Известны способы и пневматические самонаклады для обеспечения захвата из пачки лишь одной детали, например, одного листа бумаги. Согласно известному способу, лист до захвата его присосами рабочего цилиндра отделяют от стопы воздействием фрикционного органа, направленным касательно на этот лист, а самонаклады включают цилиндр с пневматическими присосами, прокатывающийся возвратно-поступательно по наружной детали пачки.
Описываемый способ отличается от известных тем, что излишне захваченные рабочим органом самонаклада детали снимают с него силой трения фрикционного элемента, направленной касательно к поверхности снимаемых деталей в направлении от их края и превышающей силу трения между этими деталями и в то же время меньшей, чем сила трения между крайней деталью и захватывающим органом самонаклада.
Такой способ повышает надежность защиты самонакладов от захвата свыше одной детали.
Отличительная особенность самонаклада для осуществления этого снособа состоит в том, что он снабжен подпружиненным рычагом, ограничиваемым нодвижным приводным упором и несущим приводной фрикционный ролик, который вращается сперва в направлении от края пачки для прижатия деталей пачки к цилиндру с присосами, а затем в обЛ 119884 2 -
ратном направлении для снятия с цилиндра излишних деталей, либо только в одном направлении - от края снимаемых с цилиндра деталей.
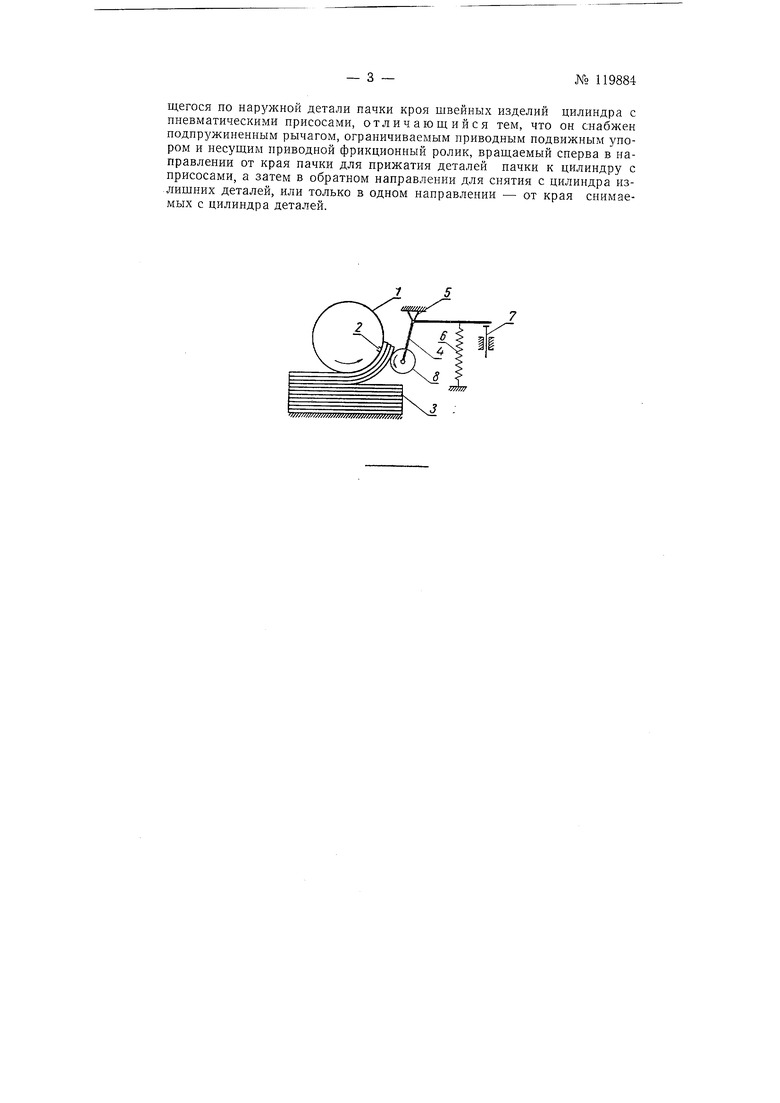
На чертеже схематически изображен самонаклад.
Способ состоит в следующем. Захватывающий орган самонаклада захватывает, например сразу несколько деталей из пачки, начиная с края пачки. Рабочая поверхность захватывающего органа выполнена так, что сила трения примыкающей к ней крайней детали о поверхность органа превыщает силу трения между последующими деталями. Излищне захваченные детали снимают с захватывающего органа силой трения фрикционного элемента, например, резинового ролика, для чего эта сила трения должна быть больще, чем сила трения между деталями и меньше, чем сила трения между крайней деталью и захватывающим органом. Кроме того, она должна быть направлена от края снимаемых деталей по касательной к их поверхности.
Самонаклад включает цилиндр / с пневматическими присосами 2, прокатывающийся возвратно-поступательно по наружной детали пачки кроя щвейных изделий 3. Рабочая поверхность цилиндра выполнена щероховатой для того, чтобы сила трения между нею и крайней деталью кроя превышала силу трення между деталями кроя.
Рядом с цилиндром монтирован рычаг 4, поворотной около оси 5. Одно плечо рычага снабжено пружиной 6 и опирается на подвижной упор 7, кинематически связанный с осью цилиндра 1. На конце другого плеча рычага монтирован фрикционный ролик 8, приводимый во вращение гибким валом (на чертеже не показан). Ролик выполнен из материала, например резины, создающего силу трения между ним и деталью кроя, большую, чем между деталями, и меньшую, чем между цилиндром i и деталью.
Ролик 8, вращаясь сперва по часовой стрелке в направлении деталей пачки кроя щвейных изделий 3, прижимает детали к цилиндру / с присосами 2. Затем он начинает вращаться против часовой стрелки и, прижимаясь при помощи пружины 6 к краю деталей кроя на цилиндре 1, снимает с цилиндра излишние детали кроме той, которая непосредственно соприкасается с цилиндром. Это происходит потому, что сила трения между роликом 8 и деталью больше, чем сила трения между деталями. Но благодаря тому, что сила трения между цилиндром 7 и крайней деталью больше, чем сила трения между деталью и роликом 8, эта крайняя деталь удерживается цилиндром и переносится им к следующему по ходу технологического процесса рабочему органу.
Предмет изобретения
1.Способ защиты самонакладов, например пневматических, от захвата свыще одной детали из пачки деталей кроя швейных изделий, отличающийся тем, что, с целью повыщения надежности защиты, излишне захваченные детали захватывающим органом самонаклада снимают с него силой трения фрикционного элемента, направленной касательно к поверхности снимаемых деталей в направлении от ,их края и превыщающей силу трения между этими деталями, но меньшей силы трения между крайней деталью и захватывающим самонаклада органом.
2.Самонаклад для осуществления способа по п. 1, например пневматический, выполненный в виде возвратно-поступательно прокатывающегося по наружной детали пачки кроя швейных изделии цилиндра с пневматическими присосами, отличаюодийся тем, что он снабжен подпружиненным рычагом, ограничиваемым приводным подвижным упором и несущим приводиой фрикционный ролик, вращаемый сперва в направлении от края пачки для прижатия деталей пачки к цилиндру с присосами, а затем в обратном направлении для снятия с цилиндра излишних деталей, или только в одном направлении - от края снимаемых с цилиндра деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Самонаклад | 1958 |
|
SU123164A2 |
| Самонаклад | 1958 |
|
SU115252A1 |
| Гладильный пресс | 1959 |
|
SU128447A1 |
| Автомат для сборки деталей швейных изделий | 1958 |
|
SU118144A1 |
| Устройство для подачи деталей кроя в швейную машину | 1959 |
|
SU130520A1 |
| Полуавтомат для нанесения стачивающих и отделочных строчек на детали и узлы швейных изделий | 1961 |
|
SU140673A1 |
| Полуавтомат для прошивки деталей и узлов швейных изделий | 1958 |
|
SU121331A1 |
| Способ клеевого соединения деталей одежды и устройство для нанесения порошка клея на детали одежды | 1958 |
|
SU121728A1 |
| Поточная линия для изготовления коробок | 1959 |
|
SU136300A1 |
| Полуавтомат для стачивания мелких деталей швейных изделий, например манжет мужских сорочек | 1961 |
|
SU144721A1 |