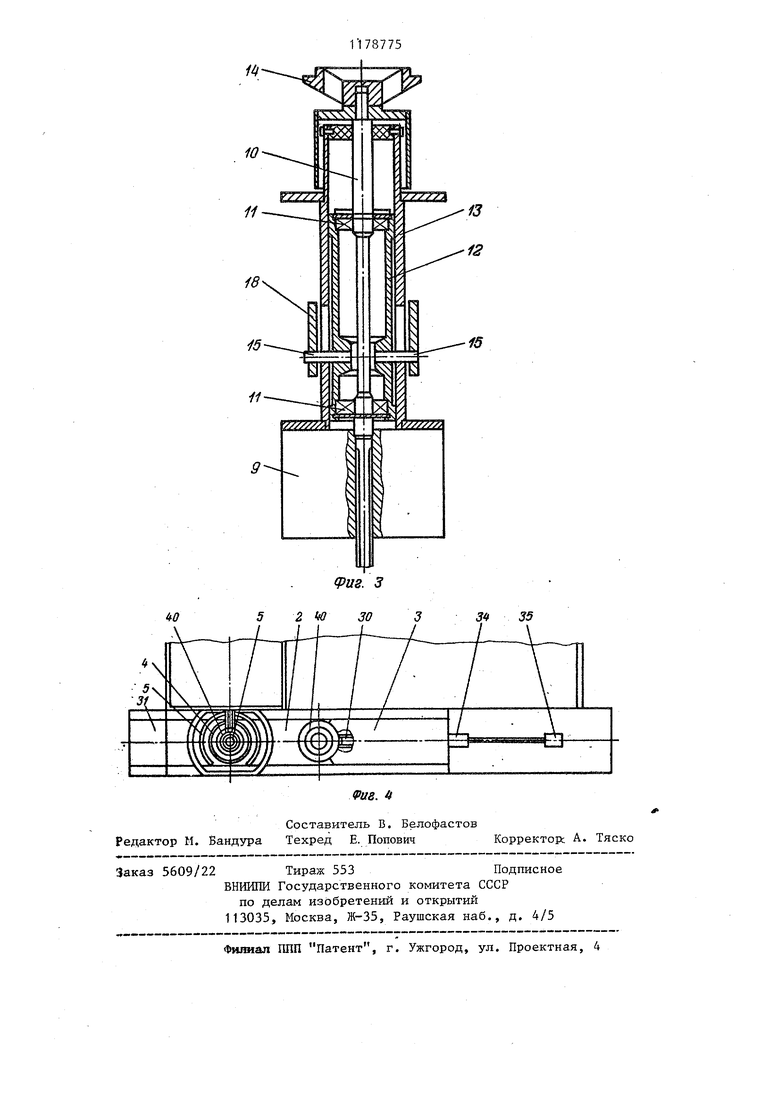
11 Изобретение относится к термической обработке металлов с применением токов высокой частоты для закалки плоских цилиндрических деталей и может быть использовано в машиностроении, например, для закалки шайб. Цель изобретения .- повьшение Надежности работы полуавтомата. На фиг. 1 показан предлагаемый полуавтомат во время рабочего цикла на фиг. 2 - то же, в период загрузки на фиг.З - механизм подъема, разрез; на фиг.4 - полуавтомат без кассеты, вид сверху. Полуавтомат для индукционной закалки деталей содержит корпус 1, на котором смонтированы направляющие 2 для перемещения деталей и толкателя 3, передний конец которого имеет вилкообразную форму со скосом индуктор 4, спрейеры 5 и загрузочная кассета 6. В корпусе 1 расположен подъемный стол 7 с электродвигателем 8 и редуктором 9 для вращения детали. Подъемный стол 7 состоит из вертикального пшицевого вала 10, который вращается в подшипниках 11 и перемещается в продольном направлении совместно с плунжером 12 в направляющем стакане 13. Конец вала 10 установлен в шлицевом отверстии редуктора, закрепленно на стакане 13. На противоположном конце вала 10 установлена оправка 14 для детали. Плунжер 12 при помощи пальцев 15, расположенных в пазах 16 стакана 1-3, шарнирЯо связан с плечом 17 трехплечего рычага 18. Рычаг 18 установлен на оси 19, ко второму плечу 20 рычага 18 посредством оси 21 шарнирно крепится гидроцилинд 22, шток 23 которого посредством оси 24 связан с толкателем 3, а третье плечо .«25 рычага 18 шарнирно через ось 26 связано с двуплечим рычагом 27, установленным на оси 28. На свободном плече 29 рычага 27 закреплен ролик 30, взаимодействующий с толкателем 3. Для- сброса деталей установлен лоток 31; на направляющих 2 закр лен упор 32, ограничивающий ход толкателя. Для опоры цилиндра в край нем положении имеется упор 33, для включения поршневой полости цилиндра имеется датчик 34, для включения реле времени - датчик 35, а для отключения установки при отсутствии дета5лей в кассете - датчик 36 .-На толкателе 3 установлен флажок 37 переключения датчиков 34 и 35. На кассете 6 установлен рычаг 38 отключения установки при отсутствии деталей, вращающийся на оси 39 и взаимодействующий с датчиком 36. Полуавтомат работает следующим образом. В кассету 6 загружают детали 40. Первоначально оправка 14 находится в поднятом положении, двуплечий рычаг 27 с роликом 30 также находится в поднятом положении перед деталью, взаимодействуя со скосом толкателя 3. При включении полуавтомата включаются электродвигатель 8 с редуктором 9 вращения детали и штоковая полость гидроцилиндра 22. Шток 23 начинает входить в гидроцилиндр, передавая усилие толкателю 3 и на трехплечий рычаг 18. Однако ролик 30 рычага 27 препятствует перемещению толкателя 3, поэтому толкатель сохраняет исходное положение, а трехплечий рычаг 18 начинает поворачиваться на оси 19. При этом плечи рычага 18, взаимодействующие через пальцы 15 с плунжером 12, опускаются, перемещая плунжер 12 с вращающимся валом 10 и установленной на нем оправкой 14 вниз. Одновременно плечи трехплечего рычага 18, взаимодействующие с рычагом 27, поднимаются, поворачивая рычаг 27 на оси 28 и перемещая конец рычага 27 с роликом 30 вниз, перекатывая ролик 30 по скосу толкателя 3 до того момента, когда ролик 30 опустится ниже уровня толкателя, а пальцы 15 дойдут до конца пазов в стакане 13. Трехплечий рычаг 18 прекращает свой поворот, оправка 14 опускается в нижнее положение, а освободившийся толкатель 3, передвигаясь по на,правляющим 2, перемещает деталь 40 на закалочную позицию. По окончании рабочего хода толкателя 3 флажок 37, расположенный на толкателе 3, взаимодействует с датчиком 34, включается поршневая полость гидроцилиндра 22, и шток 23 начинает выходить из гидроцилиндра, передавая усилие толкателю 3 и трехплечему рычагу 18. Однако повороту рычага 18 теперь препятствует рычаг 27, упирающийся роликом 30 в нижнюю плоскость толкателя 3 и лишенный таким образом возможности поворота на оси 2в. Толкатель 3 перемещается в исходное положение до упора 33, освобождая путь рычагу 27. Трехплечий рычаг 18 начинает вращаться на оси 19, перемещая посредством плунжера 12 вращаю щуюся деталь 40 на оправке 14 вверх, а ролик 30, обкатываясь по скосу толкателя, устанавливается в исходное положение перед следующей деталью. При перемещении толкателя 3 в крайнее правое положение флажок 37, взаимодействуя с датчиком 35, включает реле .времени на нагрев и охлаждение детали. По окончании рабочего цикла реле времени отключает индукто 4 и подачу закалочной среды в спрейеры 5 и одновременно подает команду на включение штоковой полости гидроцилиндра. Весь цикл повторяется: опускается оправка 14 с деталью 40, подается толкателем 3 очередная деталь, перемещая предыдущую деталь с рабочей позиции и сталкивая в наклонный лоток 31. Если в загрузочной юассете 6 заканчиваются детали, то освобождается плечо рычага отключения установки, взаимодействующее с деталями в кассете. Рычаг 38 поворачивается на оси 39, при этом противоположньй конец рьгаага входит в контакт с датчиком 36, отключая установку. Обеспечение в полуавтомате жесткой кинематической связи его механизмов при помощи разноплечих рычагов позволяет упростить систему автоматики, повысить надежность его работы за счет исключения погрешностей срабатывания механизмов с раздельными приводами.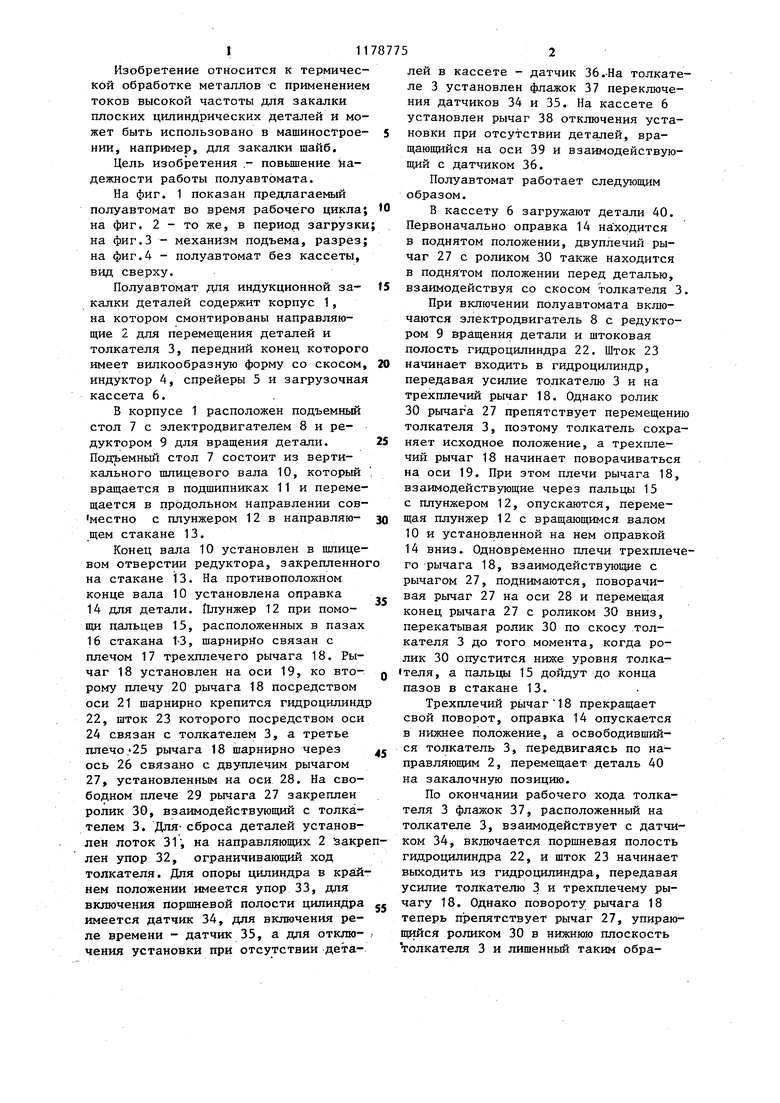

| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм перемещения кассеты со стопой листов к устройству для отделения листа от стопы и подачи его в зону обработки | 1982 |
|
SU1163944A1 |
| Устройство для закрепления швейных деталей при обработке по заданному контуру на швейном полуавтомате | 1990 |
|
SU1778207A1 |
| Полуавтомат для герметизации интегральных микросхем роликовой сваркой | 1987 |
|
SU1433702A1 |
| Агрегатный станок | 1986 |
|
SU1399078A1 |
| Загрузочно-разгрузочное устройство к горизонтальному поворотному столу | 1984 |
|
SU1180226A1 |
| Устройство для литья с кристаллизацией под давлением | 1982 |
|
SU1066737A1 |
| Приспособление для закрепления многоместных кассет | 1990 |
|
SU1710273A1 |
| Устройство для копирной расточки фасонных отверстий | 1981 |
|
SU965621A2 |
| УПОР ДЛЯ ОСТАНОВКИ ПАКЕТА ЛИСТОВ НА РОЛЬГАНГЕ | 1989 |
|
RU2019327C1 |
| ПОЛУАВТОМАТ ДЛЯ ПРОДАЖИ БИЛЕТОВ ИЗ РУЛОНАD.ATEirUlO- ТЕХ1№ЧЕа*Л8Бик'-цотп:^ | 1965 |
|
SU167691A1 |
ПОЛУАВТОМАТ ДЛЯ ИНДУКЦИОННОЙ ЗАКАЛКИ ПЛОСКИХ ДЕТАЛЕЙ, содержащий основание, индуктор, спрейер, расположенные на основании под индуктором подъемный стол и горизонтальную направляющую с толкателем и гидроцилиндром перемещения толкателя вдоль направляющей и кассету для деталей, отличающийся тем, что, с целью повышения надежности работы полуавтомата, он снабжен двуплечим и трехплечим рычагами и контактирующим с толкателем роликом, при этом ролик закреплен на одном из плеч двуплечего рычага, шарнирно соединенного другим плечом с одним из плеч трехплечего рычага, который другими плечами шарнирно связан соответстс Ш венно с гидроцилин ром перемещения ..толкателя и подъемным столом. Q н traal.
iPua. 2
| Авторское свидетельство СССР № 575858, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Станок для формования и закалки деталей с нагревом токами высокой частоты | 1973 |
|
SU518524A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
