со со со о с
Изобретение относится к станкостроению, в частности к агрегатным металлорежущим станкам для обработки плоских деталей.
Целью изобретения является расширение технологических возможностей станка путем обеспечения возможности обработки на станке плоских деталей с автоматической загрузкой их из на- копителя.
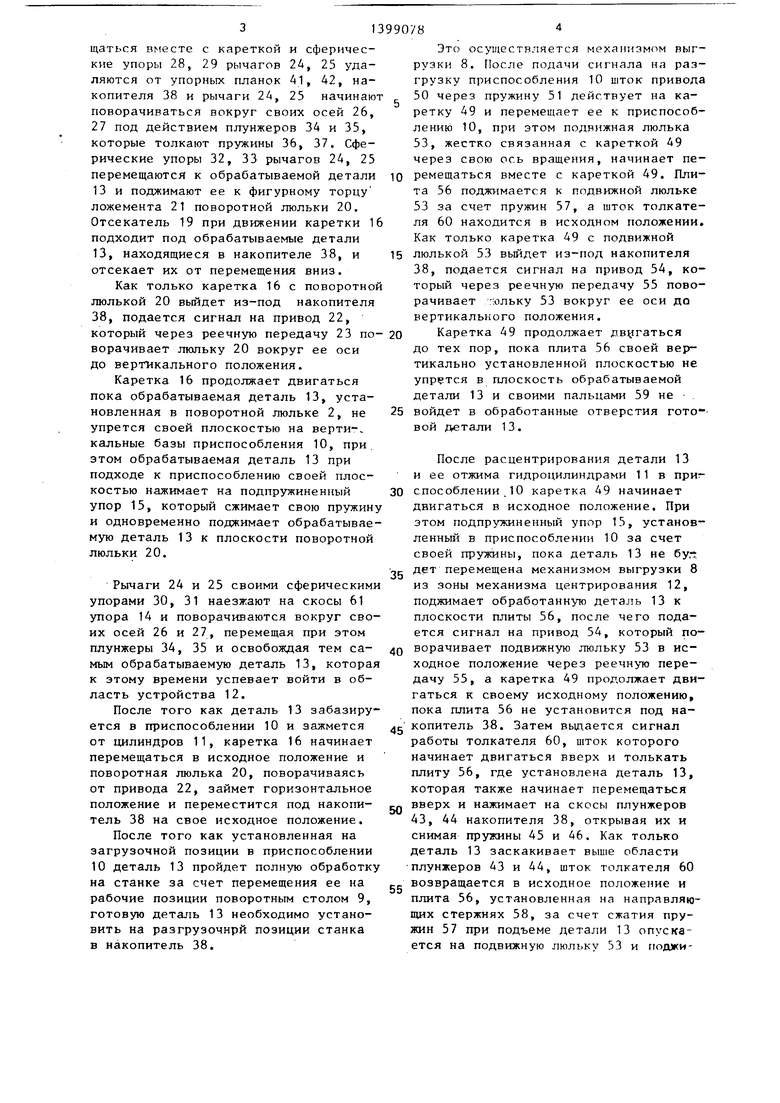
На фиг.1 представлен станок, вид в плане; на фиг.2 - сечение А-А на фиг.1 (сечение по механизму загрузки и рабочей позиции У); на фиг.З - се- чение Б-Б на фиг.1 (сечение по механизму разгрузки и рабочей позиции Ш) на фиг.4 - вид В на фиг.1 (увеличенный вид на механизм загрузки с частичным сечением; на фиг.З - вид Г на фиг.А; на фиг.6 - вид Д на фиг.1 (увеличенный вид на механизм разгрузки с частичным сечением);на фиг.7 вид Е на фиг.4; на фиг.8 - узел 1 на фиг.6.
На станине 1 станка установлены силовые узлы 2 - 6 и механизм загрузки 7 и выгрузки 8, а также поворотный стол 9, на котором смонтированы приспособления 10.
Приспособления 10 имеют цилиндры зажима 11 и устройства центрирования 12 обрабатываемой детали 13. Каждое приспособление 10-снабжено друмя упорами жесткими 14 и подпружиненными 15
Механизм загрузки 7 (фиг.2 и 4), установленный на станине 1, имеет подвижную каретку 16 с приводом перемещения в виде гидроцилиндра 17, шток которого в сторону перемещения каретки 16 находится под , воздействием . . пружины 18.
На каретке 16 установлен отсека- тель 19 и поворотная люлька 20 с ло- жементом 2 1 для размещения обрабатываемой детали 13. Ложемент 21 выполнен в виде паза, торец которого повторяет профиль детали 13.
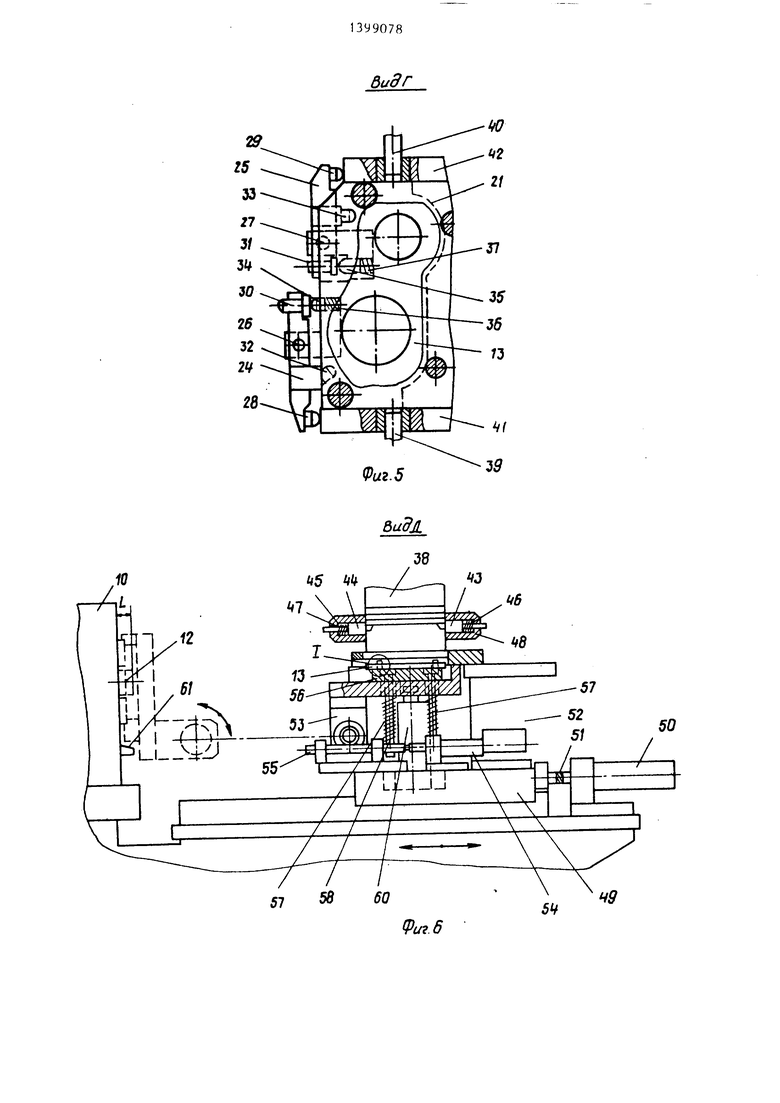
Привод поворота люльки состоит из привода 22 поступательного перемеще- ния в виде гидроцилиндра в реечной передачи 23. На поворотной люльке 20 (фиг.З) смонтированы два двуплечих рычага 24, 23, оси 26, 27 которых жестко закреплены на люльке 20. Рычаги 24, 23 имеют сферические упоры 28 - 33, причем упоры ЗО, 31 взаимодейст, вуют с размещенными в люльке 20 двумя плунжерами 34, 33 с пружинами 36, 37,
5
Q
5 0
0
5
0
з
Q
усилие которь х постоянно передается через упоры 30, 31 на рычаг ах 24 и 23.
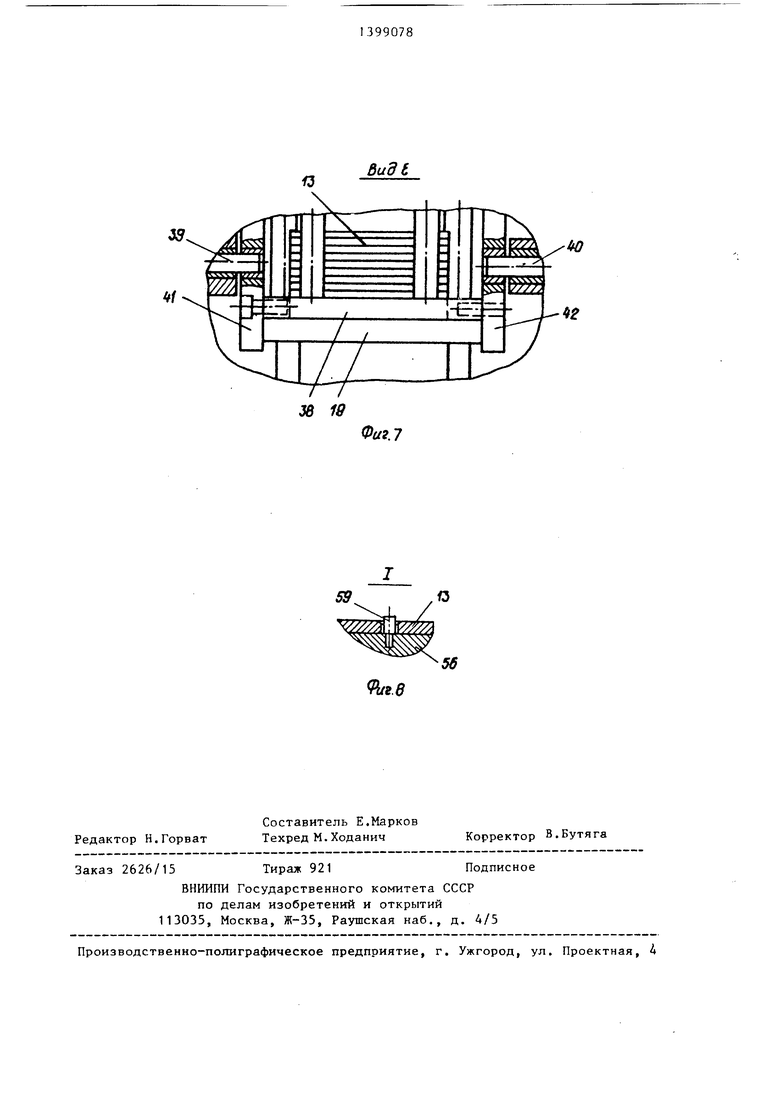
На механизмах загрузки 7 и выгрузки. В установлены накопители 38, которые фиксируются фиксаторами 39 и 40, неподвижно установленными на станине 1. Накопители 38 имеют упорные планки 41 и 42, жестко закрепленные на накопителе 38, а также плунжеры 43 и 44 (фиг.6 и 7) с пружинами 43 и 46, которые установлены в корпусах 47 и 48.
Механизм выгрузки Я (фиг.6), установленный на станину 1, имеет под-, вижную каретку 49 с приводом 30 в виде гидроцилиндра, шток которого в сторону перемещения каретки 49 находится под воздействием пружины 31.
На каретке 49 установлен отсека- тель 32, а также механизм поворота люльки 33, который состоит из привода 34 в виде гидроцилиндра и реечной передачи 33.
На поворотной люльке 33 установлена плита 36, которая поджимается к поворотной люльке 33 пружинами 37 направляющих стержней 38. На плите 36 установлены три пальца 39 для определения положения обработанной де- тали 13. На каретке 49 установлен толкатель 60, представляющий собой гидроцилиндр. Толкатель 60 периодически взаимодействует через деталь 13 с подпружиненными плунжерами 43, 44 накопителя 38. На упорах 14 выполнены скосы 61, предназначенные для взаимодействия с двуплечими рычагами.
Станок работает след тощим образом.
После установки накопителя 38 обрабатываемые детали 13 под своим весом устанавливаются в пазу поворотной очюльки 20 механизма загрузки 7. При этом накопитель 38 фиксируется на загрузочной позиции фиксаторами 39, 40 и своими упорными планками 41, 42 нажимает на сферические упоры 28, 29, установленные в двуплечих рычагах 24 н 23, которые своими сферическими упорами 32, 33 отходят от профиля обрабатываемой детали 13, сжимая упорами 30, 31 плунжеры 34, 33-и, как результат, пружины 36, 37.
После подачи сигнала на загрузку приспособления 10 шток цилиндра 17 через пружину 18 действует на каретку 16 и перемещает ее к приспособлению 10. При этом поворотная люлька 20, жестко связанная с кареткой 16 через свою ось вращения, начинает переме
щаться вместе с кареткой и сферические упоры 28, 29 рычагов 24, 25 удаляются от упорных планок 41, 42, накопителя 38 и рычаги 24, 25 начинают поворачиваться вокруг своих осей 26, 27 под действием плунжеров 34 и 35, которые толкают пружины 36, 37. Сферические упоры 32, 33 рычагов 24, 25 перемещаются к обрабатываемой детали 13 и поджимают ее к фигурному торцу ложемента 21 поворотной люльки 20. Отсекатель 19 при движении каретки 16 подходит под обрабатываемые детали 13, находящиеся в накопителе 38, и отсекает их от перемещения вниз.
Как только каретка 16 с поворотной люлькой 20 выйдет из-под накопителя 38, подается сигнал на привод 22, который через реечную передачу 23 по- ворачивает люльку 20 вокруг ее оси до вертикального положения.
Каретка 16 продолжает двигаться пока обрабатываемая деталь 13, установленная в поворотной люльке 2, не упрется своей плоскостью на верти-, кальные базы приспособления 10, при. этом обрабатываемая деталь 13 при подходе к приспособлению своей плоскостью нажимает на подпружиненный упор 15, который сжимает свою пружину и одновременно поджимает обрабатываемую деталь 13 к плоскости поворотной люльки 20.
Рычаги 24 и 25 своими сферическими упорами 30, 31 наезжают на скосы 61 упора 14 и поворачиваются вокруг своих осей 26 и 27, перемещая при этом плунжеры 34, 35 и освобождая тем самым обрабатываемую деталь 13, которая к этому времени успевает войти в область устройства 12.
После того как деталь 13 забазиру- ется в приспособлении 10 и зажмется от цилиндров 11, каретка 16 начинает перемещаться в исходное положение и поворотная люлька 20, поворачиваясь от привода 22, займет горизонтальное положение и переместится под накопитель 38 на свое исходное положение.
После того как установленная на загрузочной позиции в приспособлении 10 деталь 13 пройдет полную обработку на станке за счет перемещения ее на рабочие позиции поворотным столом 9, готовую деталь 13 необходимо установить на разгрузочнрй позиции станка в накопитель 38.
10
т 6
20
30 3990784
Это осуществляется механизмом выгрузки 8. После подачи сигнала на разгрузку приспособления 10 шток привода 50 через пружину 51 действует на каретку 49 и перемещает ее к приспособлению 10, при этом подвижная люлька 53, жестко связанная с кареткой 49 через свою ось вращения, начинает перемещаться вместе с кареткой 49. Плита 56 поджимается к подвижной люльке 53 за счет пружин 57, а шток толкателя 60 находится в исходном положении. Как только каретка 49 с подвижной 15 люлькой 53 выйдет из-под накопителя 38, подается сигнал на привод 5А, который через реечную передачу 55 поворачивает гюльку 53 вокруг ее оси до вертикального положения.
Каретка 49 продолжает двигаться до тех пор, пока плита 56 своей вертикально установленной плоскостью не упрется в плоскость обрабатываемой детали 13 и своими пальцами 59 не войдет в обработанные отверстия гото-- вой детали 13.
25
После расцентрирования детали 13 и ее отжима гидроцилиндрами 11 в приспособлении . 10 каретка 49 начинает двигаться в исходное положение. При этом подпружиненный упор 15, установленный в приспособлении 10 за счет своей пружины, пока деталь 13 не будет перемещена механизмом выгрузки 8 из зоны механизма центрирования 12, поджимает обработанную деталь 13 к плоскости плиты 56, после чего подается сигнал на привод 54, который поворачивает подвижную люльку 53 в исходное положение через реечную передачу 55, а каретка 49 продолжает двигаться к своему исходному положению, пока плита 56 не установится под накопитель 38. Затем выдается сигнал работы толкателя 60, щток которого начинает двигаться вверх и толькать плиту 56, где установлена деталь 13, которая также начинает перемещаться вверх и нажимает на скосы плунжеров 43, 44 накопителя 38, открывая их и снимая пружины 45 и 46. Как только деталь 13 заскакивает вьшш области плунжеров 43 и 44, шток толкателя 60 возвращается в исходное положение и плита 56, установленная на направляющих стержнях 58, за счет сжатия пружин 57 при подъеме дета;ш 13 опускается на подвижную люльку 53 и поджимается к ней теми же пружинами, базируясь на направляющих стержнях 58.
Таким образом, предлагаемое решение обеспечивает установку деталей на вертикальную базовую плоскость зажимного приспособления и накопление деталей после обработки в кассеты.
Формула изобретения
ратно-поступательн(1го перемещения, и разгрузочное устройство, отличающийся тем, что, с целью расширения технологических возможностей, поворотная люлька расположена на крретке и снабжена прижимами деталей, выполненными в виде двуплечих рычагов, одно плечо каждого из которых подпружинено относительно люльки, а другое расположено с возможностью взаимодействия с дополнительно введен ными упорными планками накопителя, причем приспособления для зажима деАгрегатный станок, содержащий установленные на станине агрегатные головки с режущим инструментом, поворотный стол с приспособлениями для зажи- 15 талей снабжены подпружиненными упора- ма деталей, имеющими жесткие упоры, ми, установленными с возможностью вза накопитель, механизм загруяки с уст- имодействия с люлькой, при этом на ройством для поштучной выдачи деталей каждом жестком упоре выполнены скосы.
ратно-поступательн(1го перемещения, и разгрузочное устройство, отличающийся тем, что, с целью расширения технологических возможностей, поворотная люлька расположена на крретке и снабжена прижимами деталей, выполненными в виде двуплечих рычагов, одно плечо каждого из которых подпружинено относительно люльки, а другое расположено с возможностью взаимодействия с дополнительно введенными упорными планками накопителя, причем приспособления для зажима деталей снабжены подпружиненными упора- ми, установленными с возможностью вза имодействия с люлькой, при этом на каждом жестком упоре выполнены скосы.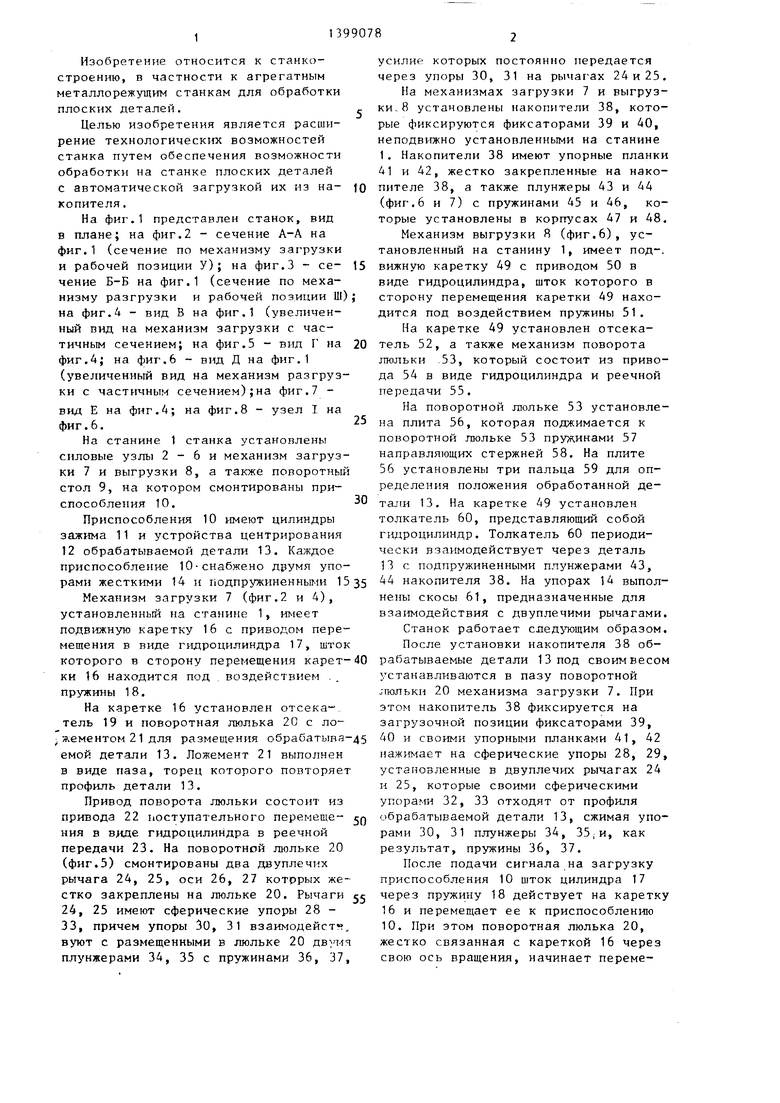
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегатный станок | 1982 |
|
SU1042957A1 |
| Станок для гибки с растяжением профилей | 1990 |
|
SU1779433A1 |
| Многопозиционный станок | 1980 |
|
SU891341A1 |
| ПОЛУАВТОМАТ ДЛЯ ФРЕЗЕРОВКИ СЕКРЕТОВ КЛЮЧЕЙ ДИСКОВОГО ЗАМКА | 2001 |
|
RU2207225C2 |
| Автомат для загрузки деталей на каретку автооператорной линии | 1977 |
|
SU708000A1 |
| Токарный станок | 1982 |
|
SU1111848A1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU818826A1 |
| Металлорежущий станок | 1990 |
|
SU1830333A1 |
| Загрузочно-разгрузочное устройство к горизонтальному поворотному столу | 1984 |
|
SU1180226A1 |
| Автооператор | 1969 |
|
SU344701A1 |
Изобретение относится к станкостроению, в частности к агрегатным металлорежущим станкам,и предназначено для обработки плоских деталей. Целью изобретения является расширение технологических возможностей станка путем обеспечения возможностей обработки на станке плоских дета-лей с автоматической загрузкой их из накопителя с одновременным сокращением числа приводов для зажима и поджима плоских деталей. Механизм загрузки выполнен в виде поворотной люльки 20 с ложементом по профилю детали 13, которые располагаются в накопителе 38 г На люльке смонтированы два двуплечих рычага с упорами, которые удерживают деталь 13 пр-и перемещении люльки от гидроцилиндра 17 к приспособлению и повороте ее от привода 22. При наезде упоров люльки на упор 14 приспособления 10 деталь освобождается от пред- варительного поджима в ложементе люль- iS ки и зажимается механизмом зажима приспособления. 8 ил. (Л
с ложементом иа поворотной люльке и кареткой, имеющей возможность возв20
предназначенные для взаимодействия с двуплечими рычагами люльки.
rt.2
в
Вид&
17
W
Фи.Ц
28
51 5в
&идГ
(Риг.5
50
(Рсп.б
Виде
4
Фи.7
| Агрегатный станок | 1982 |
|
SU1042957A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
