1
Изобретение относится к станкостроению и может быть использовано при пЬдрезке торцов и снятии фасок на круглых и многогранных прутках перед подачей их в токарные автоматы
Цель изобретения - повышение производительности станка путем сокращения величины рабочего хода шпиндельной бабки в поперечном направлении и снижения трудоемкости загрузки станка.
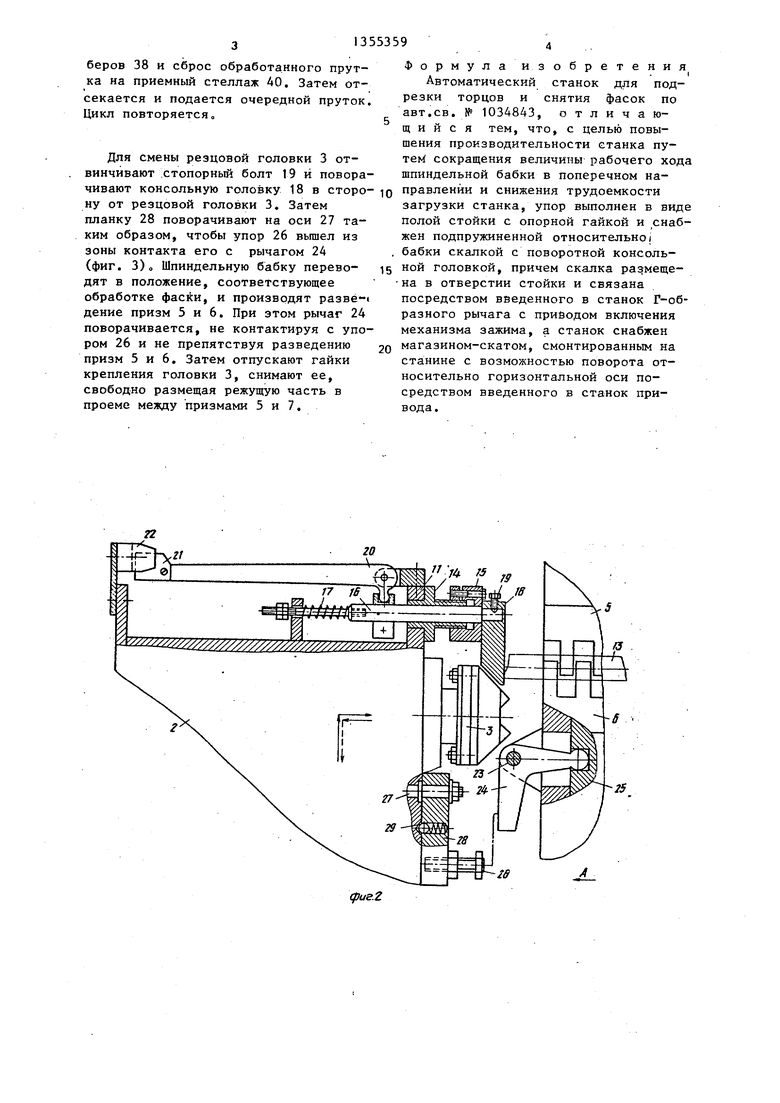
На фиг, 1 изображен станок, вид сверхуJ на фиг. 2 - шпиндельная бабка, вид сверху на фиг. 3 - вид А на
фиг. 2j на фиг. 4 - разрез Б-Б на фи фиг. 1 (положение загрузки)j на фиг фиг а 5 - то же (положение обработки) .
Станок содержит станину 1,.установленную на ней бабку 2 с резцовой головкой 3, самоцентрирующий механизм А зажима с призмами 5 и б и гидроцилиндром 7, магазин-скат 8, Приводной рольганг 9 и пульт 10 управления,
На корпусе 11 шпиндельной бабки 2 размещен установочный упор 12 для прутка 13, выполненный в виде пустотелой стойки 14, опорной накидной .гайки 15, установленной в отверстии стойки 14 скалки 16 с пружиной 17 и консольной головкой 18, закрепленной болтом 19 на Скалке 16, которая соединена с Г-образным рычагом 20, несущим флажок 21 бесконтактного выключателя 22 управления механизмом 4 зажима прутка 13.
На корпусе механизма 4 зажима на оси 23 установлен угловой рычаг 24 корректирующего ограничителя хода шпиндельной бабки 2, одно плечо которого соединено с ползуном 25 механизма 4 зажима, а другое выдвинуто с возможностью взаимодействия с упором 26 корректирующего ограничителя хода шпиндельной бабки 2 при обработке Упор 26 закреплен на поворотной относительно оси 27 планке 28, снабженной фиксатором 29 для ее сто- порения.
Магазин-скат 8 включает основание 30, раму 31 с упорами 32 и отсе- кателями 33, связанными с гидроцилиндром 34. Рама 31 установлена на осях 35 с возможностью поворота при помощи привоДного цилиндра 36 от положения контакта с опорными планками 37 до горизонтального положения.
10
553592
Для удаления-обработанных прутков станок снабжен подвижными шиберами 38, направляющими стойками 39 и приемным стеллажом 40 „
Станок работает следующим образом, .
ОбрабатЬгааемьге прутки 13, пакетом с помощью грузоподъемного устройства загружаются на раму 31 магазина-ската 8, переведенную в горизонтальное положение посредством гидроцилиндра 36 (фиг, 4), После размещения прутков в один слой рама 31 переводится 5 в наклонное положение (фиг, 5), включается станок в автоматическом цикле. Гидроцилиндр 34 поворачивает отсека- тель 33, который приподнимает подаваемый пруток 13 над упорами 32 (фиг, 5), Пруток скатывается на приводной рольганг 9,
20
5
0
В
0
5
0
5
Перемещаемый рольгангом 9 пруток 13 наталкивается на консольную головку 18, сдвигая ее до контакта с опорной гайкой 15, При зтом двигающаяся вместе с головкой 18 скалка 16 сжимает пружину 17, поворачивает рычаг 20 и смещает флажок 21 в прорези выключателя 22, подающего сигнал на зажим прутка 13с
Самоцентрирующие призмы 5 и 6 от действия гидроцилиндра 7 сближаются, зажимая пруток 13, а рычаг 24 от действия ползуна 25 зажимного устройства 4 поворачивается в положение, соответствующее диаметру зажатого прутка 13, ограничивая величину осевого хода шпиндельной бабки 2, Включается поперечная подача шпиндельной бабки 2 и производится подрезка торца прутка, В положении совмещения осей прутка 13 и резцовой головки 3 включается осевая подача шпиндельной бабки 2 и производится обработка фаски внутренними кромками ножей резцовой головки Зо Осевое перемещение бабки 2 ограничивается контактированием упора 26 с угловым рычагом 24, обес-- печивающим постоянство величины фаски независимо от диаметра обрабатываемого прутка 13, , .
По окончании обработки фаски осуществляется последовательно осевой и поперечный возвратный ход. шпиндельной бабки 2, разжим обработанного прутка 13, вертикальный ход шиберов 38 и сброс обработанного прутка на приемный стеллаж АО. Затем отсекается и подается очередной пруток. Цикл повторяется
Для смены резцовой головки 3 отвинчивают стопорный болт 19 и поворачивают консольную головку 18 в сторо- ю правлении и снижения трудоемкости ну от резцовой головки 3, Затем планку 28 поворачивают на оси 27 таким образом, чтобы упор 26 вышел из зоны контакта его с рычагом 24 (фиг. 3)„ Шпиндельную бабку перево- 15 дят в положение, соответствующее обработке фасйи, и производят разве- дение призм 5 и 6. При этом рычаг 24 поворачивается, не контактируя с упором 26 и не препятствуя разведению 20 призм 5 и 6, Затем отпускают гайки крепления головки 3, снимают ее, свободно размещая режущую часть в проеме между призмами 5 и 7.
загрузки станка, упор выполнен в в полой стойки с опорной гайкой и сн жен подпружиненной относительно бабки скалкой с поворотной консоль ной головкой, причем скалка размещ на в отверстии стойки и связана посредством введенного в станок Гразного рычага с приводом включени механизма зажима, а станок снабжен магазином-скатом, смонтированным н станине с возможностью поворота от носительно горизонтальной оси посредством введенного в станок привода.
Формула изобретения Автоматический станок для подрезки торцов и снятия фасок по авт.св. № 1034843, отличающийся тем, что, с целью повышения производительности станка пу- reti сокращения величины рабочего хода шпиндельной бабки в поперечном направлении и снижения трудоемкости
загрузки станка, упор выполнен в виде полой стойки с опорной гайкой и снабжен подпружиненной относительно бабки скалкой с поворотной консольной головкой, причем скалка размещена в отверстии стойки и связана посредством введенного в станок Гоб- разного рычага с приводом включения механизма зажима, а станок снабжен магазином-скатом, смонтированным на станине с возможностью поворота относительно горизонтальной оси посредством введенного в станок привода.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматический станок для подрезки торцов и снятия фасок | 1982 |
|
SU1034843A1 |
| Автоматический станок для снятия фасок | 1973 |
|
SU553049A1 |
| Пресс-ножницы | 1984 |
|
SU1181787A1 |
| Одношпиндельный шлифовальный автоматический станок для разрезания прутков, например вольфрамовых, на изделия | 1958 |
|
SU120140A1 |
| Агрегатный станок | 1982 |
|
SU1042957A1 |
| АГРЕГАТНЫЙ СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПРУТКА | 2006 |
|
RU2357849C2 |
| Токарный автомат | 1974 |
|
SU492353A1 |
| Переналаживаемая автоматизированная линия | 1983 |
|
SU1168378A1 |
| Подающее устройство к деревообрабатывающему станку | 1985 |
|
SU1288061A1 |
| Многопозиционный станок | 1979 |
|
SU921788A1 |


Изобретение относится к станкостроению и может быть использовано при подрезке торцов и снятии фасок На круглых и многогранных прутках перед подачей их в токарные автоматы. Целью изобретения является повышение производительности станка путем сокращения величины рабочего хода шпиндельной бабки в поперечном направлении и снижения трудоемкости загрузки. Обрабатываемые прутки 13 загружаются в магазин-скат, находящийся в горизонтальном положении. После размещения прутков в один слой магазин-накопитель посредством привода переводится в наклонное положение. Перемещаемый рольгангом 9 пруток 13 подается до упора в консольную головку 18, перемещая ее до контакта с опорной гайкой. При этом скалка, передвигаясь вместе с головкой, перемещает флажок в прорези выключателя, сообщая тем самым сигнал на зажим прутка 13. Включается поперечная подача щпиндельной бабки 2 и производится подрезка торца трубы. Осевым ходом бабки осуществляется снятие фаски с торца трубы.При смене резцовой головки консольная головка 18 и упор 26 поворачиваются на осях, обеспечивая свободный доступ цовой головке 3. 5 ил. (Л 107 САЭ сл ел со ел со 14) gjus.t
75
Buff4
Z7
фие.З
фиг. 5
Pe aктop И.Касарда
Составитель А.Корнилов Техред М.Ходанич
Заказ 5742/11
Тираж 970Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
Корректор В.Бутяга
| Автоматический станок для подрезки торцов и снятия фасок | 1982 |
|
SU1034843A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
