Известны приспособления к гладильному прессу для сборки деталей одежды и склеивания термопластическим клеем загнутых внутрь их краев, например, -клапана пальто или листочки, состоящие из верхней обогреваемой прессующей подущки, двух укладочных плит с выступающим кверху буртом по контуру обрабатываемых деталей, двух монтированных соосно и поворотно на 180° внутренних щаблонов по контуру обрабатываемых деталей, двух составных внешних шаблонов, закрепленных на телескопически соединяемых подпружиненных частях основания, подвижно установленных посредством шпонок в пазах укладочных плит, вращаемого вручную винтового валика, несущего гайки, коTopbie поводками перемещают части основания при надвигании внешних шаблонов на внутренние, и устройства для нанесения клея на деталь.
Описываемое приспособление по сравнению с известными позволяет снизить затраты труда и повысить качество склеивания, для чего в нем применено дозирующее устройство для нанесения порошка термопластического клея на загнутый край одной из деталей. Оно выполне но в виде установленного «а рычаге бункера с вертикальной внешней стенкой, с косым срезом нижнего «рая, с подвижной шторкой снаружи и с наклонной внутренней стенкой, перемещаемой пневматическим приводом при нанесении порошка клея.
В этом приспособлении один из внутренних шаблонов закреплен на оси с ручкой для поворота, а другой свободно установлен на этой оси и скреплен с трубчатой ручкой для поворота
№ 124919
В механизме перемещения частей основания внешних шаблонов поводки гаек снабжены каждый двумя наклонными к винтовому валику пазами, охватывающими пальцы, которые закреплены на планках, скрепленных с направляющими шпонками частей основания внешних щаблопов.
Верхняя подушка в описы ваемо М приспособлении снабжена выступающим книзу бортиком по контуру обрабатываемых деталей, а укладочные плиты выполнены с электрообогревом.
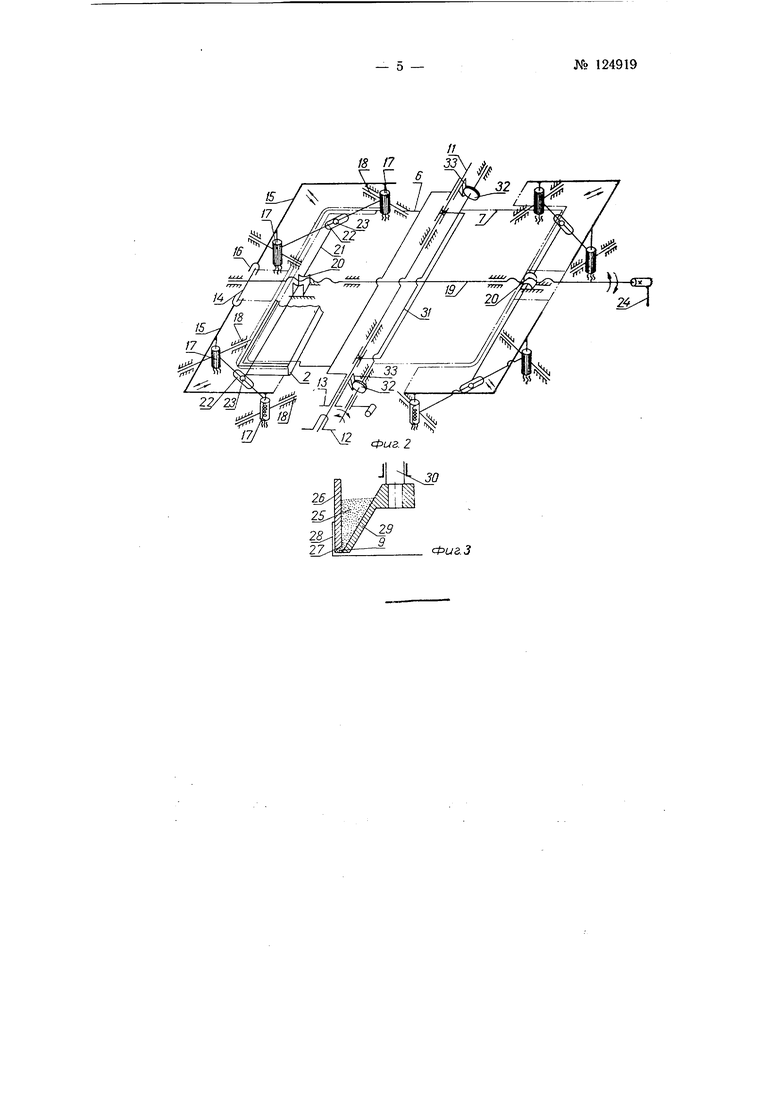
На фиг. 1 изображена схема приспособления и положение рабочих органов в различные моменты его работы; на фиг. 2-схематический вид привода в движение внутренних и внешних шаблонов; на фиг. 3- устройство для нанесения клея на деталь.
Приспособление состоит из следующих узлов: верхней обогреваемой прессующей подущки 1; двух укладочных плит 2 с выступающим кверху бортом 3 по контуру 4 обрабатываемых деталей 5; двух соосно смонтированных поворотных на 180° внутренних щаблонав 6 и 7 по контуру обрабатываемых деталей; двух внешних шаблонов 8 и устройства 9 для нанесения клея на деталь.
Верхняя обогреваемая прессующая подушка / снабжена выступающим книзу бортиком /О по контуру обрабатываемых деталей. Укладочные плиты 2 выполнены с электрообогревом.
Внутренние шаблоны 6 и 7 смонтированы поворотно на одной оси 11, причем щаблон 7 укреплен непосредственно на ней и поворачивается вместе с осью вручную посредством ручки 12, а шаблон 6 укреплен на втулках, поворотных около оси 11 при помощи ручки 13.
Каждый из двух внещпих шаблонов 8 состоит из средней и двух боковых частей, которые закреплены на соответствующих частях основания: средней части М и двух боковых 15. Места соединения 16 частей основания имеют телескопическую форму. Части основания снабжены подпружиненными щпонками 17, которые, перемещаясь в пазах 18 укладочных плит 2, сдвигают части внешних шаблонов 8. Для перемещения частей основания 14 и 15 с частями внешних шаблонов служит винтовой валик 19, имеющий на одном конце правую и на другом-левую нарезки, которые взаимодействуют с двумя гайками 20. Каждая гайка соединена с поводком 21, снабженным двумя наклонными к винтовому валику пазами 22, которые воздействуют при пере.мещении поводка 21 на пальцы 23, скрепленные планками со щпонками 17 частей основания. Винтовой валик 19 поворачивается вручную рукояткой 24.
Примененное в описываемом приспособлении дозирующее устройство 9 для нанесения порощка термопластического «лея на загнутый, край одной из деталей выполнено в виде бункера 25, выполненного по контуру обрабатываемой детали. Бзшкер снабжен внешней вертикальной стенкой 26 с косым срезом 27 нижнего «рая, подвижной наружной шторкой 28 и наклонной внутренней стенкой 29, укрепленной на подпружиненном штоке 30 пневматического привода (привод па чертеже не показан).
Для прижима внутренних шаблонов 5 и 7 к укладочным плитам 2 служит поворачиваемый вручную валик 31 с закрепленными на нем кулачками 32, воздействующими на выступы 33 шаблонов.
Работа на приспособлепии к гладильному прессу производится в следующем порядке.
Перед началом работы устанавливают внутренние шаблоны 6 и 7 и внешние шаблоны 8 в исходное положение. Обрабатываемые детали 5, например верх и подкладка клапапа пальто, укладывают порознь на укладочные плиты 2 так, чтобы будуший контур 4 обрабатываемых деталей упирался в бортик 3 плит. Опускают на детали 5 внутренние
шаблоны 5 и 7 путем поворота их на оси // при помощи ручек 12 и 13 и прижимают шаблоны к деталям поворотом валика 31 с кулачками 32. Затем рукояткой 24 позорачивают винтовой валик 19, который сбли-. жает гайки 20 с поводками 21. Последние воздействуют своими пазами 22 на пальцы 23, скрепленные со шпонками 17, и заставляют их перемещаться в пазах 18 укладочных плит 2. При этом части 14 и 15 основания вместе с закрепленными на них частями внешних шаблонов 8 надвигаются на внутренние шаблоны (5 и 7, загибая на них края обрабатываемых деталей-. Нажатием пусковой кнопки опускают на загнутые края деталей прессующую подушку 1, отводя внешние шаблоны 8 Б исходное положение. Под действием тепла и влаги прессуюшая подушка фиксирует края деталей в загнутом вокруг шаблонов (J и 7 положении. После подъема прессующей подушки 1 продвигают дозирующее устройство 9 для нанесения на загнутый край одной из деталей порошка термопластического клея.
Включают пневматический привод устройства. Шток 30 опускается и опускает на края детали бункер 25 с порошком клея. Дойдя до детали, подпружиненная внешняя стенка 26 бункера останавливается, а внутренняя стенка 29 продолл ает некоторое время опускаться. При этом открывается шель в нижней части бункера и определенная доза порошка клея высыпается на край обрабатываемой детали. После этого устройство возвращается в исходное положение и отодвигается от детали. Затем при помоши ручки 12 поворачивают внутренний шаблон 7 вместе с находящейся на нем подкладкой на 180° и совмещают с внутренним шаблоном 6, на котором загнуты края верха. Вторичным прессованием подушкой / скрепляют нанесенным термопластическим клеем загнутые края совмещенных деталей.
После подъема подушки / снимают собранный и склеенный узел изделия с внутренних шаблонов, возврашая их в исходное положение, а собранный узел подвергают вторичному окончате тБиому прессованию без шаблонов.
Предмет изобретения
1. Приспособление к гладильному прессу для сборки деталей одежды и склеивания термопластическим клеем загнутых внутрь их краев, например «лапана пальто или листочки, состоящее из верхней обогреваемой .прессующей подушки, двух укладочных плит с выступающим кверху буртом по контуру обрабатываемых деталей, двух соосно и поворотно монтированных на 180° внутренних шаблонов по контуру обра, батываемых деталей, двух составных внешних шаблонов, закрепленных на телескопически соединяемых подпружиненных частях основания, подвижно установленных посредством шпонок в пазах укладочных плит, вращаемого вручную винтового валика, Hecyniero гайки, осуществляющие посредством поводков перемещение частей основания при надвигании внешних шаблонов на внутренние, и устройства для нанесения клея, отличающееся тем, что, с целью снижения трудоемкости и повышения качества склеивания, в нем применено дозирующее устройство для нанесения порошка термопластического клея на загнутый край одной из деталей, выполненное в виде установленного на рычаге бункера с вертикальной внешней стенкой, с косым срезом нижнего края, подвижной шторкой снаружи и наклонной внутренней стенкой, перемещаемой пневматическим приводом при нанесении порошка клея.
.2. Форма выполнения приспособления по п. 1, отличаюшаяся тем, что один из внутренних шаблонов закреплен на оси с ручкой для его поворота, а другой свободно установлен на этой оси и скреплен с трубчатой ручкой для его поворота.
№ 124919
3.Форма выполнения приспособления по пп. 1и2, отличающаяся тем, что поводки гаек снабжены каждый двумя наклонными к винтовому валику пазамн, охватывающими нальцы, закрепленные на планках, скрепленных с направляющими щпонками частей, основания внешних шаблонов.
4.Форма выполнения приснособления по пп. 1, 2 и 3, отличаюш;ая€я тем, что верхняя подушка снабжена выстзпающим книзу бортиком по контуру обрабатываемых деталей, а укладочные плиты выполнены с электрообогревом.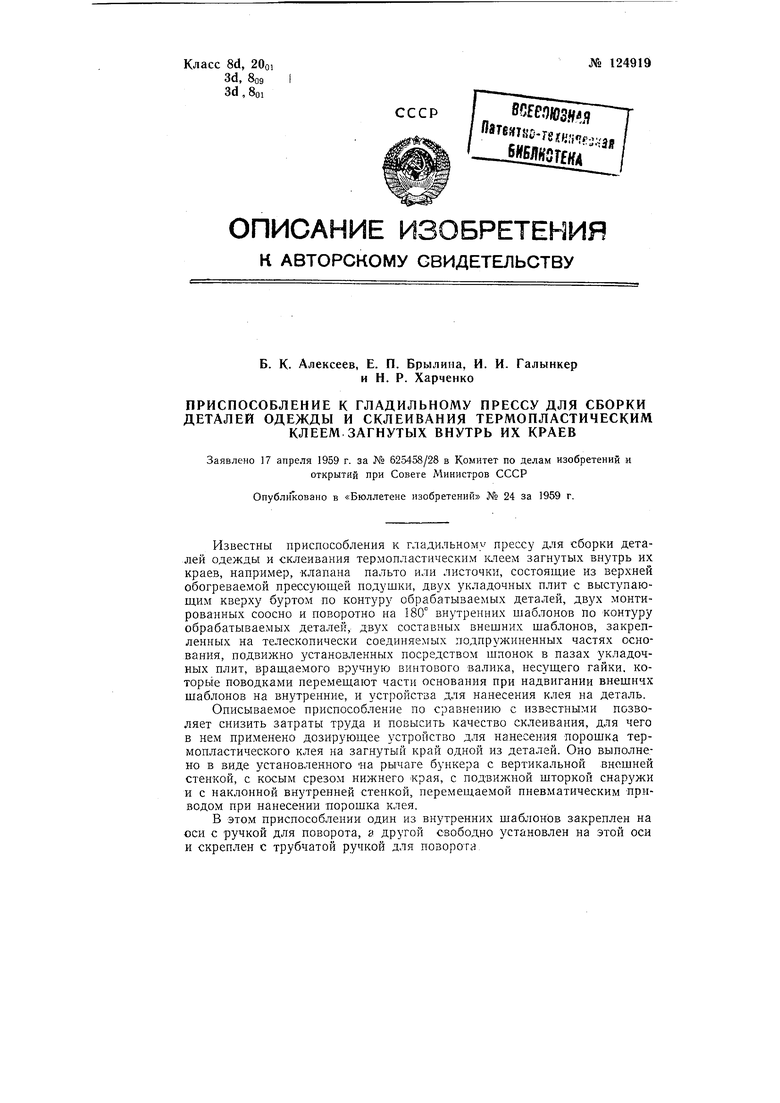
2/ .СУ
Фиг.
-
