Изобретение относится к металлорежущим станкам, преимущественно к координатно-расточным с программным управлением, в которых отсчетно-измерительная система является одним из важнейших компонентов, определяющих: их точность.
В известных устройствах программного управления для коррекции перемещения подвижного органа показания отработки перемещений регистрируются электроиндуктивным датчиком и сравниваются на сумматоре с заданием. Контроль движения и само движение осуществляются в этих устройствах посредством одного силового органа.
Недостатком известных устройств является неточная отработка положения исполнительного органа из-за влияния случайных и систематических погрешностей, вносимых силовой лииией в измерительную.
Целью изобретения является повышение точности отработки исполнительным органом заданной программы. Это достигается тем, что в рассматриваемом устройстве разделены силовая и измерительная части, и каждая из них но показаниям результата отработки программы замкнута обратной связью, оба выхода которой поданы на суммирующее устройство.
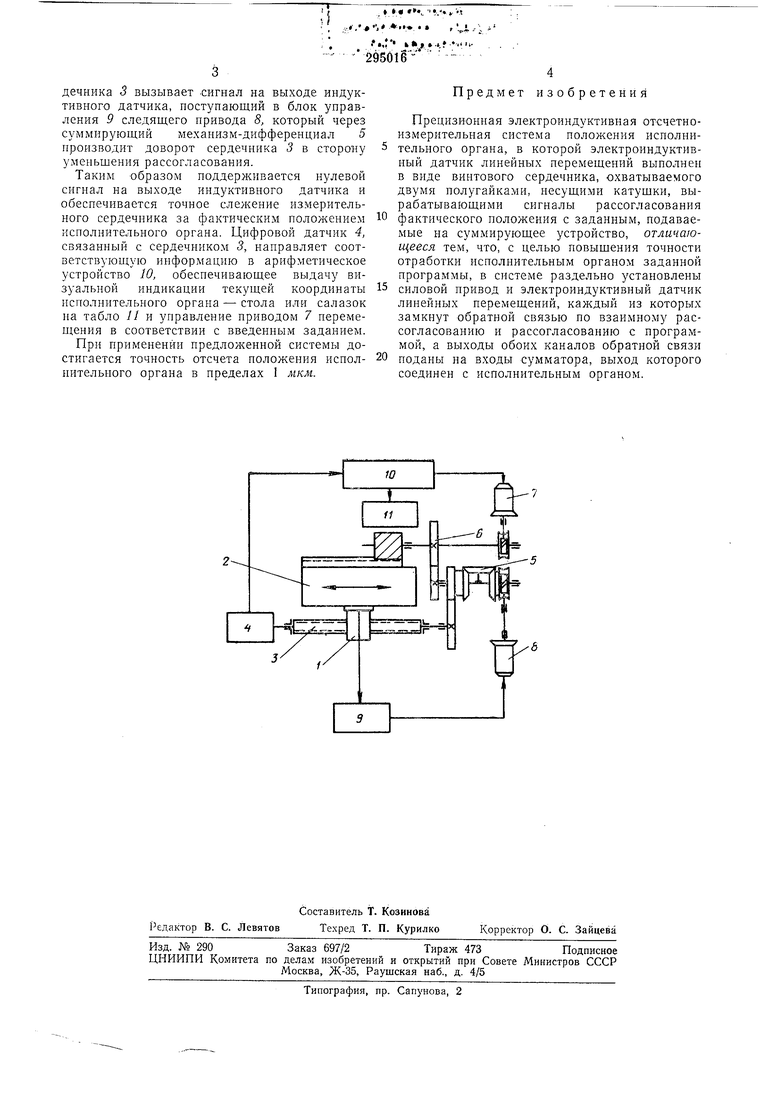
На чертеже изображена схема предлагаемой электроиндуктивной отсчетио-измерительпой системы.
Две полугайки / индуктивного датчика закреплены на исполнительном органе 2, а винтовой сердечник 3 - на неподвижной части станка. На винтовом сердечнике 3 установлен цифровой датчик 4 поворота сердечника, который через суммирующий механизм 5 кинематически связан шестернями 6 с приводом 7 перемещения исполнительного органа и следящим приводом 6, блок управления (слежения) которого 9 подключен к вы.чоду индуктивного датчика. Цифровой датчик 4 связан
с арифметическим устройством 10, содержанием табло У/ цифровой пндикацпп. и yiijjaaляющим приводом 7 перемещения исполнительного органа 2 в соответствии с заданием.
Предлагаемая отсчетно-измерительпая система работает следующим образом.
При движении исполнительный орган 2 и винтовая линия сердечника 3 перемещаются благодаря подбору передаточного отношения
сум.мирующего механизма 5 и шестерен 6 на одну и ту же величину с ошибкой, обусловленной неточностью кинематической передачи и износом ее элементов. Рассогласование положения полугаек / относительно резьбы сер... .-. , .Д .г дечника 3 вызывает .сигнал на выходе индуктивного датчика, поступающий в блок управления 9 следящего привода 8, который через суммирующий механизм-дифференциал 5 производит доворот сердечника 3 в сторону уменьшения рассогласования. Таким образом поддерживается нулевой сигнал на выходе индуктивного датчика и обеспечивается точное слежение измерительного сердечника за фактическим положением иснолнительного органа. Цифровой датчик 4, связанный с сердечником 5, направляет соответствуюп;ую информацию в арифметическое устройство 10, обеспечивающее выдачу визуальной индикации текущей координаты исполнительного органа - стола или салазок на табло У/ и управление приводом 7 перемещения в соответствии с введенным заданием. При применении предложенной системы достигается точность отсчета положения испол 1ительного органа в пределах I мкм.
, ; ««,. . Vt
.«, kfc .if
295616 Предмет изобретения Прецизионная электроиндуктивная отсчетноизмерительная система положения исполнительного органа, в которой электроиндуктивный датчик линейных перемещений выполнен в виде винтового сердечника, охватываемого двумя полугайками, несущими катущки, вырабатывающими сигналы рассогласования фактического положения с заданным, подаваемые на суммирующее устройство, отличающееся тем, что, с целью повыщения точности отработки исполнительным органом заданной программы, в системе раздельно установлены силовой привод и электроиндуктивный датчик линейных перемещений, каждый из которых замкнут обратной связью по взаимному рассогласованию и рассогласованию с программой, а выходы обоих каналов обратной связи поданы на входы сумматора, выход которого соединен с исполнительным органом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Отсчетно-измерительная система для программного управления станков | 1973 |
|
SU481760A1 |
| Система программного управления металлорежущими станками | 1961 |
|
SU147421A1 |
| Способ уменьшения неточности обработки, возникающей в результате тепловых деформаций прецизионных станков | 1957 |
|
SU118067A1 |
| СЛЕДЯЩАЯ СИСТЕМА С ПЕРЕМЕННОЙ СТРУКТУРОЙ | 1973 |
|
SU381810A1 |
| Следящий электропривод с компенсацией люфта | 1974 |
|
SU535550A1 |
| Устройство для числового программного управления станками | 1973 |
|
SU472331A1 |
| Число-импульсный следящий электропривод | 1983 |
|
SU1124256A1 |
| УСТРОЙСТВО для УПРАВЛЕНИЯ РОТОРНЫМ ЭКСКАВАТОРОМ | 1973 |
|
SU386075A1 |
| Устройство для программного управления положением объекта | 1987 |
|
SU1520479A1 |
| ПРОГРАММНАЯ СЛЕДЯЩАЯ СИСТЕМА | 1972 |
|
SU453672A1 |
