Известен способ уменьшения неточности отработки, возникающей в результате тепловых деформаций прецизионных станков путем сдвига нулевой точки отсчетного элемента перемещения рабочих органов.
Описываемый способ по сравнению с известным позволяет автоматизировать процесс.
С этой целью вблизи источника теплоизлучения помещают термосопротивление, предназначенное при изменении его параметров под воздействием температуры нагреваемых деталей станка или изделия для сдвига нулевой точки отсчетного элемента установки и перемещения рабочих органов станка.
Изменение параметров термосопротивлеиия используется для сдвига нулевой точки отсчетного элемента установки подобно тому, как это делается коррекционным механизмом на прецизионных станках, где сдвигается нулевая точка ноииуса, относительно которой ведется счет перемещений рабочих органов стайка.
При автоматическом сдвиге пулевой точки с помощью термосопротивления автоматически компенсирзются (уменьшаются) неточности обработки, вызванные тепловыми деформациями, благодаря тому, что рабочие органы станка дополнительно перемещаются на величину сдвига нулевой точки соответственно изменению величины АН вылета Н шпинделя станка.
Таким образом, обеспечивается высокая точность межосевых расстояний растачиваемых отверстий, независимо от изменения температуры корпусных деталей.
Способ предлагается для уменьщения неточности обработки, например, на координатно-расточиых станках с электроиндуктивным и винтовым методом отсчета перемещений рабочих органов.
№ 118067- 2 -
Способ может быть распространен и на другие системы отсчета координат.
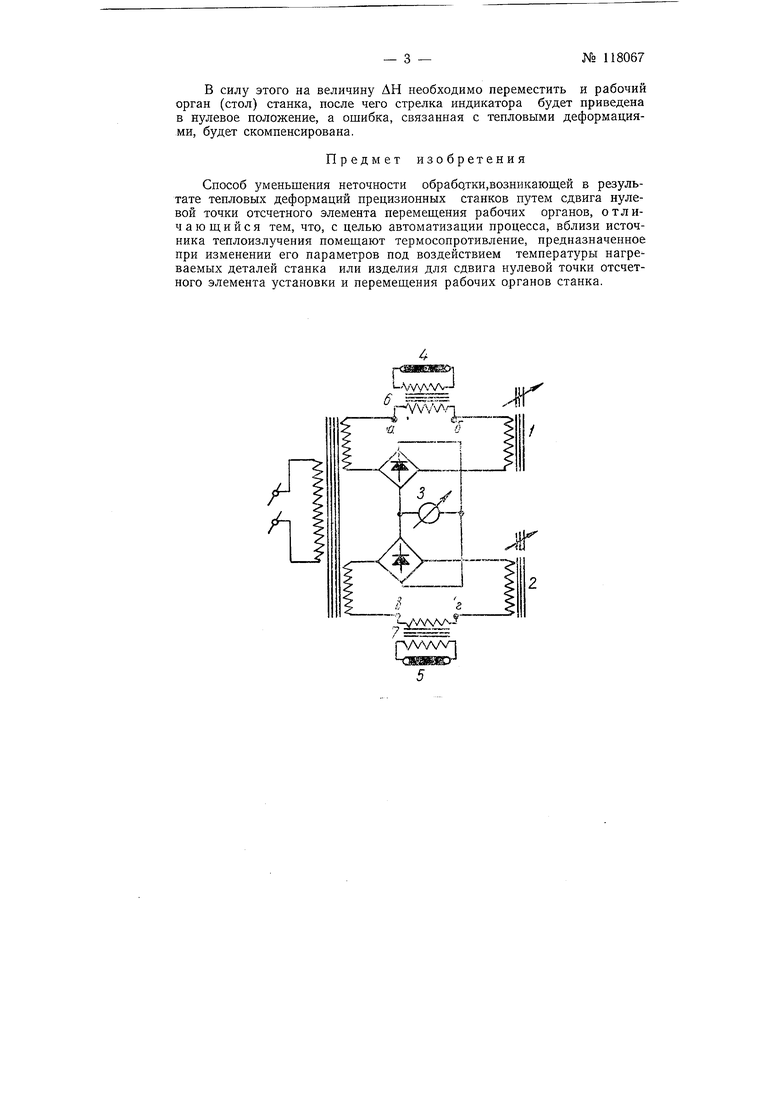
Для координатно-расчетных станков с электроиндуктивным отсчетом координат компенсационные термосопротивления включаются непосредственно в основную измерительную схему станка (см. чертеж) .
К столу станка крепится датчик, состоящий из двух проходных гаек с шагом t нарезки.
На гайках (полудатчиках) имеются катушки / и 2, включаемые в измерительную схему. Гайки проходят мимо винта-якоря с шагом t.
Полудатчики размеш;ены в пространстве так, что при уменьшении индуктивности одного полудатчика индуктивность другого увеличивается, причем происходит изменение тока в индикаторе 5.
При равенстве индуктивностей полудатчиков ток в индикаторе равен нулю. Через каждый шаг t нарезки наступает баланс схемы и индикатор показывает нуль.
Отсчет точного положения стола станка в пределах, меньших шага t нарезки, достигается следуюш;им образом: винт-якорь поворачивают вокруг оси, наблюдая величину поворота по соответствующему лимбу (производится при наборе координат). Затем, когда стол с датчиком движутся, последний точно фиксирует Н5левое положение.
Таким образом, создается непрерывная индуктивная шкала отсчета координат.
Сопротивление 4 является термосопротивлением, помещаемым вблизи источника теплоизлучения, сопротивление 5- симметрирующим. Сопротивления 4 и 5 включаются через трансформаторы 6 и 7 для того, чтобы создать возможность включения термосопротивлений, рассчитанных на сравнительно небольшие токи (в цепи) порядка 100-150 ма, имеющими место в схемах электроиндуктивных датчиков. Когда станок имеет нормальную температуру (20°) в статическом состоянии, производится подбор сопротивления 5. Для этого схема приводится к обычному виду закорачиванием перемычками точек а, б и 8, г; стол находится в положении, при котором стрелка индикатора 3 ставится на нуль; затем перемычки снимаются, причем стрелка отходит от нулевого положения за счет неравенства параметров плеч обоих полудатчиков.
Подбором сопротивления 5 можно легко возвратить стрелку индикатора на нуль.
Если температура детали, на которой смонтировано сопротивление 4 изменяется, то происходит разбаланс схемы и стрелка отклоняется от нуля.
Можно легко подобрать параметры сопротивлений таким образом, чтобы характеристика компенсационной схемы обеспечивала сдвиг стрелки индикатора 3 на величину, соответствующую величине ДН вылета шпинделя станка (термосопротивление устанавливается в то же место, где размещался термометр, посредством которого определялась зависимость между ДГ и АН).
Установка стола в правильном положении соответствует положению стрелки индикатора на нуле.
В случае разбалансировки схемы при изменении параметров термосопротивления, вследствие изменения температуры нагреваемой детали станка или изделия, стрелка индикатора отклоняется от нуля на величину, соответствуюшую ЛИ.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система программного управления | 1958 |
|
SU128067A1 |
| Индуктивный датчик | 1951 |
|
SU95261A2 |
| Индуктивный датчик | 1951 |
|
SU93343A2 |
| ПРЕЦИЗИОННАЯ ЭЛЕКТРОИНДУКТИВНАЯ ОТСЧЕТНО- ИЗМЕРИТЕЛЬНАЯ СИСТЕМА | 1971 |
|
SU295016A1 |
| Способ прецизионной остановки исполнительных органов станков | 1960 |
|
SU141365A1 |
| ПРЕЦИЗИОННЫЙ ДЕЛИТЕЛЬНЫЙ СТОЛ С ФОТОЭЛЕКТРИЧЕСКОЙ ОТСЧЕТНОЙ СИСТЕМОЙ | 1969 |
|
SU241927A1 |
| ОПТИЧЕСКОЕ ОТСЧЕТНОЕ УСТРОЙСТВОВСЕСОЮЗНАЯnATERTHO-T[Xh1!'*E:H.4fiБИБЛИОТЕКА | 1970 |
|
SU281116A1 |
| Система индуктивных зубчатых датчиков | 1960 |
|
SU148446A1 |
| СПОСОБ ПОЗИЦИОНИРОВАНИЯ ИНСТРУМЕНТА В КООРДИНАТНОЙ СИСТЕМЕ ОТСЧЕТА СТАНКА АВТОМАТИЗИРОВАННОГО ГРАВИРОВАЛЬНОГО КОМПЛЕКСА | 2005 |
|
RU2279964C1 |
| ИНДУКТИВНАЯ СИСТЕМА ДЛЯ ОТСЧЕТА И ИЗМЕРЕНИЯ ЛИНЕЙНЫХ НЕРЕМЕЩЕНИЙ РАБОЧИХ ОРГАНОВ СТАНКОВ | 1973 |
|
SU361838A1 |
