Изобретение относится к литейному производству, в частности к литью с кристаллизацией под давлением. Известна пресс-форма для литья с кристаллизацией под давлением, содержащая верхнюю и нижнюю плиты, пуансон, плиту срыва, матрицу и механизм для соединения матрицы с плитой срыва 1. Недостатками указанной пресс-формы являются необходимость дозированной порцни и наличие окисления заливаемого металла. Наиболее близким к изобретению является устройство для литья с кристаллизацией под давлением, содерж-ащее верхнюю плиту, пуансон, металлоприемник, подвижную матрицу с закрепленным на ней полым обогреваемым плунжером, входящим в металлоприемник и выдавливающим жидкий металл в матрицу. Перемеп 1ение матрицы осуществляется с помощью боковых цилиндров, закрепленных , на верхней плите. Прессование жидкого металла производится пу,ансоном, жестко связанным со штоком центрального гидроцилиндра, также закрепленного на верхней- плите (2). Недостатком указанного устройства является сложность удаления отливок из матрицы, что снижает производительность труда, ухудщает условия труда работаюпдих и затрудняет механизацию и автоматизацию процесса. Целью изобретения является упрощение извлечения отливок из полости матрицы. Указанная }1,ель достигается тем, что устройство для литья с кристаллизацией под давлением, содержащее верхнюю плиту с закрепленными ка ней боковыми . гидроцилиндрамк для перемещения матрицы в вертикальном направлении и центральным гидроцилиндром, пуансон, металлоприемник, обогреваемый полый плунжер, соединенный с матрицей и установленный в металлоприемнике, снабжено запорным штоком, связанным с централь) гидроцили(у1ром и проходящим через пуансон, причем пуансон закреплен на верхней плите, подпружиненной плитой с толкателями, связанной с боковыми гидроцилиндрами, кронщтейна1 и, закрепленными на верхней плите, и трехплечими рычагами, шарнирно связанными с кронштейнами и имеющими возможность взaи foдeйcтвия двумя плечами с матрицей и одним плечом - с подпружиненной плитой. На фиг. 1 изображено схематически устройство для ЛИТЬЯ с кристаллизацией под давлением в момент заполнения матрицы дозой металла; на фиг. 2 - то же, в момент прессования; на фиг. 3 -- то же, в момент удаления отливки из матрицы. Устройство для литья с кристаллизацией под давлением содержит верхнюю плиту 1, центральный гидроцилиндр 2 с запориым штоком 3, проходярцим через пуансон 4, 1 37 закрепленный на плите 1, матрицу 5, боковые цилиндры 6, связанные с матрицей штоками 7 и обеспечивающие ее перемещение в вертикальном направлении, закрепленную на штоках 7 подпружиненную плиту 8 с закрепленными на ней и проходящими через дно матрицы толкателями 9, перемещающуюся в вертикальном направлении и содержащую выступы со скосами 10, входящими во взаимодействие со скосами I 1 трехплечих рычагов 12 при тювороте последних на прямой угол, металлоприемник 13, расположенный под плитой 8, плунжер 14, сочлененный с металлоприемником 13 н жестко связанный с матрицей 5, Трехплечие рычаги 2 содержат плечи 15с упорами 16, выполненными со скосами и, плечи 1/ и 18, поворачиваемые планками 19 жестко закрепленными на штоках 7. Пружины 20 предназначены для поворота трехплечих рычагов 12 на прямой угол на осях 21. Металлоприемник 13 имеет боковое отверстие 22 и погружен в тигель 23 с расплавом, которым он запо.1няется через отверстие 24. Пружины 25 предназначены для возвращения и удержания плиты 8 в нижнем положении. Плунжер 14 выполнен полым и обогревае.мым при помощи нагреЕ ателя 26. Матрица 5 сообщается с плу {жером 14 через отверстие 27. Пуансон 4 содержит поверхность 28, входящую в полость матрищ, при прессовании. Планки 19 имеют плоскость 29, скользящую при пере.мещении по плоскости 30 плеча 18 рычага 12. Усгройство работает следуюишм образом. После заполнения тигля 23 расплавом ерез загрузочное отверстие 24 включаются . боковые цилиндры, 6, и штоки 7 с жестко закрепленными на них планками 19, матрицей 5 и плунжером 14 и плитой 8 с толкателями 9 перемещаются в нижнее положение. При .этом Трехплечие рычаги 12 под воздействием пружин 20 устанавливаются в нейтральное положение, при котором плечи 15 и 18 принимают горизонтальное, а плечи 17 - вертикальное положение (фиг. 1). Плунжер 14, перекрыв отверстие 22, вытесняет жидкий металл из металлоприемника 13 в матрицу 5 до-заданного уровня. Затем включается центральный гидроцилиндр 2, запорный шток 3 которого перемещается вниз, перекрывая отверстие 27 матрицы 5, выходящее в полость плунжера 14. Автоматически переключаются на прессование боковые цилиндры 6, перемещая в верхнее положение штоки 7 с матрицей 5, планками 19 и плитой 8 с толкателями 9. Синхронно со штоками 7 перемещается в верхнее положение и запорный шток 3 (фиг. 2), а остаток металла из полости плунжера 14 сливается в металлоприем гик 13. При перемещении в верхнее положение планки 19 касаются плоскостей 30 плеч 18 рычагов 12, оказывают на них давление и поворачивают рычаги 12 на осях 2.1 на прямой угол. За счет давления плоскостей 29 планок 19 на плоскости 30 плеч 18 рычагов 12 последние устанавливаются в рабочее положение, при котором плечи 18 и 15 располагаются в вертикальном, а плечи 17 в горизонтальном положениях. Плита 8с толкателями 9 устанавливается над упорами 16 рычагов 12. Пружина 20 в это время - - --rj- - - upv-j. Находится в сжатом состоянии (фиг. 2). ю Матрица 5 совмещается с формообразующеи частью пуансона 4, поверхность 27 которого входит в полость матрицы, происходит запирание матрицы 5 и формирование отливки. В дальнейшем усилия боковых цилиндров 6 расходуются на создание давления ts в кристаллизующейся отливке. По окончании кристаллизации отливки включается центральный гидроцилиндр 2 изапорный шток 3 удаляется из матрицы 5. Автоматически срабатывают боковые цйлиндры 6 и щтоки 7 с матрицей 5, планками 9 и плитой 8 с толкателями 9 перемешаются в нижнее положение (фиг. 3). При этом плоскости 29 планок 19 скользят по плоскостям 30 плеч 18 рычагов 12 и удерживаюз их от поворота. Скосы Ю выступов плиты 8 в.ходят в зацепление со скосами II упоров 16 рычагов 12. в результате чего плита 8 останавливается, матрица 5 и планки. 19 продолжают опускаться, сжимая пружины 5. Толкатели 9 плиты 8 воздействуют на отливку 31, выталкивая е из матрицы 5 Под воздействием планок 19 плечи 17 рычагов 12 поворачиваются на осях 21 на прямой угол. Скосы 10 выстуров плиты 8 выходят из зацепления со скосами II упоров 16-рычагов 12, и плита 8 под воздействием пружин 25 возвращается в нижнее положение. Устройство готово для повторения операции. Предлагаемое изобретение позволяет повысить надежность агрегатов и машин иа 15%, увеличить производительность в 2 раза
иг.д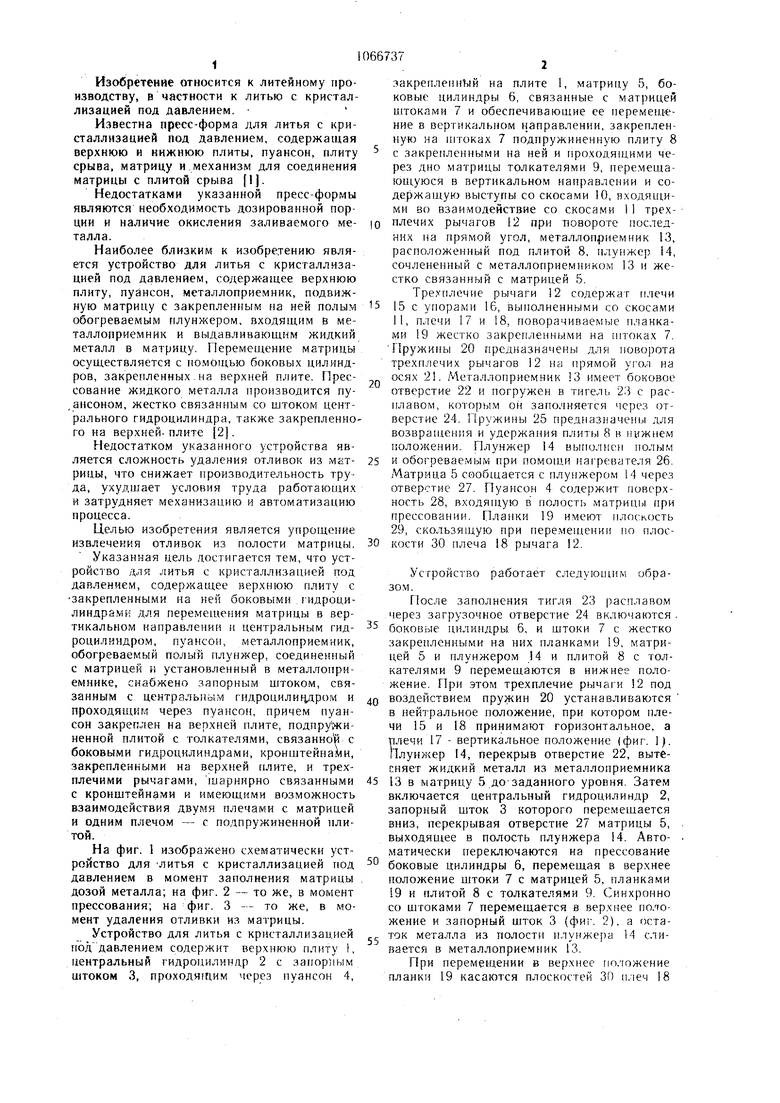

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МЕТОДОМ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2142354C1 |
| КОМПЛЕКС ОБОРУДОВАНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ДЕТАЛЕЙ, В ТОМ ЧИСЛЕ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ МЕТОДОМ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1996 |
|
RU2093300C1 |
| Пресс-форма для литья с кристаллизацией под давлением | 1986 |
|
SU1371767A1 |
| Устройство для литья с кристаллизацией под давлением | 1975 |
|
SU549254A1 |
| Устройство для калибровки трубчатых заготовок | 1983 |
|
SU1131578A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕНЧАТЫХ ВАЛОВ | 1971 |
|
SU295598A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ОТЛИВОК С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1991 |
|
RU2026147C1 |
| Установка для литья под низким давлением | 1976 |
|
SU577087A1 |
| Пресс-форма для литья с кристаллизацией под давлением | 1978 |
|
SU706194A1 |
| Пресс-форма для литья под давлением | 1979 |
|
SU910346A1 |

УСТРОЙСТВО ДЛЯ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ, содержащее верхнюю плиту с закрепленными на ней боковыми гидроцилиндрами для перемещения матрицы в вертикальном направлении и центральным гидроцилиндром, пуансон, металлоприемник, обогреваемый полый плунжер, соединенный с матрицей и установленный в металлоприемнике, отличающееся тем, что, с целью упрощения извлечения отливок из полости матрицы, оно снабжено запорным штоком, связанным с центральным гидроцилиндром и проходящим через пуансои, причем пуансон закреплен на верхней, плите, пбдпружиненной плитой с толкателями, связанной с боковыми гидроцилиндрами,, кронштейнами, закрепленными на верхней плите, и трехплечими рычагами, шарнирно связанными с кронштейнами н имеющими возможность взаимодействия двумя плечами с матрицей и одним плечом - с подпружиненной плитой. а & 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прессоформа для литья с кристализацией под давлением | 1974 |
|
SU499965A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для литья с кристаллизацией под давлением | 1975 |
|
SU549254A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
