Известны двухпозиционные гладильные прессы для влажно-тепловой обработки швейных изделий, включающие в себя Г-образную сдвоенную станину, неподвижную верхнюю и отклоняющиеся нижние подушки и гидропривод с распределительным устройством.
Предлагаемая конструкция пресса отличается от известных более надежной к простой схемой отклонения нижней подушки, смонтированной на плунжере качающегося силового цилиндра. Для поворота (отклонения) силового цилиндра в рабочее положение н обратно за счет движения плунжера самого цилиндра применена подпружиненная телескопическая тяга.
С целью повышения производительности и обеспечения возможности совмещения операций при различных технологических режимах, пресс выполнен двухпозиционным с двумя независимо действующими друг от друга силовыми (прессующими) цилиндрами, закрепленными на шарнирных опорах и несущими на своих плунжерах гладильные подущки.
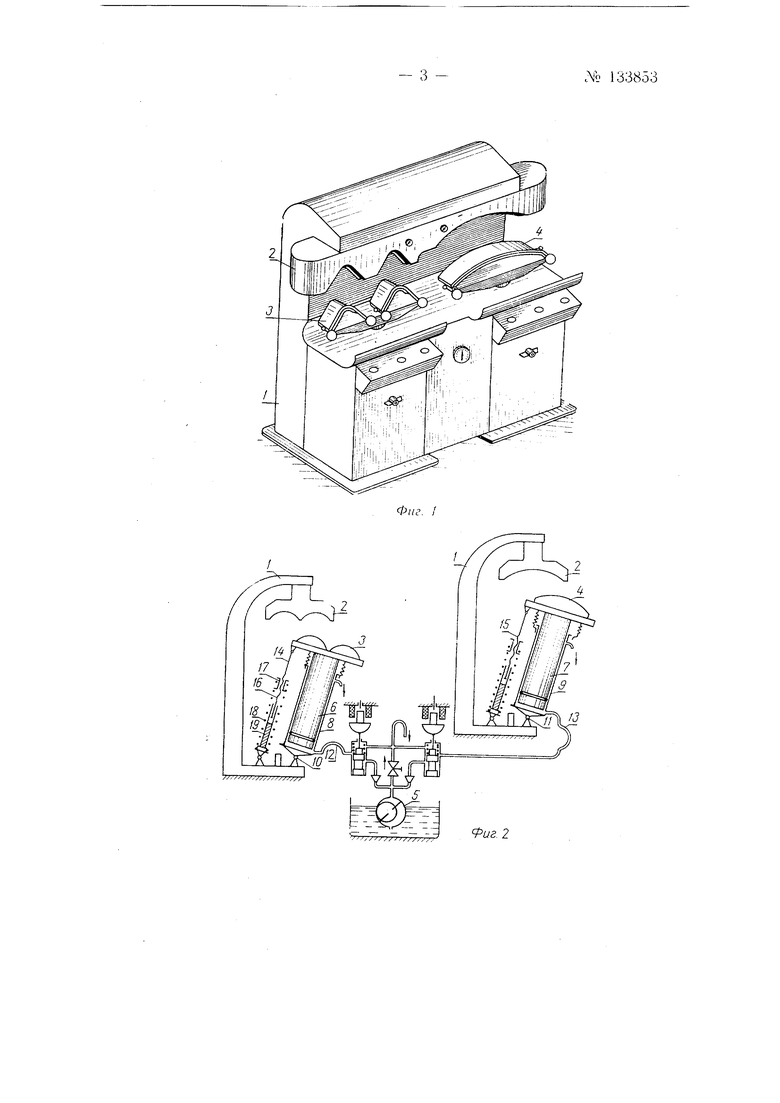
На фиг. 1 изображен описываемый пресс, общий вид; на (|)иг. 2 - принципиальная схема пресса.
Двухнозиционный гладильный пресс для влажно-тепловой обработки швейных изделий включает в себя (фиг. 1) Г-образную сдвоенную станину /, неподвижную верхнюю 2 и отклоняющиеся нижние 3 i 4 подущки и гидропривод 5 (фиг. 2) с распределительным устройством.
Нижние подущки 3 к 4 закреплены на плунжерах 6 и 7 силовых (прессующих) цилиндров 8 и 9, закрепленных на щарнирпых опорах 10 и 11. Соединены цилиндры 5 и 5 с гидроприводом пресса гибкими щлангами 12 и 13. Для поворота (отклонения) силовых цилиндров в рабочее положение и обратно применены подпружиненные телескопические тяги Н и 15, установленные в плоскости качания цилиндров и щарнирно соединенные одним концом с плунжером, а другим со станиной пресса.
№ 133853-- 2 Работа ipecca происходит следующим образом (на примере работы левого цилиндра S). После укладки изделия на нижнюю подушку вклю чают гидропривод. Масло, поступая в цилиндр 8, выдвигает плунжер 6, воздействуя через винт 16 и муфту 17 на пружину 18. Благодаря сопротивлению пружины возникает силовой момент, который по мере выдвижения плунжера :1оворачивает цилиндр в вертикальное положение. При вертикальном положении цилиндра 8 нижняя подушка 3 оказывается точно расположенной под верхней 2. С этого момента цилиндр остается неподвижным и дальнейшее выдвижение плунжера под давлением иагнетаемого в цилиндр масла приводит к растяжению пружины, растягивая которую, плунжер подпимает нижнюю подушку с до упора в верхнюю подушку 2, осуш.ествляя прессование изделия. Прессование изделия производится под давлением масла, определяемым настройкой предохранительного клапана. По истечении технологического времени прессоваиия изделия выключается гидропривод и плуижер под действием собственно го веса и растянутой пружины /S опускается. Когда винт 16, в результате опускания плунжера 6, упрется в стержень 19, возникает силовой момент, под действием которого вся система вместе с цилиндром (V повериется в исходное положение.
Включение обеих позиций пресса (цилиндров 8 и 9) возможно одновременное, или очередное, а также возможно включение одной позиции в момент прессОВаиия изделия на другой позиции.
П р с д м е т изобретения
1.Двухпозипионный гладильный преес для влажно-тепловой обработки швейных изделий, включающий в себя Г-образную сдвоенную етанину, неподвижную верхнюю и отклоняющиеся нижние под.уюки, гидро привод с распределительным устройетвом, о т л и ч а ю щ и и е я тем, что, с целью повышения точности совмещения подушек, уиропдения и ((овыщения надежности конструкции, нижняя подушка смонтирована на плунжере качающегося силового цилиндра, причем для поворота (отклонения) силового цилиндра в рабочее положение и обратно за счет движения плунжера самого цилиндра, применена ноднружинеиная телескопическая тяга, установленная в плоскости качания цилиндра и щарнирно соединенная одним концом с плунжером цилиндра, а другим ео станиной пресса.
2.Форма выполнения по п. 1, о т л и ч а ю 1Ц а я с я тем, что, с целью повыщения производительности и обеспечения возможности совмещения операций при различных технологических режимах, пресс выполнен двухпозиционным, с двумя независимо действующими друг от друга силовыми (прессующими) цилиндрами, закреплепными на щар нирных опорах и несупи1ми на своих плунжерах гладильные подушки.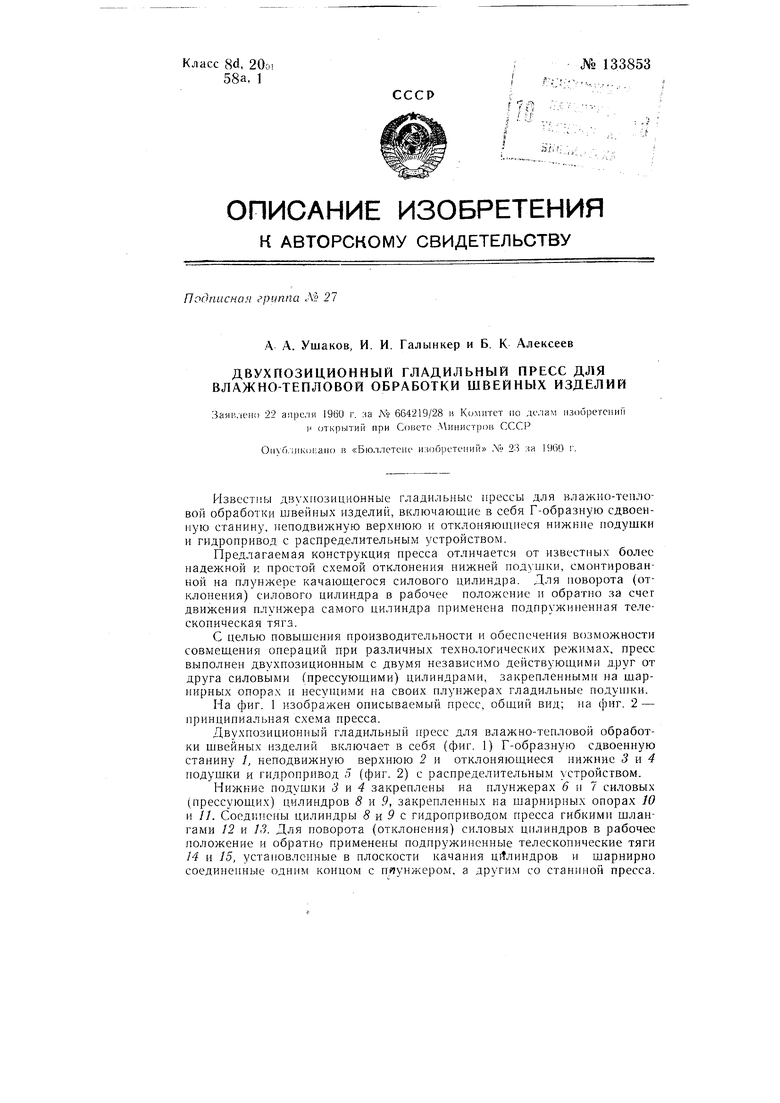
| название | год | авторы | номер документа |
|---|---|---|---|
| Гладильный пресс | 1959 |
|
SU128447A1 |
| Гладильный пресс для влажно-тепловой обработки швейных изделий | 1959 |
|
SU127992A1 |
| Самонаклад | 1958 |
|
SU123164A2 |
| Приспособление к гладильному прессу для сборки деталей одежды и склеивания термопластическим клеем загнутых внутрь их краев | 1959 |
|
SU124919A1 |
| Самонаклад | 1958 |
|
SU115252A1 |
| Автомат для сборки деталей швейных изделий | 1958 |
|
SU118144A1 |
| Способ защиты самонакладов, например пневматических, от захвата свыше одной детали из пачки деталей края швейных изделий и самонаклад для осуществления этого способа | 1958 |
|
SU119884A1 |
| Приспособление к пневматическому гладильному прессу для управления его работой | 1958 |
|
SU120835A1 |
| ПРЕСС ГЛАДИЛЬНЫЙВСЕСОЮЗНАЯ11 | 1971 |
|
SU309083A1 |
| Полуавтомат для нанесения стачивающих и отделочных строчек на детали и узлы швейных изделий | 1961 |
|
SU140673A1 |