологических возможностей за счет обеспечения обработки сложнопрофильных деталей, оно снабжено приводом вращения виброплатформы, гидродинамическим вибратором и дисковой муфтой, при этом гидроцилиндры размещены соосно один внутри другого с зазором и связаны между собой дисковой муфтой, а контейнер расположен на внеш
нем корпусе гидроцилиндра, торец которого выполнен в виде фланца, кинематически связанного с приводом вращения виброплатформы, причем торец внутреннего гидроцилиндра связан с гидродинамическим вибратором.
2. Устройство по п. 1, отличающееся тем, что стенки внешнего гидроцилиндра выполнены с про „ольными Олнами, а диски муфть1 снабжены выступами под них
3 Устройство по п 1, отличающееся тем, что внутренняя полость контейнера снабжена ребрами жесткости, выполненными в ьиде параболических спиралей с поперечным сечением сложного профиля.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТАНОВКА ДЛЯ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2020 |
|
RU2748450C1 |
| Способ вибрационной отделочно-упрочняющей обработки деталей и вибрационный станок для отделочно-упрочняющей обработки деталей | 2017 |
|
RU2686395C1 |
| Установка для вибрационной обработки | 1979 |
|
SU865632A1 |
| Установка для виброобработки деталей | 1981 |
|
SU971633A1 |
| Способ и устройство для отделочно-упрочняющей центробежной обработки поверхностей деталей | 2021 |
|
RU2782589C1 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНОЙ ОБРАБОТКИ | 2006 |
|
RU2330752C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ РАБОЧИХ ПОВЕРХНОСТЕЙ ВОЛНОВОДОВ | 2022 |
|
RU2793899C1 |
| Машина для вибрационной обработки | 1990 |
|
SU1738612A2 |
| Устройство для упрочнения деталей наклепом | 1980 |
|
SU1049239A1 |
| Вибромашина | 1980 |
|
SU901030A1 |

Изобретение относится к вибрационной обработке и может быть использовано в любой отрасли машиностроения для отделочно-упрочняющей обработки деталей. Цель изобретения - повышение эффективности обработки за счет дополнительного сообщения рабочей среде высокочастотных колебаний, расширение технологических возможностей за счет обеспечения обработки сложнопрофильных деталей. Обрабатываемые детали закрепляют на опорах-ложементах. Контейнеру с обрабатывающей средой при помощи гидроцилиндров сообщают возвратно-поступательное перемещение относительно обрабатываемых деталей. При помощи гидродинамического вибратора и дисбалансного вибратора производят процесс упрочнения. Введение наряду с осевыми низкочастотными колебаниями высокочастотных с радиальным направлением рабочей среды и одновременным вращательным движением деталей значительно повышает интенсивность и равномерность процесса упрочнения. Это обеспечивает равномерность процесса упрочнения деталей со сложным профилем. 2 з.п.ф-лы, 1 ил.
А-А
Фиг. 2
| Установка для виброобработки деталей | 1981 |
|
SU971633A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
