сд tc
сд
СП to
ISJ
Изобретение относится к машиностроению, в частности к метал.торежущим станкам с автоматической сменой инструмента, и может быть использовано при создании гибких производственных систем.
Цель изобретения - расширение технологических возможностей станка путем обеспечения возможности использования в процессе обработки шпиндельных коробок в когазин шпиндельных коробок, представляющий собой металлоконструкцию, состоящую из закрепленной на стойках 22 перекладины 23, на которой установлены попарно цилиндрические скалки 24, и планки 25, на которой установлены базовый штырь 26 с запорным клапаном, аналогичным клапану в базовом штыре 18, и опора 27.
Подвеска устройства перегрузки шпинка.
личестве, превышающем емкость магазина, Q дельных коробок, навешиваемая на подъем- и подпитки последнего во время работы стан- но-транспортное средство, например мостовой кран, состоит из траверсы 28, на которой закреплены две цилиндрические скалки 29, на которые при транспортировке навешивается посредством специальных отверстий
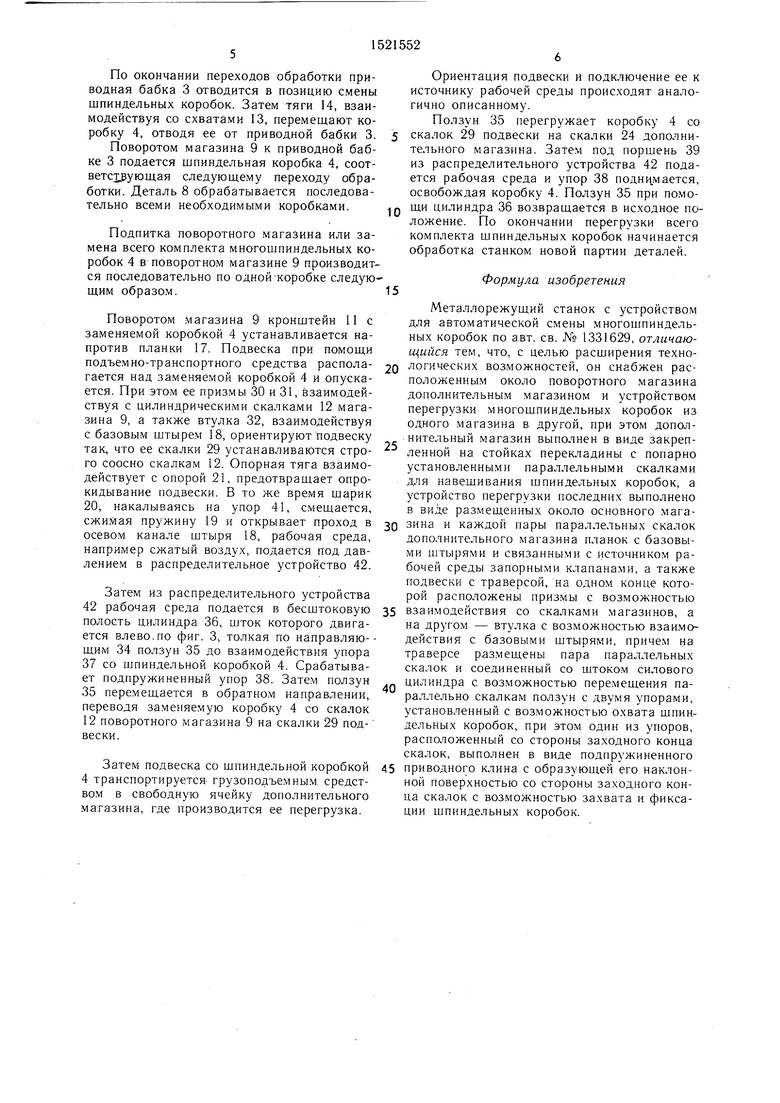
На фиг. 1 показан предлагаемый станок, вид сверху; на фиг. 2 - то же, вид сбоку (подвеска показана на позиции перегрузки
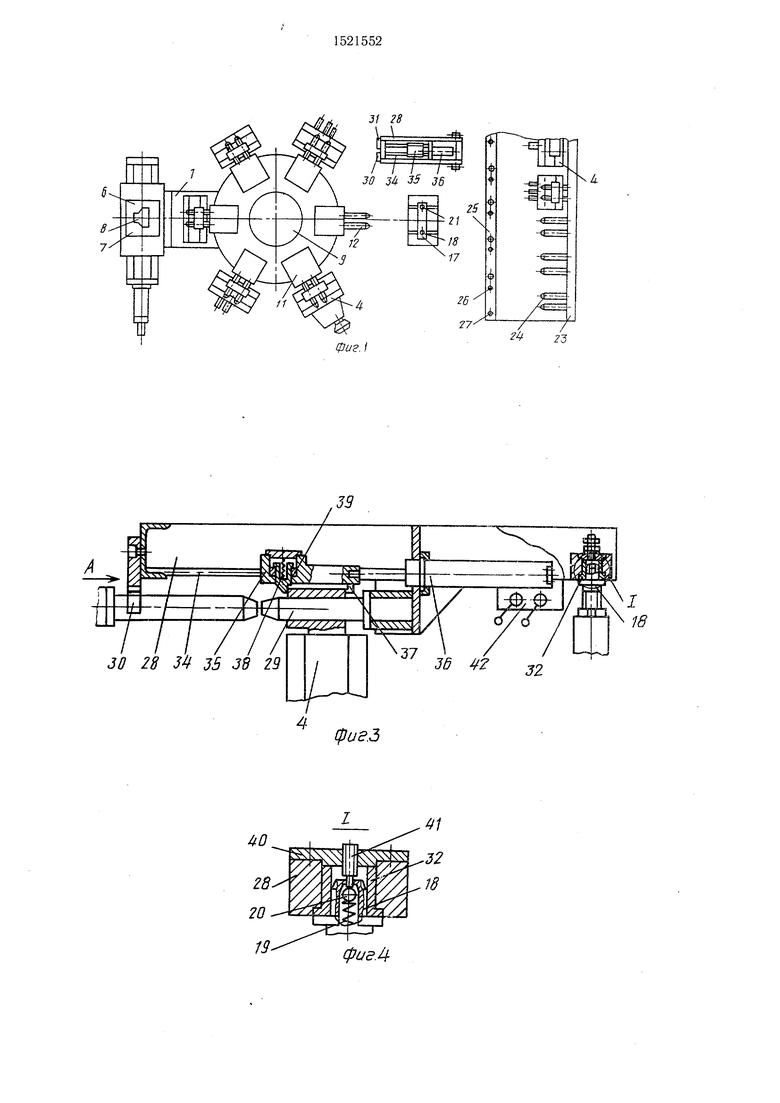
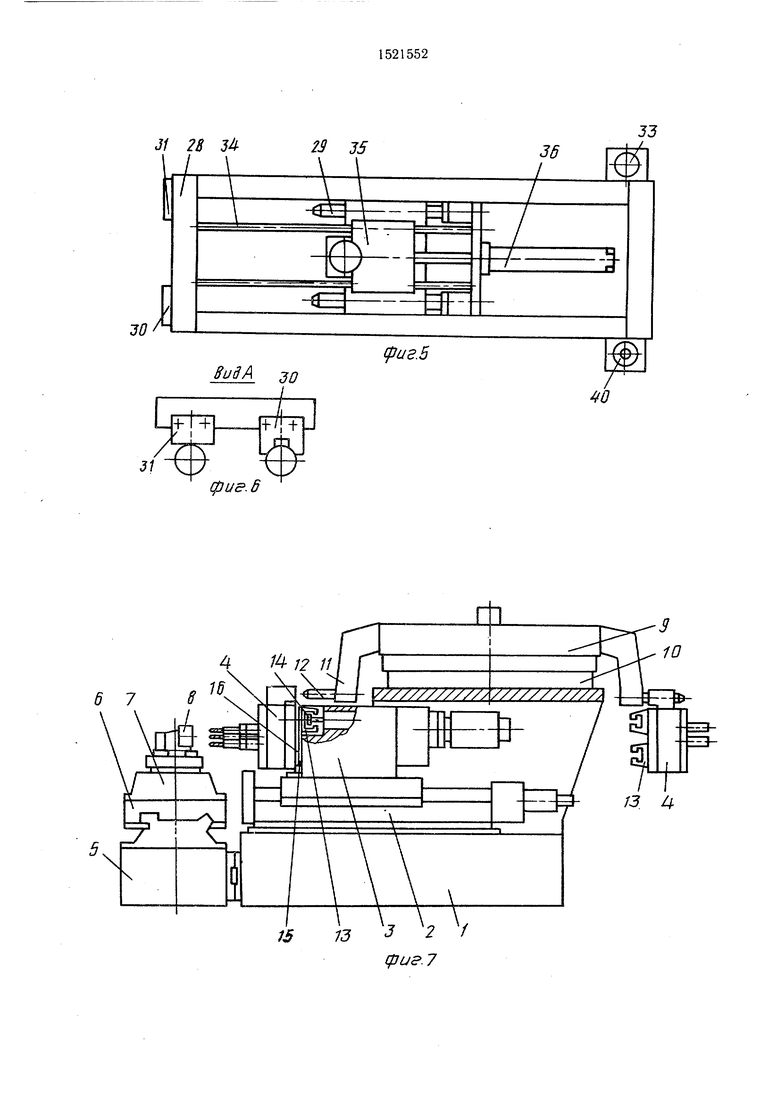
коробок у поворотного магазина); на - шпиндельная коробка 4. К траверсе 28 жестфиг. 3 - подвеска со шпиндельной коробкой, вид сбоку; на фиг. 4 - узел I на фиг. 3; на фиг. 5 - подвеска, вид сверху; на фиг. 6 - вид А на фиг. 3; на фиг. 7
ко прикреплены установочные элементы в виде призм 30 и 31, а также втулка 32. На противоположной втулке 32 стороне траверсы 28 закреплена опорная пята 33. Кро.ме
станина, продольный силовой стол с при- 20 того, на траверсе 28 размещен подвижный
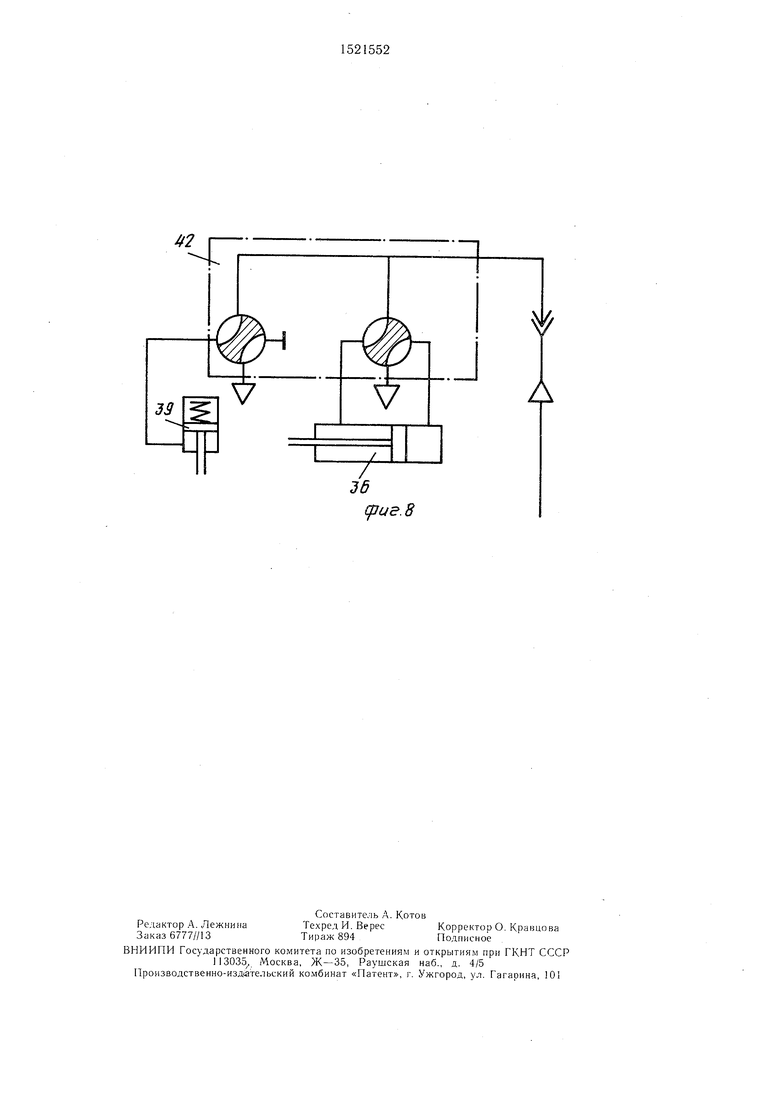
водной бабкой, шпиндельной коробкой и поворотным магазином; на фиг. 8 - принципиальная схема пневмосистемы подвески. На продольной станине 1 станка закреплен силовой стол 2, на котором установлена
по направляющим 34 ползун 35, соединенный со штоко.м цилиндра 36 двустороннего действия. На ползуне 35 расположены упор 37 и подпружиненный в осевом направлении подвижный упор 38, соединенный с поршнем
приводная бабка 3-С механизмом фиксации 39. Соосно втулке 32 в траверсе 28 распосменных шпиндельных коробок,4. На поперечной станине 5 закреплен силовой стол 6 с приспособлением 7, в котором закреплена обрабатываемая деталь 8. Над силовым столожена крышка 40 с ввернутым в нее регулируемым упором 41 с диаметром, меньшим, чем диаметр меньшей ступени осевого канала штыря 18. Полость под крышкой 40 соелом 2 с приводной бабкой 3 раз.мещен пово- ЗО Динена через распределительное устройство
ротный магазин 9 шпиндельных коробок 4, включающий поворотно-делительный стол 10 и жестко закрепленные на планшайбе стола кронштейны 11 с установленными на них попарно-параллельны.ми цилиндричес42 с цилиндром 36 и с полостью под поршнем 39.
Станок работает следующим образом. После установки и закрепления детали
КИМ и скалками 12 с возможностью свобод- 35 8 в приспособлении 7 поворотом магазина
ного перемещения относительно них сменных шпиндельных коробок 4. При этом поворотный магазин 9 установлен относительно станка так-, что базовые элементы шпиндельных коробок 4 расположены в плоскости взаимодействия с механизмо.м фиксации приводной бабки.
Шпиндельные коробки 4 снабжены схватами 13 с Т-образными пазами. В приводной бабке 3 размещены зажимные устрой9 с.менная ЦJПиндeльнaя коробка 4 подается на позицию с.мены и останавливается. При это.м тяги 14 зажимных устройств приводной бабки 3 заходят в Т-образные пазы схватов 4Q 13 шпиндельной коробки 4. Подается команда на зажим коробки, тяги 14, взаи.модей- ствуя со схватами 13, перемещают шпиндельную коробку 4 по скалка.м 12 в продолъно.м направлении, при этом происходят ее окончательная ориентация и зажим на приводной
50
ства с тягами 14, расположенными ответно 45 бабке 3, а также сцепление полумуфт 15 и
16.
Затем приводная бабка 3 с закрепленной на ней шпиндельной коробкой 4 перемещается силовы.м столо.м 2 в продольном направлении сначала ускоренно, а затем на рабочей подаче. При переходе на рабочую подачу шпиндельные коробки 4 приводятся во вращение от приводной бабки 3 через полумуфты 15 и 16. Происходит обработка детали 8. В случае выполнения фрезерных опе- 55 раций приводная бабк 3 со шпиндельной коробкой 4 (в этом случае - фрезерной бабкой) подается в требуемое положение и фиксируется, а движение подачи осуществляется силовым столом 6.
схватам 13.
Приводная бабка 3 снабжена также ведущей полумуфтой 15, а щпиндельная коробка 4 - ведомой полумуфтой 16.
Напротив одной из позиций поворотного магазина 9 установлена планка 17, на которой закреплен базовый щтырь 18 с запорным клапаном, образованным поджатым пружиной 19 щариком 20 и ступенчатым осевым каналом, выполненным в штыре 18.
Канал соединен с источником рабочей среды, например с источником сжатого воздуха. На планке 17 также закреплена регулируемая опора 21. Отдельно от поворотного магазина 9 установлен дополнительный магазин шпиндельных коробок, представляющий собой металлоконструкцию, состоящую из закрепленной на стойках 22 перекладины 23, на которой установлены попарно цилиндрические скалки 24, и планки 25, на которой установлены базовый штырь 26 с запорным клапаном, аналогичным клапану в базовом штыре 18, и опора 27.
Подвеска устройства перегрузки шпинко прикреплены установочные элементы в виде призм 30 и 31, а также втулка 32. На противоположной втулке 32 стороне траверсы 28 закреплена опорная пята 33. Кро.ме
по направляющим 34 ползун 35, соединенный со штоко.м цилиндра 36 двустороннего действия. На ползуне 35 расположены упор 37 и подпружиненный в осевом направлении подвижный упор 38, соединенный с поршнем
39. Соосно втулке 32 в траверсе 28 распо39. Соосно втулке 32 в траверсе 28 расположена крышка 40 с ввернутым в нее регулируемым упором 41 с диаметром, меньшим, чем диаметр меньшей ступени осевого канала штыря 18. Полость под крышкой 40 соеДинена через распределительное устройство
42 с цилиндром 36 и с полостью под поршнем 39.
Станок работает следующим образом. После установки и закрепления детали
9 с.менная ЦJПиндeльнaя коробка 4 подается на позицию с.мены и останавливается. При это.м тяги 14 зажимных устройств приводной бабки 3 заходят в Т-образные пазы схватов 4Q 13 шпиндельной коробки 4. Подается команда на зажим коробки, тяги 14, взаи.модей- ствуя со схватами 13, перемещают шпиндельную коробку 4 по скалка.м 12 в продолъно.м направлении, при этом происходят ее окончательная ориентация и зажим на приводной
45 бабке 3, а также сцепление полумуфт 15 и
50
55
По окончании переходов обработки приводная бабка 3 отводится в позицию смены шпиндельных коробок. Затем тяги 14, взаимодействуя со схватами 13, перемеплают коробку 4, отводя ее от приводной бабки 3.
Поворотом магазина 9 к приводной бабке 3 подается шпиндельная коробка 4, соот- ветст ующая следующему переходу обработки. Деталь 8 обрабатывается последовательно всеми необходимыми коробками.
Подпитка поворотного магазина или замена всего комплекта многошпиндельных коробок 4 в поворотном магазине 9 производится последовательно по одной-коробке следую- Ш.ИМ образом.
Ориентация подвески и подключение ее к источнику рабочей среды происходят аналогично описанному.
Ползун 35 перегружает коробку 4 со
5 скалок 29 подвески на скалки 24 дополнительного .магазина. Зате.м под поршень 39 из распределительного устройства 42 подается рабочая среда и упор 38 подни.мается, освобождая коробку 4. Ползун 35 при по.мо4Q Ш.И цилиндра 36 возвращается в исходное положение. По окончании перегрузки всего комплекта шпиндельных коробок начинается обработка станком новой партии деталей.
15
Формула изобретения
Металлорежущий станок с устройством Поворотом магазина 9 кронштейн 11 сдля автоматической смены .многошпиндельзаменяемой коробкой 4 устанавливается на-ных коробок по авт. св. № 1331629, отличаюпротив планки 17. Подвеска при помощищийся тем, что, с целью расширения техноподъемно-транспортного средства распола- 20 логических возможностей, он снабжен рас- гается над за.меняемой коробкой 4 и опуска-положенным около поворотного магазина
ется. При этом ее призмы 30 и 31, взаимодей-дополнительны.м магазином и устройством
ствуя с цилиндрическими скалками 12 мага-перегрузки многошпиндельных коробок из
зина 9, а также втулка 32, взаимодействуя с базовым штыре.м 18, ориентируют подвеску так, что ее скалки 29 устанавливаются стро- го соосно скалкам 12. Опорная тяга взаимодействует с опорой 21, предотвращает опрокидывание подвески. В то же время шарик 20, накалываясь на упор 41, смещается,
сжимая пружину 19 и открывает проход в о зина и каждой пары параллельных скалок осевом канале щтыря 18, рабочая среда, например сжатый воздух, подается под давлением в распределительное устройство 42.
одного магазина в другой, при этом дополнительный магазин выполнен в виде закрепленной на стойках перекладины с попарно установленными параллельными скалками для навешивания шпиндельных коробок, а устройство перегрузки последних выполнено в виде размещенных около основного магаЗатем из распределительного устройства
дополнительного магазина планок с базовыми 1птырями и связанными с источнико.м рабочей среды запорными Котапанами, а также подвески с траверсой, на одно.м конце которой расположены призмы с возможностью 42 рабочая среда подается в бесштоковую 35 взаимодействия со скалками магазинов, а полость цилиндра 36, шток которого двига-на другом - втулка с возможностью взаимоется влево.по фиг. 3, толкая по направляю-- действия с базовыми штырями, причем на щим 34 ползун 35 до взаимодействия упоратраверсе размещены пара параллельных
37 со шпиндельной коробкой 4. Срабатыва-скалок и соединенный со штоко.м силового
ет подпружиненный упор 38. Зате.м ползунцилиндра с возможностью перемещения параллельно скалкам ползун с двумя упорами, установленный с воз.можностью охвата шпиндельных коробок, при этом один из упоров, расположенный со стороны заходного конца скалок, выполнен в виде подпружиненного
Затем подвеска со щпиндельной коробкой 45 приволтного клина с образующей его наклонной поверхностью со стороны заходного конца скалок с воз.можностью захвата и фиксации шпиндельных коробок.
35 перемещается в обратном направлении, переводя заменяе.мую коробку 4 со скалок 12 поворотного магазина 9 на скалки 29 под- вески.
4 транспортируется- грузоподъемным средством в свободную ячейку дополнительного магазина, где производится ее перегрузка.
Ориентация подвески и подключение ее к источнику рабочей среды происходят аналогично описанному.
Ползун 35 перегружает коробку 4 со
скалок 29 подвески на скалки 24 дополнительного .магазина. Зате.м под поршень 39 из распределительного устройства 42 подается рабочая среда и упор 38 подни.мается, освобождая коробку 4. Ползун 35 при по.моШ.И цилиндра 36 возвращается в исходное положение. По окончании перегрузки всего комплекта шпиндельных коробок начинается обработка станком новой партии деталей.
15
Формула изобретения
зина и каждой пары параллельных скалок
одного магазина в другой, при этом дополнительный магазин выполнен в виде закрепленной на стойках перекладины с попарно установленными параллельными скалками для навешивания шпиндельных коробок, а устройство перегрузки последних выполнено в виде размещенных около основного магафи. /
4:
Ж
2
/ /J
| название | год | авторы | номер документа |
|---|---|---|---|
| Металлорежущий станок с устройством для автоматической смены многошпиндельных коробок | 1985 |
|
SU1331629A1 |
| Переналаживаемая автоматизированная линия | 1983 |
|
SU1168378A1 |
| Переналаживаемая автоматическая линия | 1990 |
|
SU1726206A1 |
| Металлорежущий станок с устройством для автоматической смены многошпиндельных инструментальных коробок | 1985 |
|
SU1238937A1 |
| Агрегатный станок с автоматической сменой шпиндельных инструментальных коробок | 1975 |
|
SU602341A1 |
| Металлорежущий станок с устройством для автоматической смены многошпиндельных инструментальных коробок | 1977 |
|
SU659355A1 |
| Металлорежущий станок с устройством для автоматической смены многошпиндельных коробок | 1988 |
|
SU1645094A1 |
| Агрегатный станок с автоматической сменой шпиндельных коробок | 1979 |
|
SU781016A1 |
| Металлорежущий станок со сменными шпиндельными головками | 1991 |
|
SU1784443A1 |
| Автоматический станок для подрезки торцов и снятия фасок | 1985 |
|
SU1355359A2 |
Изобретение относится к станкостроению и может быть использовано при создании ГПС. Цель изобретения - расширение технологических возможностей - обеспечивается возможностью использования в процессе обработки шпиндельных коробок в количестве, превышающем емкость магазина и подпитки последнего во время работы станка. Станок снабжен дополнительным неподвижным магазином в виде перекладины 23 с навешенными на скалках 24 шпиндельными коробками 4 и устройством перегрузки коробок 4, состоящим из навешиваемой на подъемно-транспортное средство подвески с траверсой 28 и установленных между поворотным магазином 9 и перекладиной 23 планок 25 с базовыми штырями 26 с запорными клапанами. Траверса 28 устанавливается на скалки 24 магазина призмами 30 и 31, закрепленными на одном конце, и на штырь 18 с запорным клапаном втулки, смонтированной в другом. Траверса 28 несет пару обращенных концами к призмам 30 и 31 скалок 29, а также установленный на направляющих ползун 35, соединенный со штоком цилиндра 36, подключаемого к источнику рабочей среды через запорный клапан. Ползун 35 сцепляется со шпиндельной коробкой 4 посредством упоров, один из которых имеет клинообразный конец и подпружинен в направлении, перпендикулярном оси скалок 29. 8 ил.
/// 30 28 34 35 J8 29
фае.З
фигЛ
31 ф
FFT+
/ I
M
фие.6
6 7
0
qjue.S
| Металлорежущий станок с устройством для автоматической смены многошпиндельных коробок | 1985 |
|
SU1331629A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
