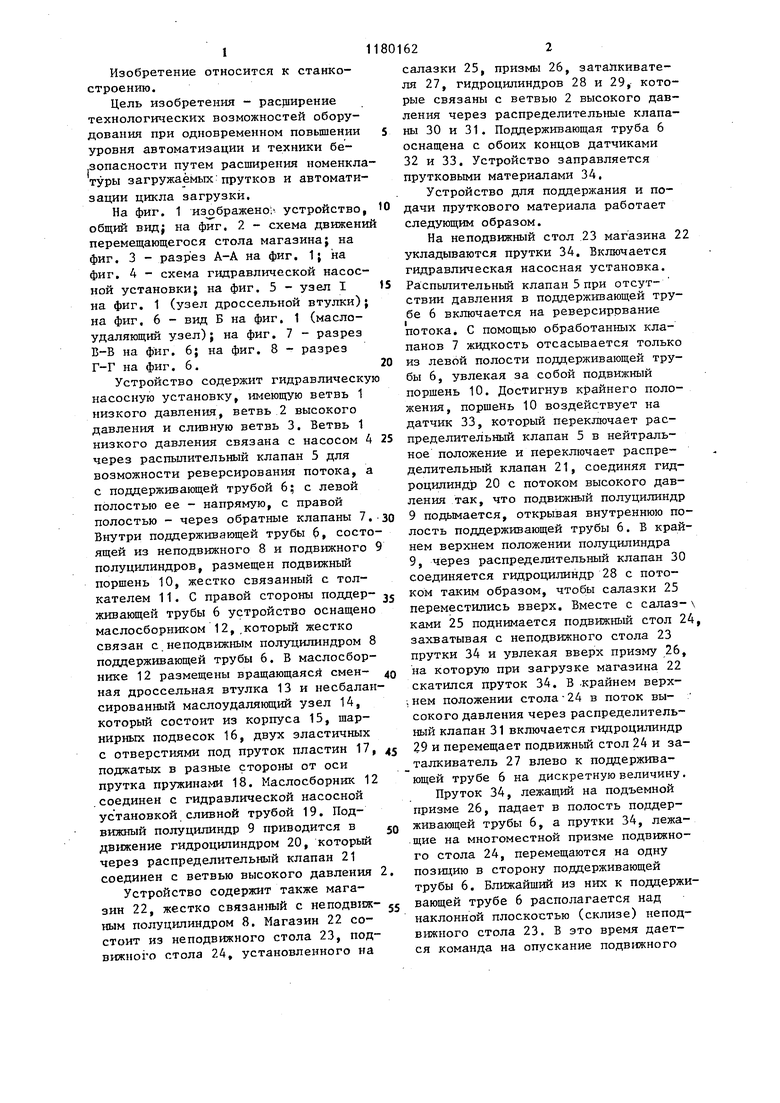
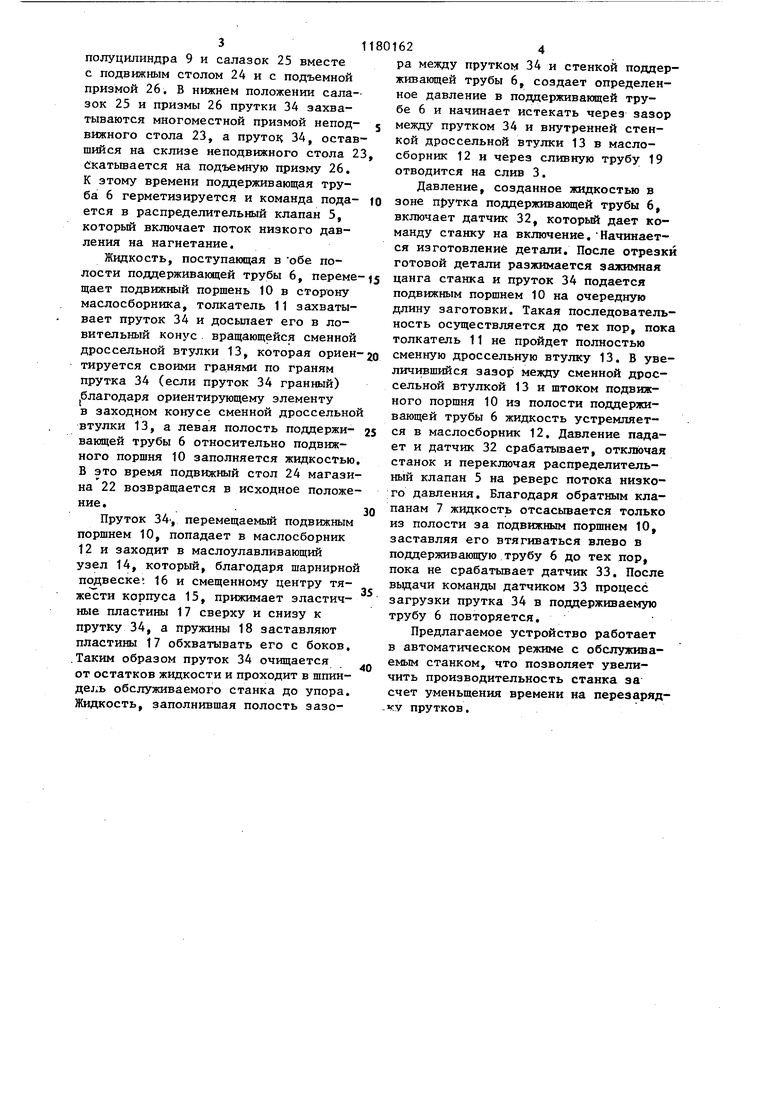
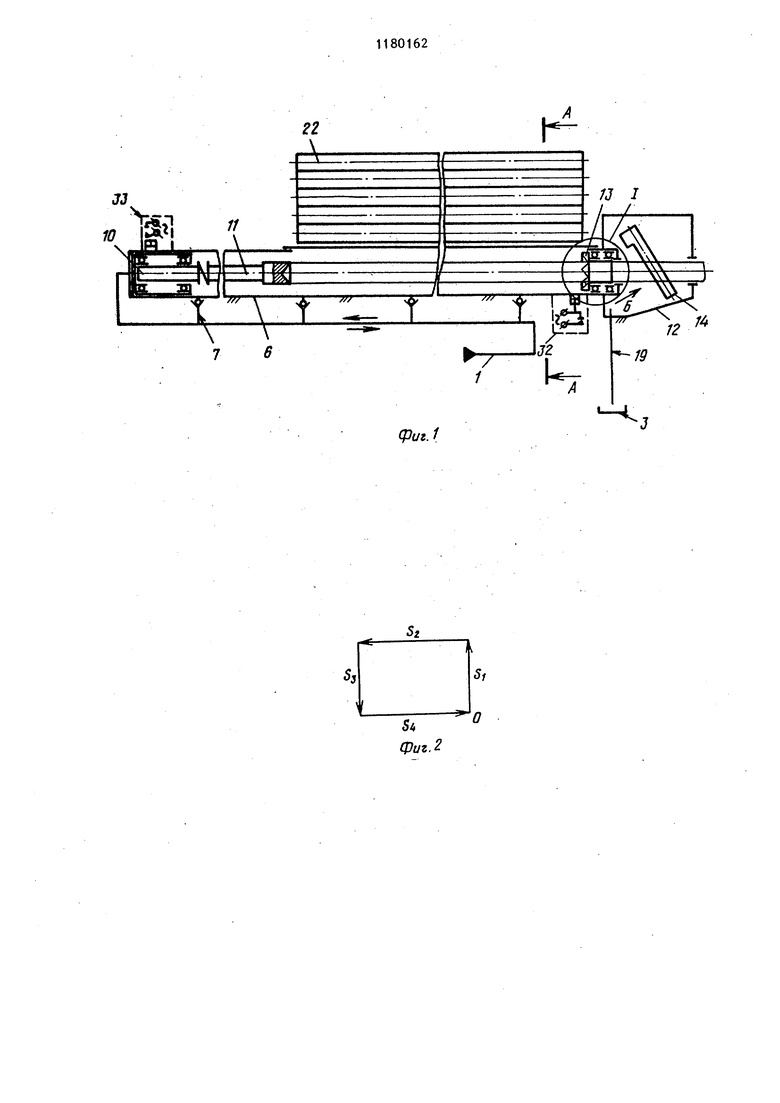
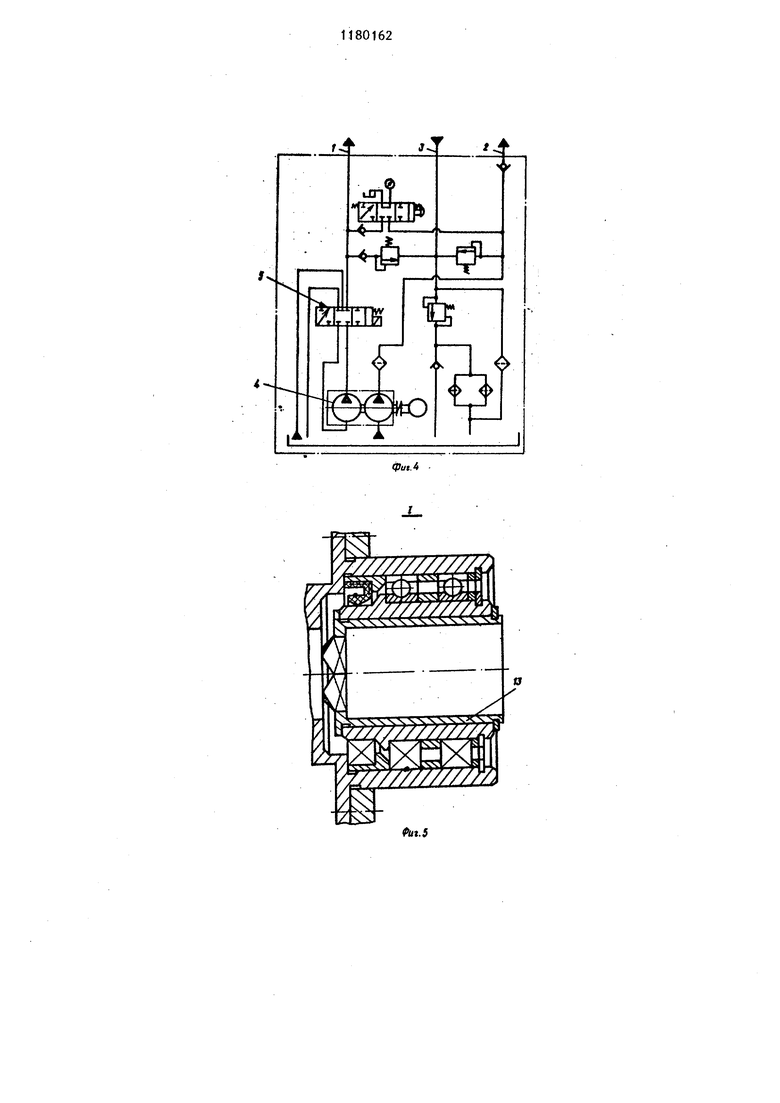
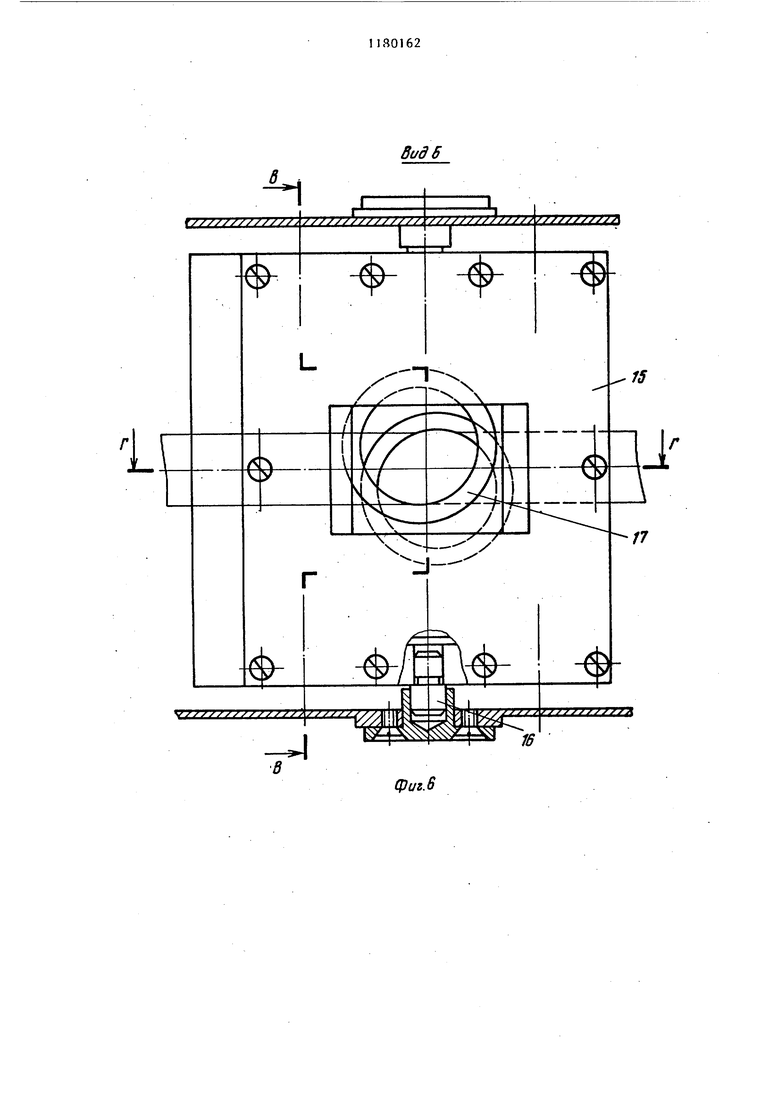
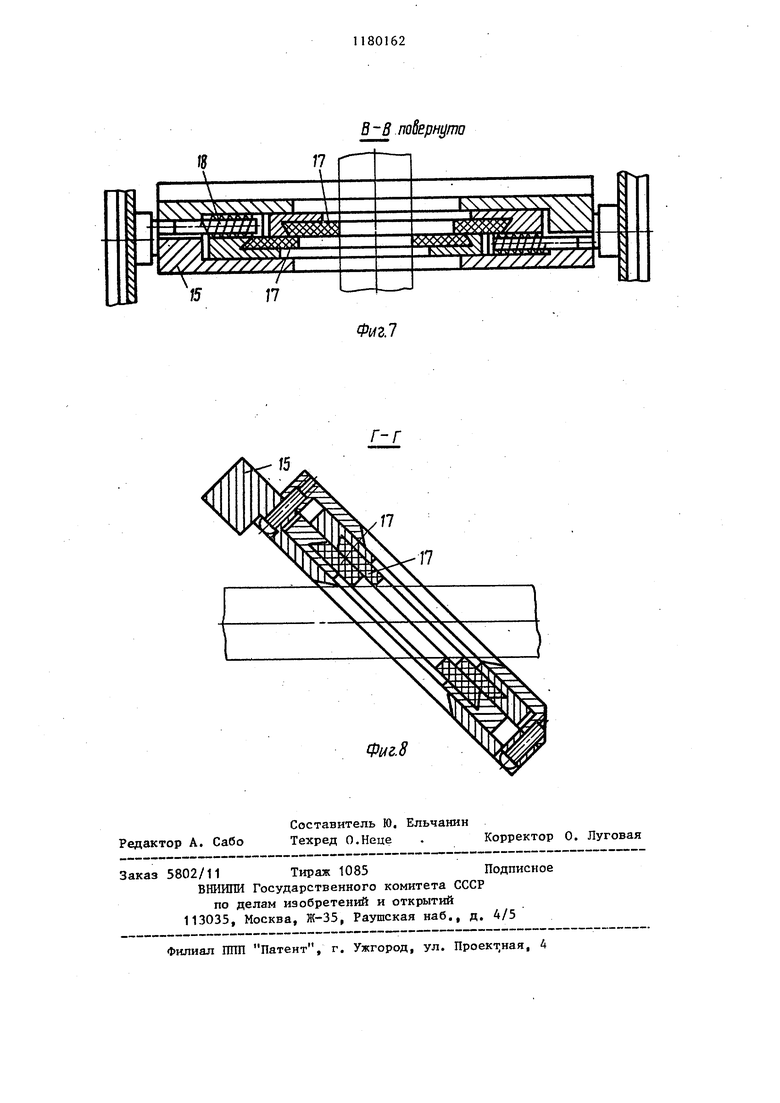
Изобретение относится к станкостроению. Цель изобретения - раср1ирение технологических возможностей оборудования при одновременном повьшении уровня автоматизации и техники бе.зопасности путем расширения номенкла туры загружаемых:прутков и автоматизации цикла загрузки. На фиг. 1 изображено;- устройство, общий ВИД} на фиг, 2 - схема движени перемещающегося стола магазина} на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - схема гидравлической насосной установки; на фиг. 5 - узел I на фиг. 1 (узел дроссельной втулки); на фиг. 6 - вид Б на фиг. 1 (маслоудаляющий узел); на фиг. 7 - разрез В-В на фиг. 6; на фиг. 8 - разрез Г-Г на фиг. б. Устройство содержит гидравлическу насосную установку, имеющую ветвь 1 низкого давления, ветвь 2 высокого давления и сливную ветвь 3. Ветвь 1 низкого давления связана с насосом 4 через распылительный клапан 5 для возможности реверсирования потока, а с поддерживающей трубой 6; с левой полостью ее - напрямую, с правой полостью - через обратные клапаны 7. Внутри поддерживающей трубы 6 состо ящей из неподвижного 8 и подвижного полуцилиндров, размещен подвижный поршень 10, жестко связанный с толкателем 11. С правой стороны подцерживающей трубы 6 устройство оснащено маслосборником 12,.который жестко связан с.неподвижным полуцилиндром 8 поддерживающей трубы 6. В маслосборнике 12 размещены вращающаяся сменная дроссельная втулка 13 и несбалан сирован№1й маслоудаляющий узел 14, который состоит из корпуса 15, шарнирных подвесок 16, двух эластичных с отверстиями под пруток пластин 17, поджатых в разные стороны от оси прутка пружинами 18. Маслосборник 12 соединен с гидравлической насосной установкой сливной трубой 19. Подвижный полуцилиндр 9 приводится в движение гидроцилиндром 20, который через распределительный клапан 21 соединен с ветвью высокого давления Устройство содержит также магазин 22, жестко связанный с неподвижным полуцилиндром 8. Магазин 22 состоит из неподвижного стола 23, подвижного стола 24, установленного на 1622 салазки 25, призмы 26, заталкивателя 27, гидроцилиндров 28 и 29, которые связаны с ветвью 2 высокого давления через распределительные клапаны 30 и 31. Поддерживающая труба 6 оснащена с обоих концов датчиками 32 и 33. Устройство заправляется прутковыми материалами 34. Устройство для поддержания и подачи пруткового материала работает следующим образом. На неподвижный стол 23 магазина 22 укладываются прутки 34. Включается гидравлическая насосная установка. Распылительньй клапан 5 при отсутствии давления в поддерживающей трубе 6 включается на реверсирование потока. С помощью обработанных клапанов 7 жидкость отсасывается только из левой полости поддерживающей трубы 6, увлекая за собой подвижный поршень 10. Достигнув крайнего положения, поршень 10 воздействует на датчик 33, который переключает распределительный клапан 5 в нейтральное положение и переключает распределительный клапан 21, соединяя гидроцилиндр 20 с потоком высокого давления так, что подвижный полуцилиндр 9 подымается, открывая внутреннюю полость поддерживающей трубы 6. В крайнем верхнем положении полуцилиндра 9, через распределительный клапан 30 соединяется гидроцилиндр 28 с потоком таким образом, чтобы салазки 25 переместились вверх. Вместе с салаз- ками 25 поднимается подвижный стол 24, захватывая с неподвижного стола 23 прутки 34 и увлекая вверх призму 26, на которую при загрузке магазина 22 скатился пруток 34. В .крайнем верхнем положении стола-24 в поток высокого давления через распределительный клапан 31 включается гидроцилиндр 29 и перемещает подвижньй стол 24 и заталкиватель 27 влево к поддерживающей трубе 6 на дискретную величину. Пруток 34, лежащий на подъемной призме 26, падает в полость поддерживающей трубы 6, а прутки 34, лежащие на многоместной призме подвижного стола 24, перемещаются на одну позицию в сторону поддерживающей трубы 6. Ближайший из них к поддерживающей трубе 6 располагается над наклонной плоскостью (склизе) неподвижного стола 23. В это время дается команда на опускание подвижного полуцилиндра 9 и салазок 25 вместе с подвижным столом 24 и с подъемной призмой 26. В нижнем положении салазок 25 и призмы 26 прутки 34 захватываются многоместной призмой неподвижного стола 23, а прутоц 34, остав шийся на склизе неподвижного стола 2 Скатьшается на подъемную призму 26. К зтому времени поддерживающая труба 6 герметизируется и команда подается в распределительный клапан 5, который включает поток низкого давления на нагнетание. Жидкость, поступающая в обе полости поддерживающей трубы 6, переме щает подвижный поршень 10 в сторону маслосборника, толкатель 11 захватывает пруток 34 и досылает его в ловительный конус вращающейся сменной дроссельной втулки 13, которая ориен тируется своими гранями по граням прутка 34 (если пруток 34 гранный) благодаря ориентирующему злементу в заходном конусе сменной дроссельно втулки 13, а левая полость поддерживающей трубы 6 относительно подвижного поршня 10 заполняется жидкостью В это время подвижный стол 24 магази на 22 возвращается в исходное положе ние, Пруток 34, перемещаемый подвижным поршнем 10, попадает в маслосборник 12 и заходит в маслоулавливающий узел 14, который, благодаря шарнирно подвескеt 16 и смещенному центру тяже ти корпуса 15, прижимает зластичные пластины 17 сверху и снизу к прутку 34, а пружины 18 заставляют пластины 17 обхватывать его с боков, .Таким образом пруток 34 очищается от остатков жидкости и проходит в шпиндeJxЬ обслуживаемого станка до упора. Жидкость, заполнившая полость зазора между прутком 34 и стенкой поддерживающей трубы 6, создает определенное давление в поддерживающей трубе 6 и начинает истекать через зазор между прутком 34 и внутренней стенкой дроссельной втулки 13 в маслосборник 12 и через сливную трубу 19 отводится на слив 3. Давление, созданное жидкостью в зоне прутка поддерживающей трубы б, включает датчик 32, который дает команду станку на включение.Начинается изготовление детали. После отрезки готовой детали разжимается зажимная цанга станка и пруток 34 подается подвижным поршнем 10 на очередную длину заготовки. Такая последовательность осуществляется до тех пор, пока толкатель 11 не пройдет полностью сменную дроссельную втулку 13, В увеличившийся зазор между сменной дроссельной втулкой 13 и штоком подвижного поршня 10 из полости поддерживающей трубы 6 жидкость устремляется в маслосборник 12, Давление падает и датчик 32 срабатывает, отключая станок и переключая распределительный клапан 5 на реверс потока низкого давления. Благодаря обратным клапанам 7 жидкость отсасывается только из полости за подвижным поршнем 10, заставляя его втягиваться влево в поддерживающую трубу 6 до тех пор, пока не срабатывает датчик 33, После вьщачи команды датчиком 33 процесс загрузки прутка 34 в поддерживаемую трубу 6 повторяется. Предлагаемое устройство работает в автоматическом режиме с обслуживаемым станком, что позволяет увеличить производительность станка за счет уменьшения времени на переэарядv.y прутков.
S« фиг.2
м
| название | год | авторы | номер документа |
|---|---|---|---|
| Металлорежущий станок с устройством для автоматической смены многошпиндельных коробок | 1988 |
|
SU1521552A2 |
| АВТОМАТ ДЛЯ РЕЗКИ ПРУТКОВ | 1970 |
|
SU258250A1 |
| Устройство для автоматической подачи прутков | 1959 |
|
SU129619A1 |
| Автоматический станок для подрезки торцов и снятия фасок | 1985 |
|
SU1355359A2 |
| Станок для обработки концов труб давлением | 1980 |
|
SU889223A1 |
| АВТОМАТ ДЛЯ СМЕНЫ ШПУЛЬ НА ТКАЦКОМ elhVIH^——_____>& | 1965 |
|
SU168201A1 |
| СТАНОК ДЛЯ РЕЗКИ ПРУТКОВ | 1970 |
|
SU274614A1 |
| МОТАЛЬНАЯ ГОЛОВКА ДЛЯ НАМОТКИ УТОЧНЫХ ШПУЛЬ НА ТКАЦКОМ СТАНКЕ | 1967 |
|
SU193973A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНОЙ СЕТКИ | 2024 |
|
RU2839211C1 |
| Пробоотборник | 1988 |
|
SU1578309A1 |
УСТРОЙСТВО ДЛЯ ПОДАЧИ И ПОдаЕРЖАНИЯ ПРУТКОВОГО МАТЕРИАЛА В СТАНКАХ-АВТОМАТАХ, содержащее гидравлическую поддерживающую трубу, снабженную подвижным поршнем с толкателем и маслосборником, магазин и насосную установку, о тличающееся тем, .что, с целью повышения производительности обслуживаемого станка, поддерживающая труба вьшолнена в виде двух полуцилиндров, один из которых снабжен по разъему уплотнением и установлен с возможностью открытия и закрытия относительно другого неподвижного, маслосборник со стороны поддерживающей трубы снабжен сменной дроссельной втулкой, имеющей заходный конус с ориентирующим элементом для некруглых прутков, а со стороны выходного отверстия - шарнирно подвешенным в горизонтальной плоскости и несбалансированным маслоудаляющим узлом, выполненным в виде корпуса с двумя соприкасающимися эластичными пластинами с отверстием под пруток, подпружиненными вдоль оси шарниров и имеющими возможность свободного перемещения в направлении, перпендикулярном направлению действия пружин, а магазин выполнен в виде i двух независимых столов, один из которых установлен с возможностью (Л последовательного вертикального и горизонтального перемещений, призмы которая кинематически связана с вертикальным перемещением стола, и заталкивателя, который имеет возможность горизонтального перемещения, при этом насосная установка, имеющая 00 два независимых потока низкого и высокого давлений, вьтолнена с возможностью реверсированияпотока низкого О5 давления,N9
B-B noSEpHijma
| Генератор технической частоты | 1977 |
|
SU622195A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
