(54) УСТРОЙСТВО ДЛЯ ПОДАЧИ ЗАГОТОВОК К СТАНКУ ДДЯ ОБРАБОТКИ ТОРЦОВ НОЖЕК ГНУТОГО СТУЛА

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки торцовКРуглыХ дЕТАлЕй МЕбЕли | 1979 |
|
SU818866A1 |
| Устройство для обработки торцов круглых деталей мебели | 1981 |
|
SU939194A2 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ДЕРЕВЯННЫХ ИЗДЕЛИЙ | 1971 |
|
SU290833A1 |
| Устройство для шлифования гнутых деталей из древесины | 1982 |
|
SU1065152A1 |
| АВТОМАТ ДЛЯ ЗАВЕРТЫВАНИЯ КОНФЕТ «ВПЕРЕКРУТКУ» | 1973 |
|
SU379462A1 |
| Устройство для шлифования деталей круглого сечения из древесины | 1981 |
|
SU1007936A2 |
| Автоматический конвейерный станок для производства лыж | 1949 |
|
SU84051A1 |
| Установка для вырубки деталей из полосовых эластичных заготовок | 1984 |
|
SU1333589A1 |
| Устройство для нарезания зубьев у гребней и расчесок | 1958 |
|
SU116542A1 |
| Автомат для обработки параллельных сторон заготовок задних ножек столярного стула | 1957 |
|
SU118605A1 |

I
Изобретение относится к машиностроению и может быть использовано в деревообрабатывающей промышленности при обработке торцов ножек гнутого стула.
Известно устройство для подачи заготовок, содержащее цепи, на звеньях которых укреплены подпружиненные захваты с роликами, взаимодействующие с кулачками 1.
Однако известное устройство требует кулачки для срабатывания захватов, кроме того конструкция цепей, снабженных указанными прижимами, сложна, так как требует нали1шя на звеньях цепей роликов с подпру кяненнъ ми рычагами, взаимодействующими с кулачками. Все это очень усложняет конструкцию.
Известно также устройство для заготовок к станку для обработки торцов ножек гнутого стула, включающее конвейерную роликовую цепь с упорами, приводные и натяжные звездочки и привод 2. -,
К недостаткам известного устройства относится то, что упоры служат только для подачи заготовок, но не обеспеч}1вают жесткой их фиксации.
Цель изобретения - повыщеш е точности фиксирования заготовок и упрощеш1е конструкции.
Эта цель достигается тем, что в зубьях приводных звездочек выполнены пазы, в которых установлены с возможностью взаимодействия с роликами цепей подпружиненные Г-образные прижимы и опирающиеся на них
10 огран11чители, а к фланцам приводных звездочек прикреплены диски с неподвижными упорами. Поскольку обрабатываемые заготовки по диаметру могут несколько разниться, прижимы выполнены из упругого материала.
15
На фиг. 1 изображена кинематическая схема предложенного - , устройства; на фиг. 2 - один из зубьев пр шодной звездочки, снабженный прижимом; на фиг. 3-5три положения звездочки в процессе работы
20 устройства (вид по стрелке А).
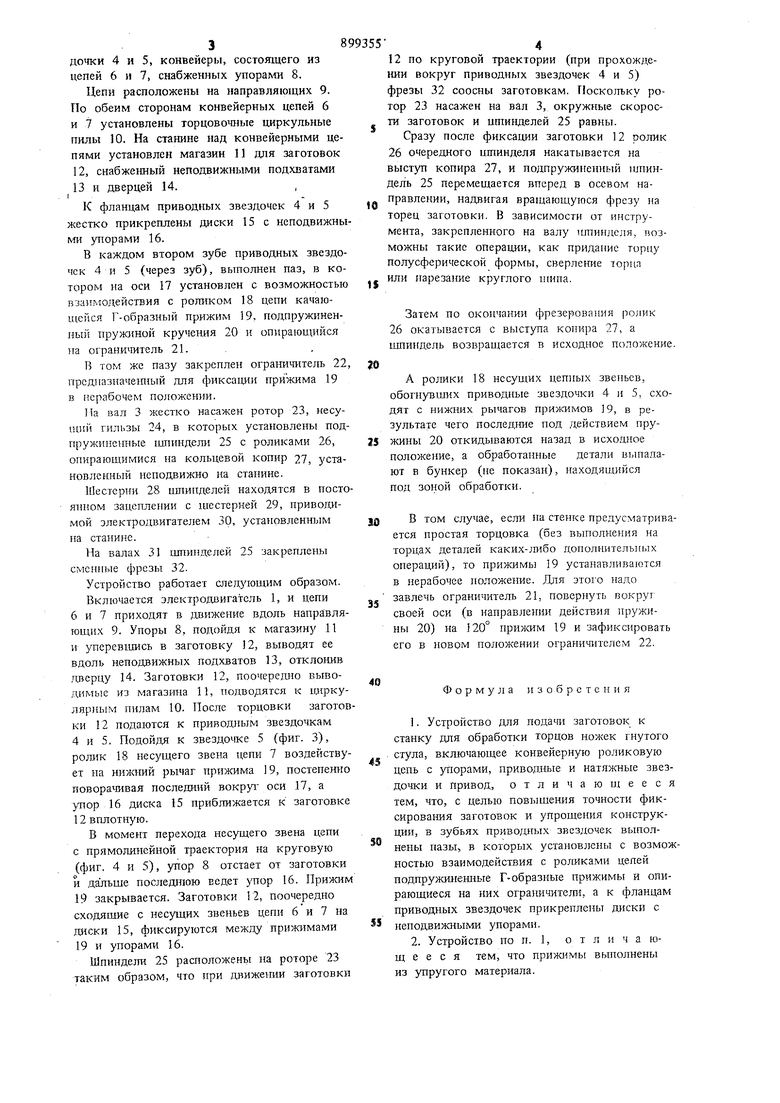
На ста1шне установлен электродвигатель 1, приводящий через редуктор 2 приводной вал 3, на которьпТ; насажены приводные звез38дочки 4 и 5, конвейеры, состоящего из цепей 6 и 7, снабженных упоралте 8. Цепи расположены на направляющих 9. По обеим сторонам конвейерных цепей 6 и 7 установлены торцовочные циркульные пилы 10, На станине над конвейерными цепями установлен магазин 11 для заготовок 12, снабже1шый неподвижными подхватами 13 и дверцей 14., К фланцам приводных звездочек 4 и 5 жестко прикреплены диски 15 с неподвижны ми упорами 16. В каждом втором зубе приводных звездочек 4 и 5 (через зуб), выполнен паз, в котором на оси 17 установлен с возможностью взаимодействия с 18 цепи качающейся Г-образиый прижим 19, подпружиненный пружиной кручения 20 и опирающийся на ограничитель 21. В том же пазу закреплен огра1тчитель 22 предназпачега ый для фиксации прижима 19 в нерабочем положении. вал 3 жестко насажен ротор 23, несущий гильзы 24, в которых установлень под пружиненньш ияншдел} 25 с роликами 26, опирающимися на кольцевой копир 27, усгановленный неподвижно на станине. 1 естерни 28 шпинделей находятся в посто янном зацеплении с ншсгерней 29, привода мой электродвигателем 30, установленным на станине. На валах 31 шпинделей 25 закреплены сменные фрезы 32. Устройство работает следующим образом. Включается электродвигатель 1, и цепи 6 и 7 приходят в движение вдоль напра;вляющих 9. Упоры 8, подойдя к магазину 11 и уперевшись в заготовку 12, выводят ее вдоль неподвижных подхватов 13, отклонив дверцу 14. Заготовки 12, поочередно выводимые из магазина 11, подводятся к щфкуляриым пилам 10. После торцовки заготов ки 12 подаются к приводным звездочкам 4 и 5. Подойдя к звездочке 5 (фиг. 3), ролик 18 несущего звена цепи 7 воздействует па нижний рычаг прижима 19, постепенно поворачивая послед}шй вокр}т оси 17, а упор 16 диска 15 приближается к заготовке 12 вплотную. В момент перехода несущего звена цепи с прямолинейной траектория на круговую (фиг. 4 и 5), упор 8 отстает от заготовки и дальше последнюю ведет упор 16. Прияшм 19 закрывается. Заготовки 12, поочередно сходящие с несущих звеньев цепи 6 и 7 на диски 15, фиксируются межпу прижимами 19 и упорами 16. Шпиндели 25 расположены на роторе 23 таким образом, что при движении заготовки 12 по круговой траектории (при прохождении вокруг приводных звездочек 4 и 5) фрезы 32 соосны заготовкам. Поскольку ротор 23 насажен на вал 3, окружные скорости заготовок и ишивделей 25 равны. Сразу после фиксации заготовки 12 ролик 26 очередного ншинделя накатывается на выстун копира 27, и подпружиненный П1пиндель 25 перемещается вперед в осевом направлении, надвигая вращающуюся фрезу на торец заготовки. В зависимости от инструмента, закрепленного на валу тппинделя, возможны такие операции, как придание торцу полусферической формы, сверление торца или нарезание круглого nnina. Затем по окончании фрезерования pojuiK 26 окатывается с выступа копира 27, а ишиндель возвращается в исходное положение. А ролики 18 несущих цеппых звеньев, обогнувгщ1Х приводные звездочки 4 и 5, сходят с нижних рычагов прижимов 9, в результате чего последьше под действием пружины 20 откидываются назад в исходное положение, а обработанные детали выпадают в бункер (не показан), находящийся под зоной обработки. В том случае, если на стенке предусматривается простая торцовка (без выполнения на торцах деталей каких-;шбо дополнительных операций), то прижимы 19 устанавливаются в нерабочее положение. Для этого надо завлечь ограничитель 21, повернуть вокруг своей оси (в направлении действия пружины 20) на 120° прилотм 19 и зафиксировать его в новом положении ограничителем 22. Формула изобретения 1.Устройство для подачи заготовок к станку для обработки торцов ножек гнутого стула, включающее конвейерную роликовую депь с упорами, приводные и натяжные звездочки и привод, отличающееся тем, что, с целью повыщения точности фиксирования заготовок и упрощения конструкЩ1И, в зубьях приводных звездочек выполнены пазы, в которых установлены с возможностью взаимодействия с роликами цепей подпружинеш1ые Г-образные прижимь: и опирающиеся на них огра} ичители, а к фланцам приводных звездочек прикреплены диски с неподвижными упорами. 2.Устройство по п. 1, от л и ч а ющ е е с я тем, что прижимьг выполнены из упругого материала.
5899355«
Источники информации,2. Маковский Н. В. и др. Теория и констпринятые во внимание при экспертизерукции деревообрабатывающих машин. М.,
