(54) УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ТОРЦОВ КРУГЛЫХ ДЕТАЛЕЙ МЕБЕЛИ


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки торцовКРуглыХ дЕТАлЕй МЕбЕли | 1979 |
|
SU818866A1 |
| Устройство для подачи заготовок к станку для обработки торцов ножек гнутого стула | 1979 |
|
SU899355A1 |
| Устройство для получения рельефных изображений | 1979 |
|
SU979175A1 |
| Линия для изготовления доньев бочек | 1983 |
|
SU1147566A1 |
| Роторно-конвейерная линия | 1991 |
|
SU1802782A3 |
| Многопозиционный станок для обработки тонкостенных корпусов емкостей | 1976 |
|
SU749494A1 |
| Станок для изготовления облицовочных плит из природного камня | 1989 |
|
SU1638012A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СПИРАЛЬНЫХ КАРБИД-КРЕМНИЕВЫХ ЭЛЕКТРОНАГРЕВАТЕЛЕЙ | 1972 |
|
SU327065A1 |
| Автоматический конвейерный станок для производства лыж | 1949 |
|
SU84051A1 |
| Установка для изготовления деревянных щитов | 1979 |
|
SU887168A1 |

1
Изобретение относится к деревообработке и может быть использовано в мебельном производстве для обработки ножек круглого стула.
По основному авт. св. № 818866 известно устройство для обработки торцов круглых деталей мебели, содержащее станину, магазин, направляющие, конвейерную цепь, приаодиой вал, блок, с расположенными перпендикулярно конвейерной цепи, щпинделями для режущих инструментов,. ротор с зубчатым венцом, систему щестерен для привода ротора и шпинделей и копир для осевой подачи шпинделей.
В этом устройстве использована фреза, жестко насаженная на вал щпинделя, а базирование деталей осуществляется на звеньях цепи с неподвижными упорами, что снижает точность обработки торцов.
Цель изобретения - повыщение точности обработки торцов.
Указанная цель достигается тем, что режущий инструмент смонтирован в шпинделе посредством корпуса, пружин сжатия и вертикальных тяг, каждая из которых одним
концом шарнирно соединена с режущим инструментом, а другим - с корпусом посредством втулки и горизонтального шарнира.
Кроме того, режущий инструмент снаб5 жен соосным ему конусом.
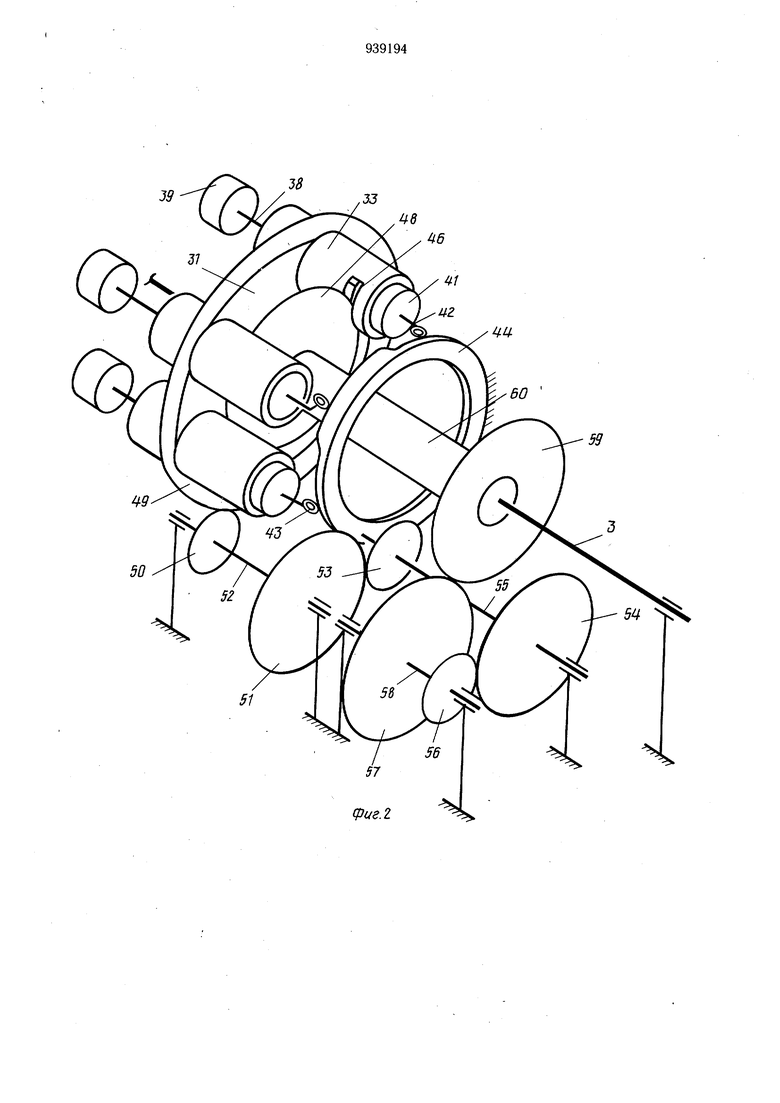
На фиг. 1 изображено устройство для обработки торцов, общий вид в аксонометрии; на фиг. 2 - ротор с системой щестерен, приводящих во вращение шпиндель;
jg на фиг. 3 - один из шпинделей с корпусом фрезы; на фиг. 4 и 5 - фрезерная головка на валу шпинделя, в двух проекциях.
На станине установлен электродвигатель 1, приводящий через редуктор 2 приводной вал 3, на который насажены приводные туера 4 и 5 конвейера. Приводной туер 4 совместно с ведомым туером 6 приводит нерегулируемую конвейерную цепь 7, а приводной туер 5 с помощью ведомого туера 8 - конвейерную цепь 9. Цепи 7 и 9
2Q расположены на направляющих 10. Туер 5 насажен на вал 3 на шпонке с возможностью перемещения вдоль вала 3, точно так же на валу 11 сидит туер 8. Туера 5 и 8 связаны между собой кроме цепи 9 еще и подвижным блоком 12, снабженным ходовой гайкой 13, в которой установлен ходовой винт 14 со штурвалом 15. По обеим сторонам конвейерных цепей 7 и 9 установлены циркульные пилы 16 и 17. Корпус пилы 16 установлен на станине неподвижно, а корпус пилы 17 установлен на подвижном блоке 12. Конвейерные цеди 7 и 9 снабжены подпружиненными при помощи пружин 18 кручения прижимами 19, снабженными роликами 20, установленными с возможностью взаимодействия с неподвижными копирами 21-24. Копиры 23 и 24 установлены на станине, а копиры 21 и 22 - на подвижном блоке 12. Цепи 7 и 9 кроме прижимов 19 снабжены упорами 25. Заготовки 26 зафиксированы между неподвижными толкателями и прижимами 19. На станине над конвейерными цепями установлен магазин 27, снабженный неподвижными подхватами 28, дверцей 29 и регулируемой на разную длину заготовок боковой стенкой 30. На валу 3 жестко сидит с возможностью осевого перемещения ротор 31, закрытый кожухом 32. На роторе жестко закреплены гильзы 33 шпинделей. В каждой из гильз в подшипниках 34 и 35 ползуна 36, подпружиненного пружиной 37, установлен вал 38, несущий корпус 39 с режущим инструментом. Вал 38 посредством упорного подшипника 40 опирается на крышку 41, снабженную штоком 42 с роликом 43. Ролик 43 опирается на кольцевой копир 44, жестко закрепленный на подвижном блоке 12. На валу 38 на направляющей шпонке 45 сидит скользящая шестерня 46, удерживаемая посредством вилки 47 в постоянном зацеплении с шестерней 48. На ротор 31 жестко насажен зубчатый венец 49, находящийся в зацеплении с шестерней 50, сидящей на общем с шестерней 51 валу 52. Шестерня 51 находится в зацеплении с шестерней 53, сидящей совместно с шестерней 54 на валу 55, шестерня 54 - с шестерней 56, насаженной совместно с шестерней 57 на вал 58. Шестерня 57 зацеплена с шестерней 59, закрепленной совместно с шестерней 48 на втулке 60, сидящей на подшипниках на валу 3. Режущий инструмент 61 смонтирован в щпинделе посредством корпуса 39, пружин 62 сжатия и вертикальных тяг 63, каждая из которых одним концом шарнирно соединена с режущим инструментом 61, а другим - с корпусом 39 посредством втулки 64 и горизонтального шарнира 65. Для центрирования режущего инструмента 61 и торца заготовки 26 при осевой подаче шпиндельного вала 38 режущий инструмент 61 снабжен соосным конусом 66. В свободном положении режущий инструмент 61 соосен валу 38 за счет специальной регулировки пружин 62, отжимающих режущий инструмент 61 от корпуса 39. Устройство работает следующим образом. Подвижный блок 12 и боковая стенка 30 магазина 27 устанавливаются на определеннь1Й размер заготовок 26, после чего магазин 27 заполняется заготовками. Затем включается электродвигатель 1. Цепи 7 и 9, на которых между прижимами 19 и упорами 25 зафиксированы брусковые детали 26, приходят в движение вдоль направляющих 10 в направлении, указанном стрелкой. Ротор 31, несущий зубчатый венец 49, вращаясь с частотой 12 об/мин (скорость выходного вала редуктора), приводит во вращение систему щестерен 50, 51, 53, 54, 56, 57, 59 и шестерню 48 привода шпинделей, зацепленную одновременно со всеми шестернями 46, насаженными на направляющих шпонках 45 на валах 38 щпинделей. Таким образом, достигается частота вращения фрез около 6000 об/мин. Гильзы 33 расположены на роторе таким образом, что при движении отторцованных заготовок 26 по дуге над туерами 4 и 5 корпуса соосны заготовкам. Поскольку ротор 31 насажен на вал 3, заготовки 26 и гильзы 33 движутся с одинаковой скоростью. Сразу после того, как заготовка 26 минует вертикальные оси туеров 4 и 5, ролик 43 очередного щпинделя накатывается на выступ копира 44, ползун 36, несущий в подшипниках 34 и 35 вращающийся вал 38, нагнетая пружину 37, перемещается вперед в осевом направлении, надвигая корпус 39 с инструментом 61 на торец заготовки 26. Происходит фрезерование (в зависимости от инструмента, закрепленного на валу, возможны такие операции, как сверление торца или нарезание круглого шипа). При поступлении на обработку деформированной заготовки или заготовки с уменьшенным диаметром конус 66 режушего инструмента 61, надвигаясь на торец заготовки, центрирует инструмент 61 относительно торца за счет возможности перемещения тяг 63 во втулках 64 и отжатия пружин 62. При этом корпус всегда касается торца и базирует инструмент. Эксцентриситет при этом не превышает половины зазора между палкой и наименьшим диаметром конуса. По отходе инструмента от торца после окончания обработки пружины 62 возвращают инструмент в исходное положение, соосное валу 38. После фрезерования ролик 43 отходит с выступа копира 44, и ползун 36 под действием пружины 37 отводится назад, в исходное положение, а ролики 20 прижимов 19, фиксирующих обработанную заготовку 26, надвигаются на копиры 21 и 23. Прижимы 19 открываются, и заготовка 26 выпадает в бункер (не показан), после чего ролики 20 сходят с копиров 21 и 23, и прижимы
закрываются. Тем временем происходит обработка торца следующей заготовк и т. д. Нижние свободные от заготовок ветви цепей 7 и 9 перемещаются от туеров 4 и 5 к туерам 6 и 8, где ролики 20 цепё1й 7 и 9, накатившись на копиры 22 и 24, открывают прижимы 19, а упоры 25, подойдя к А1Жней заготовке 26, лежащей на неподвижных подхватах 28 магазина 27, упираются в нее и, отклонив дверцу 29, выводят из магазина. Ролики 20 сходят с копиров 22 и 24, и захваты 19 зажимают заготовку, которая подводится к циркульным пилам 16 и 17 и торцуется, после чего подаетсяв направлении стрелки к туерам 4 и 5, и весь процесс обработки торца повторяется.
Формула изобретения
