Самонаклад предназначен для захвата одной или нескольких деталей швейных изделий из различных намек и послойной нх укладки в требуемом положении на транспортере или столе.
В основном авт. св. № 119884 описан самонаклад, характеризующийся применением цилиндра, например, с HHeBMaTHqeiCKHMu присосами, перекатываемого приводом возвратно-поступательно по верхней или нижней детали пачки кроя, с целью поштучного их переноса, например, на транспортер или стол, и враш,аемого приводом навстречу переносимым деталям фрикционного обрезиненного валпка, снимаюпл,его с цилиндра излишне захваченные им детали, кроме одной.
Описываемый самонаклад является дальнейшим усовершенствова1;ием вышеуказанного, позволяющим уменьшить путь перемещения деталей при перенесении их, например, на транспортер, подвижной стол или кассету. Для этого цилиндр с прпсосами и фрикционный валик помешены под бункером или под пачкой нагруженных грузом деталей без бункера и над транспортером, столом или каосетой на перемещаемой вдоль них каретке, снабженной тремя добавочными нилиндра.ми диаметром, равным диаметру цилиндра с присосами, с размещением одного добавочного цилиндра впереди цилиндра с присосами. На каждом цилиндре закреплены шестерни, сцепленные с верхнил1И неподвижными рейками и с нижними подвижными рейками, перемещаемыми возвратно-поступательно на величину двойного хода каретки. Две крайние пары цилиндров в каретке соединены транспортерными лентами с несмещающимися в продольном направлении относительно пачки деталей верхними ветвями.
№ 123164- 2 -
Для обеспечения перемещения транспортера, стола или карсеты лишь при укладывании на «их детали нижняя рейка снабжена поворотно установленноА,собачкой, взаимодействующей с соответствующим упором перемещаемого транспортера, стола или кассеты.
Привод фрикционного валика выполнен в виде передаточных шестерен, сцепленных с шестерней одного из цилиндров и с шестерней фрикционного валика, при этом последний вращается навстречу движению снимаемых им с цилиндра с присосами лишних деталей и со скоростью, превышающей скорость движения деталей. Вместо фрикционного валика самонаклад может быть снабжен фрикционным кулачком.
С целью предотвращения бокового сдвига деталей в пачке, самонаклад может быть снабжен иглами, прокалывающими пачку насквозь, свободно проходящими через отверстия в грузе, помещенном над пачкой, и выталкиваемыми наружу при взаимодействии с цилиндром.
В видоизмененном самонакладе вместо крайних цилиндров и транспортерных лепт на ка1ретке помещены гладкие щитки, примыкающие сверху и снизу касательно к средним цилиндрамДля того, чтобы легчебыло снимать с цилиндра с присосами «злишпе захваченные детали в самонакладеприменены воздушные сопла, размещенные у фрикционного валика или фрикционного кулачка. Для собирания на транспортере, столе или кассете совместно нескольких различных деталей из различных пачек использовано несколько последовательно соединенных кареток по числу пачек деталей.
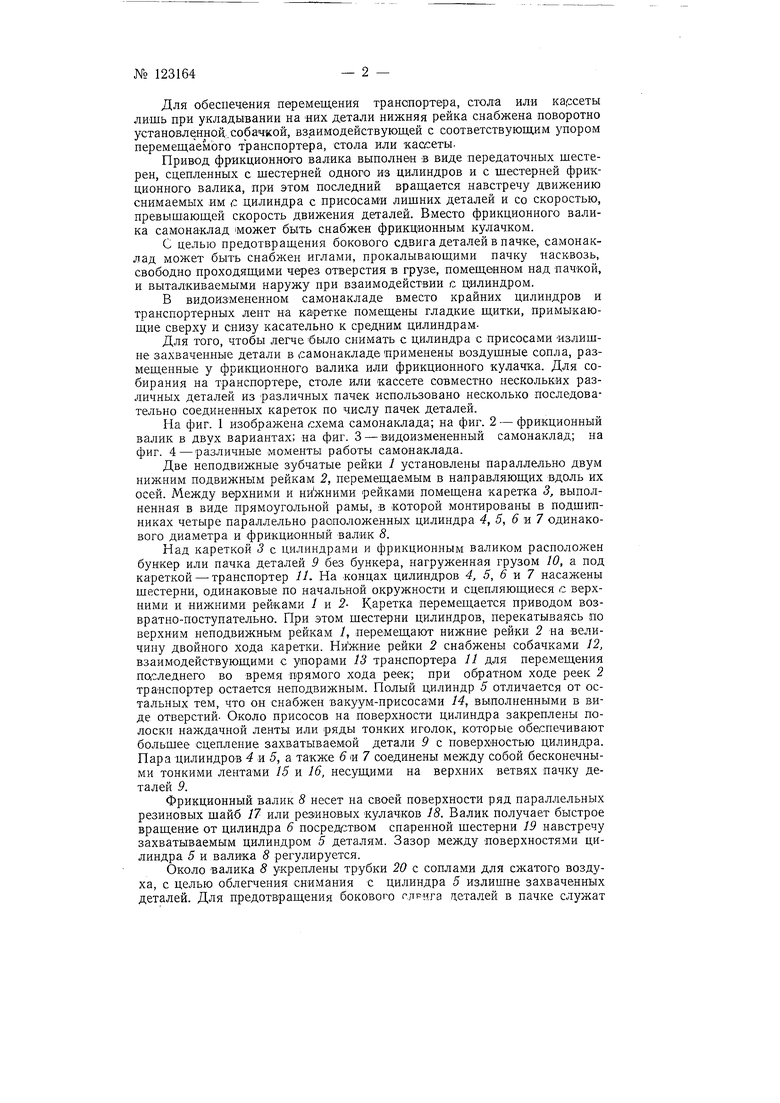
На фиг. 1 изображена схема самонаклада; на фиг. 2 - фрикционный валик в двух вариантах; на фиг. 3 - видоизмененный самонаклад; на фиг. 4-различные моменты работы само-наклада.
Две неподвижные зубчатые рейки 1 установлены параллельно двум нижним подвижным рейкам 2, перемещаемым в направляющих вдоль их осей. Между верхними и нижними рейками помещена каретка 3, выполненная в виде прямоугольной рамы, в которой монтированы в подшипниках четыре параллельно расположенных цилиндра , 5, 5 и 7 одинакового диаметра и фрикционный валик 8.
Над кареткой 3 с цилиндрами и фрикционным валиком расположен бункер или пачка деталей 9 без бункера, нагруженная грузом 10, а под кареткой - транспортер П. На концах цилиндров 4, 5, 6 к 7 насажены шестерни, одинаковые по начальной окружности и сцепляющиеся с верхними и нижними рейками 1 и 2- Каретка перемещается приводом возвратно-поступательнО. При этом шестерни цилиндров, перекатываясь по верхним неподвижным рейкам /, перемещают нижние рейки 2 на величину двойного хода каретки. Нижиие рейки 2 снабжены собачками 12, взаимодействующими с упорами 13 транспортера 11 для перемещения последнего во время прямого хода реек; при обратном ходе реек 2 транспортер остается неподвижным. Нолый цилиндр 5 отличается от остальных тем, что он снабжен вакуум-при со сам и 14, выполненными в виде отверстий- Около присосов на поверхности цилиндра закреплены полоски наждачной ленты или ряды тонких иголок, которые обеспечивают большее сцепление захватываемой детали 9 с поверхностью цилиндра. Пара цилиндров 4 и 5, а также 5 « 7 соединены между собой бесконечными тонкими лентами 15 и 16, несущими на верхних ветвях пачку деталей 9.
Фрикционный валик 8 несет на своей поверхности ряд параллельных резиновых шайб 17 или резиновых кулачков 18. Валик получает быстрое вращение от цилиндра 6 посредством спаренной шестерни 19 навстречу захватываемым цилиндром 5 деталям. Зазор между поверхностями цилиндра 5 и валика 8 регулируется.
Около валика 8 укреплены трубки 20 с соплами для сжатого воздуха, с целью облегчения снимания с цилиндра 5 излишне захваченных деталей. Для предотвращения бокового слрига теталей в пачке служат
иглы 21, проходящие через отверстия в грузе 10 и прокалывающие пачку насквозь.
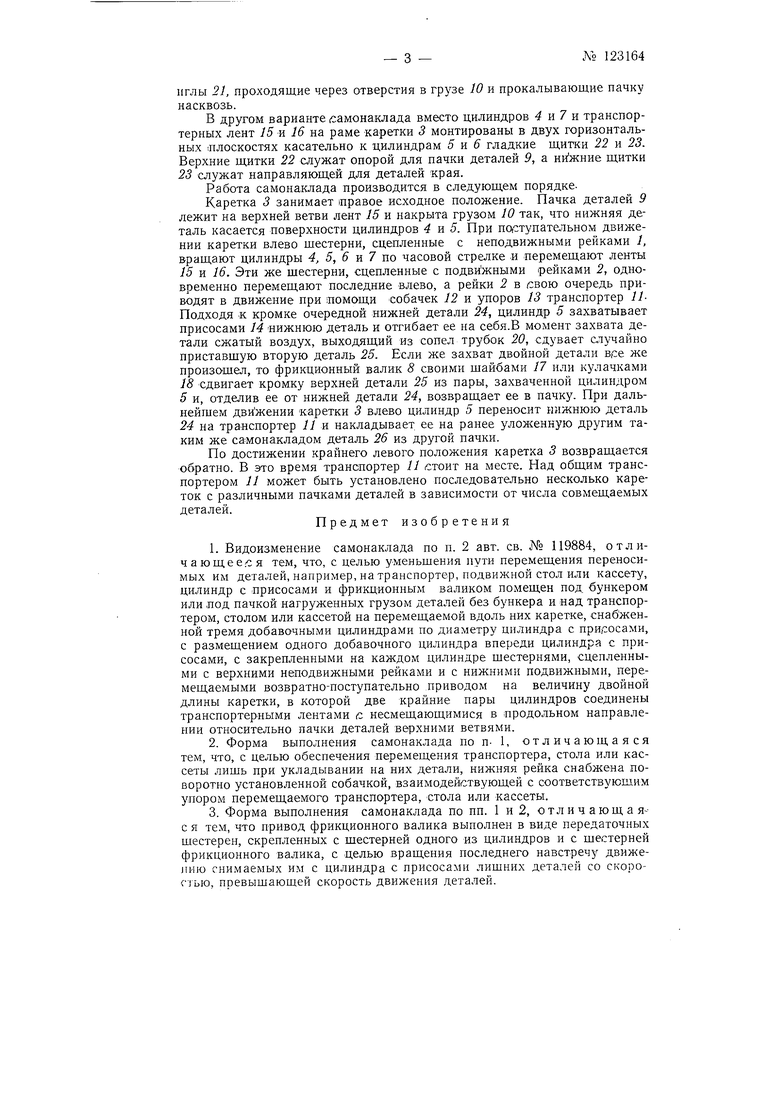
В другом варианте (Самонаклада вместо цилиндров 4 и 7 и транспортерных лент 15 и 16 на раме каретки 3 монтированы в двух горизонтальных плоскостях касательно к цилиндрам 5 и 6 гладкие щитки 22 и 23. Верхние щитки 22 служат опорой для пачки деталей 9, а нижние щитки
23служат направляющей для деталей края.
Работа самонаклада производится в следующем порядке.
Каретка 3 занимает правое исходное положение. Пачка деталей 9 лежит на верхней ветви лент 15 и накрыта грузом 10 так, что нижняя деталь касается поверхности цилиндров 4 и 5. При поступательном движении каретки влево шестерни, сцепленные с неподвижными рейками /, вращают цилиндры 4, 5, 6 к 7 по часовой стрелке и перемещают ленты 15 и 16. Эти же шестерни, сцепленные с подвижными рейками 2, одновременно перемещают последние влево, а рейки 2 в свою очередь приводят в движение при ломощи собачек 12 и упоров 13 транспортер 11Подходя -к кромке очередной нижней детали 24, цилиндр 5 захватывает присосами 14 нижнюю деталь и отгибает ее на себя.В момент захвата детали сжатый воздух, выходящий из сопел трубок 20, сдувает случайно приставшую вторую деталь 25. Если же захват двойной детали в,се же произошел, то фрикционный валик 8 своими шайбами 17 или кулачками 18 сдвигает кромку верхней детали 25 из пары, захваченной цилиндром 5 и, отделив ее от нижней детали 24, возвращает ее в пачку. При дальнейшем движении каретки 3 влево цилиндр 5 переносит нижнюю деталь
24на транспортер 11 и накладывает ее на ранее уложенную другим таким же самонакладом деталь 26 из другой пачки.
По достижении крайнего левого положения каретка 3 возвращается обратно. В это время транспортер // стоит на месте. Над общим транспортером 11 может быть установлено последовательно несколько кареток с различными пачками деталей в зависимости от числа совмещаемых деталей.
Предмет изобретения
1.Видоизменение самонаклада по п. 2 авт. св. № 119884, отличающееся тем, что, с целью уменьшения пути перемещения переносимых им деталей, например, на транспортер, подвижной стол или кассету, цилиндр с присосами и фрикционным валиком помещен под бункером или под пачкой нагруженных грузом деталей без бункера и над транспортером, столом или кассетой на перемещаемой вдоль них каретке, снабженной тремя добавочными цилиндрами по диаметру цилиндра с прп,сосами, с размещением одного добавочного цилиндра впереди цилиндра с присосами, с закрепленными на каждом цилиндре шестернями, сцепленными с верхними неподвижными рейками и с нижними подвижными, перемещаемыми возвратно-поступательно приводом на величину двойной длины каретки, в которой две крайние пары цилиндров соединены транспортерными лентами с несмещающимися в продольном направлении относительно пачки деталей верхними ветвями.
2.Форма выполнения самонаклада по п- 1, отличающаяся тем, что, с целью обеспечения перемещения транспортера, стола или кассеты лишь при укладывании на них детали, нижняя рейка снабжена поворотно установленной собачкой, взаимодействующей с соответствующим упором перемещаемого транспортера, стола или кассеты.
3.Форма выполнения самонаклада по пп. 1 и 2, отличающая-с я тем, что привод фрикционного валика выполнен в виде передаточных шестерен, скрепленных с шестерней одного из цилиндров и с шестерней фрикционного валика, с целью вращения последнего навстречу движелию снимаемых им с цилиндра с присосами лишних деталей со скорооью, превышающей скорость движения деталей.
- 3 -Ns 123164
Яо 123164- 4 -
4.Форма выполнения самонаклада по пп. 1,2, и 3, отличающаяс я тем, что взамен фрикционного валика он снабжен фрикционным кулачком.
5.Форма выполнения самонаклада по яп. 1, 2, 3, и 4, отличающаяся тем, что, с целью предохраиения от бокового сдвига деталей в пачке, он снабжен протыкающими пачку иглами, свободно проходящими через отверстия в грузе, помещенном над пачкой, и выталкиваемыми наружу при взаимодействии с цилиндром.
6.Видоизменение самонаклада по пп. 1, 2, 3, 4 и 5, отличающееся тем, что взамен крайних цилиндров и транспортерных лент на каретке помещены гладкие щитки, сверху и снизу примыкающие карательно к средним цилиндрам.
7.В самонакладе по пп. 1, 2, 3, 4, 5 и 6 применение воздушных сопел, размещенных у фрикционного валика или кулачка, для облегчения снимания с цилиндра с присосами излищне захваченных деталей.
8- Форма выполнения самонаклада по п. 1, отличающаяся тем, ЧТО , (С целью собирания на транспортере, столе или кассете совместно Нескольких различных деталей из различных пачек, применено несколько последовательно соединенных кареток По числу пачек деталей.
910
iO
25 8 e
cM
2
V
}
20/ 26/
Фае.
22
fu.a 3
иг 5