Предметом изобретения является полуавтомат для спускания краев стелек по ко 1туру, на станине которого монтированы рабочий инструмент в виде абразивного валика, две пары транспортирующих валиков, расположенных спереди и сзади рабочего инструмента, прижимное устройство и механизм для автоматической подачи стелек из бункера.
По сравнению с известными аналогичными полуавтоматами предлагаемый полуавтомат имеет более простую конструкцию и повышает производительность труда.
Ссобенность полуавтомата состоит в том, что абразивные валики имеют вогнутую поверхность и располож.ены в горизонтальной плоскости параллельно один другому, причем один из валиков при помощи пазового кулачка периодически перемещается в осевом направлении.
Устройство для прижима носочной части стельки к абразивному валику выполнено в виде щарнирно закрепленного фигурного рычага, загнутый конец которого взаимодействует с обрабатываемой стелькой, а другой ко,нец нагружен перемещаемым на нем грузом, регулирующим степень прижима стельки к абразивному валику.
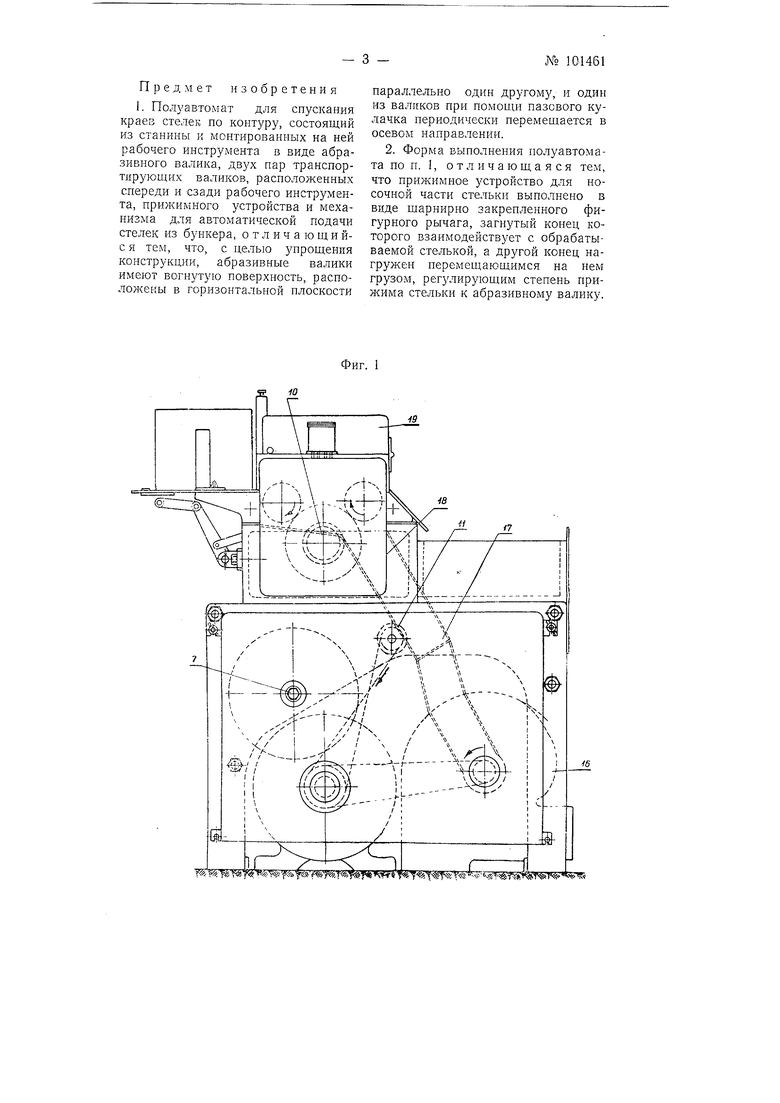
На фиг. 1 изображен общий вид
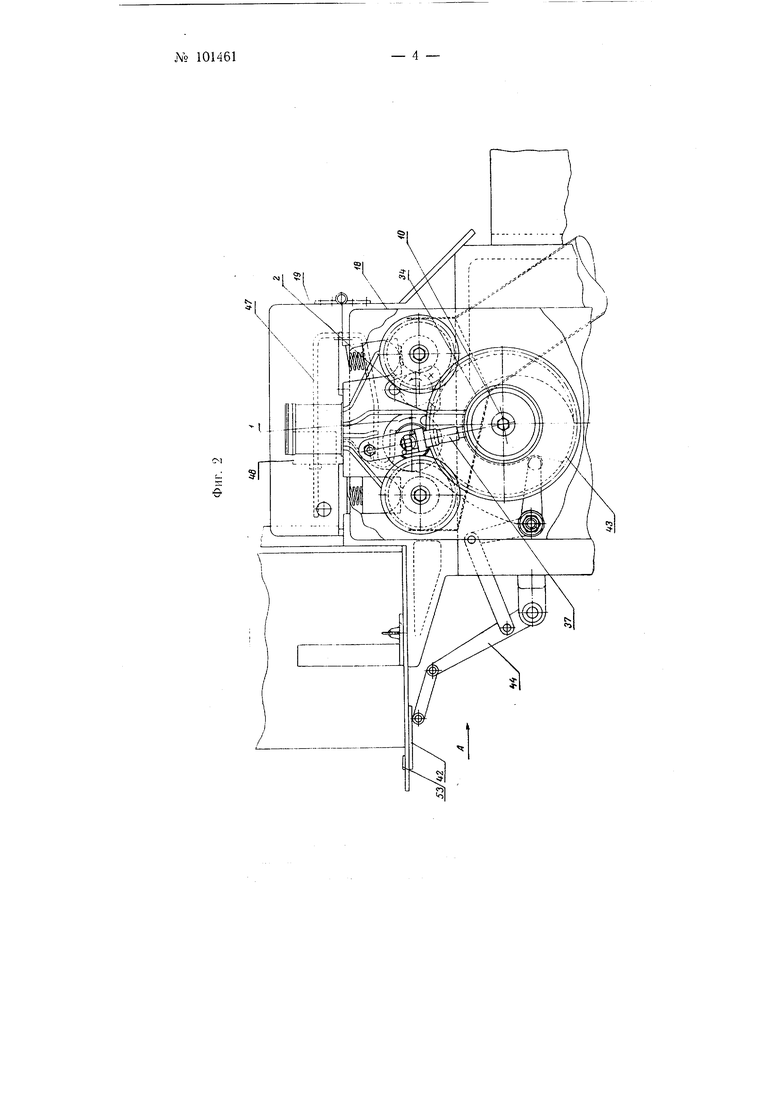
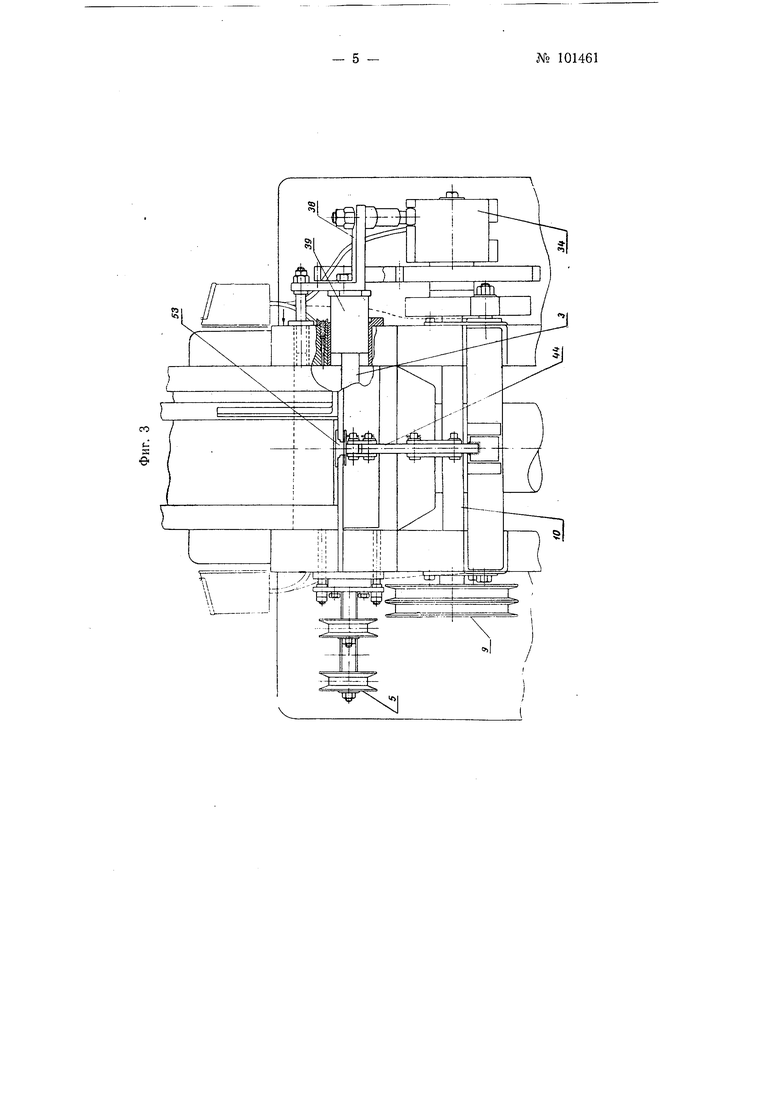
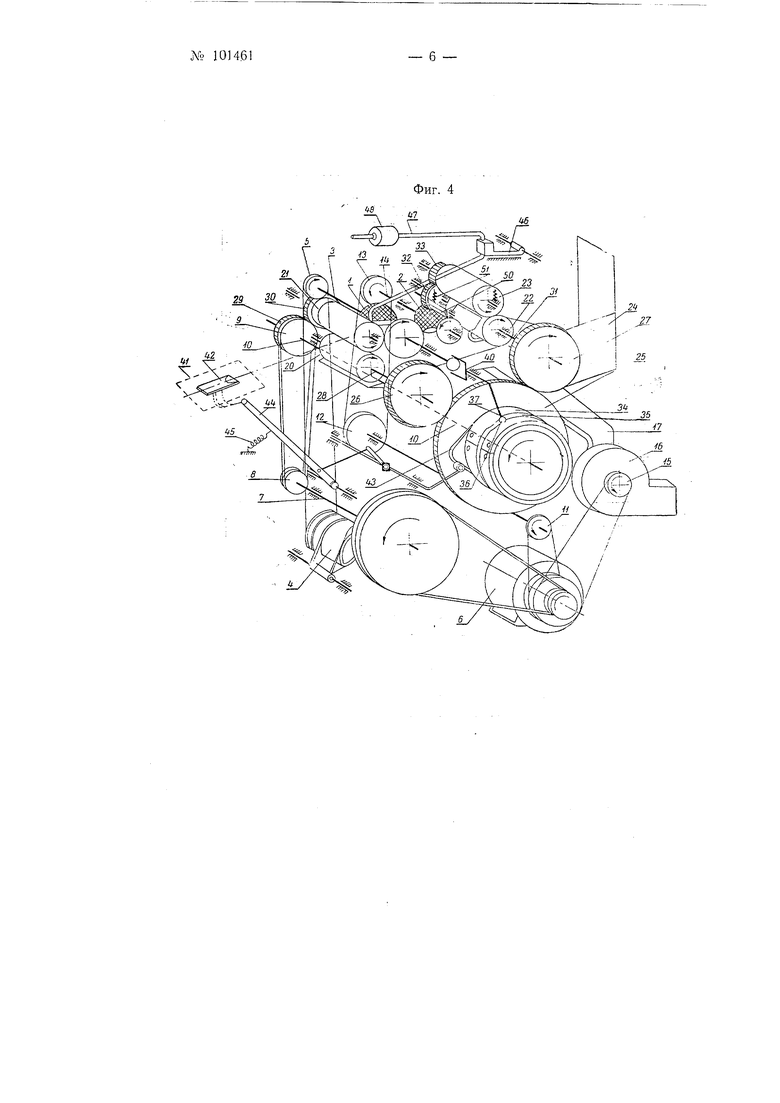
полуавтомата; на фиг. 2 - схема устройства основного рабочего инструмента полуавтомата; на фиг. 3 - вид по стрелке А на фиг. 2; на фиг. 4 - кинематическая схема полуавтомата; на фиг. 5 - схема узла абразивных валиков с прижимным устройством; на фиг. 6 - схема последовательности операций спускания краев стельки.
Основной рабочий орган полуавтомата состоит из двух установленных в горизонтальной плоскости параллельно один другому валиков / и 2 с вогнутой рабочей поверхностью, обеспечивающей обработку стелек по всему их контуру. Валики изготовлены из абразивной массы.
Валик / установлен на оси 3, получающей вращение от индивидуального двигателя 4 через текстропную передачу и шкив 5.
Двигатель 6 сообщает движение следующим рабочим органам полуавтомата:
через текстропную передачу, ось 7, щкивы 8 и 9 главному валу 10 полуавтомата;
через текстропную передачу, шки вы }}, 12, 13 и ось 14, абразивномурабочему валику 2;
через текстропную передачу и щкив 15 вентилятору 16.
Вентилятор соединен вытяжной трубой 17 с кожухом 18, ограждающим механизм спускания краев стельки и снабженным откидной крышкой 19,
В передней части полуавтомата установлены два транспортирующих валика 20 и 21, подающие стельку в рабочие инструменты, а на выходе полуавтомата два транспортирующих валика 22 и 23, передающие обработанную стельку в приемный бункер 24.
На главном валу W полуавтомата насажена шестерня 25, взаимодействующая с шестернями 26 и 27. Шестерня 26 насажена на одной оси 28 с валиком 20 и через шестерни 29 и 30 передает вращение валику 2L Шестерня 27, насаженная на одной оси 3J с валиком 22 и через шестерни 32 и 33 передает вращение валику 23.
На главном валу JO посажен кулачок 34, имеющий кольцевой паз 35 с фигурным профилем на части его окружности. В пазу перемещается ролик 36, укрепленный на конце пальца 37, соединенного через уголок 38 с втулкой 39. Внутрь втулки впрессована наружная обойма шарикоподшипника 40, внутренняя обойма которого жестко установлена на оси 3, несущей рабочий абразивный валик /.
Механизм подачи стельки на обработку имеет укрепленный на станине столик 41, в прорези которого возвратно-поступательно перемещается подаватель 42. Возвратно-поступательное движение подавателя осуществляется через систему рычагов насаженным на главном валу 10 эксцентриком 43. Рычаг 44, на котором непосредственно укреплен подаватель, возвращается в исходное положение под действием пружины 45.
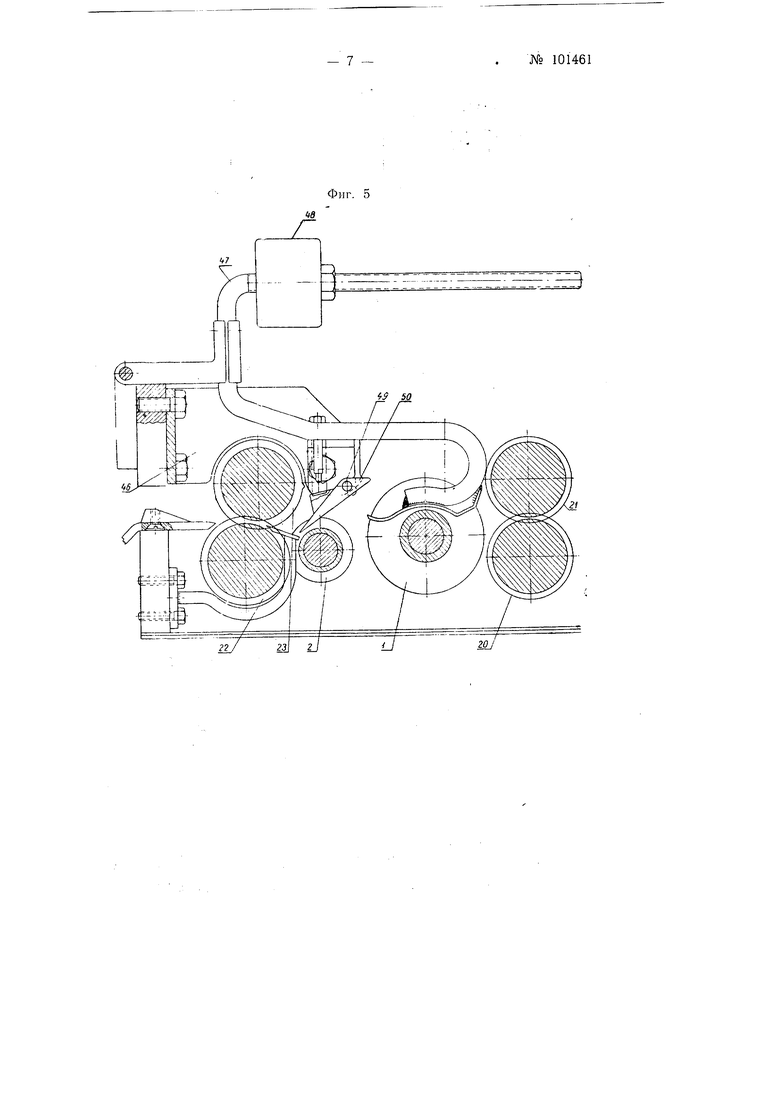
Для прижима носочной части стельки к поверхности рабочего валика J служит устройство, представ. ляющее собою монтированный на шарнирном кронштейне 46 фигурный рычаг 47, один конец которого снабжен передвижным грузом 48 для регулирования степени прижима стельки к валику /, а другой конец изогнут и пеосредственно прижимает стельку к валику /.
Для прижима пяточной части
стельки к рабочему валику 2 служит другое прижимное устройство, выполненное в виде шарнирно установленной над валиком 2 на оси 49 пластинки 50, которая под действием прикрепленной к ней пружины 51 прижимает пяточную часть обрабатываемой стельки к рабочей поверхности валика 2.
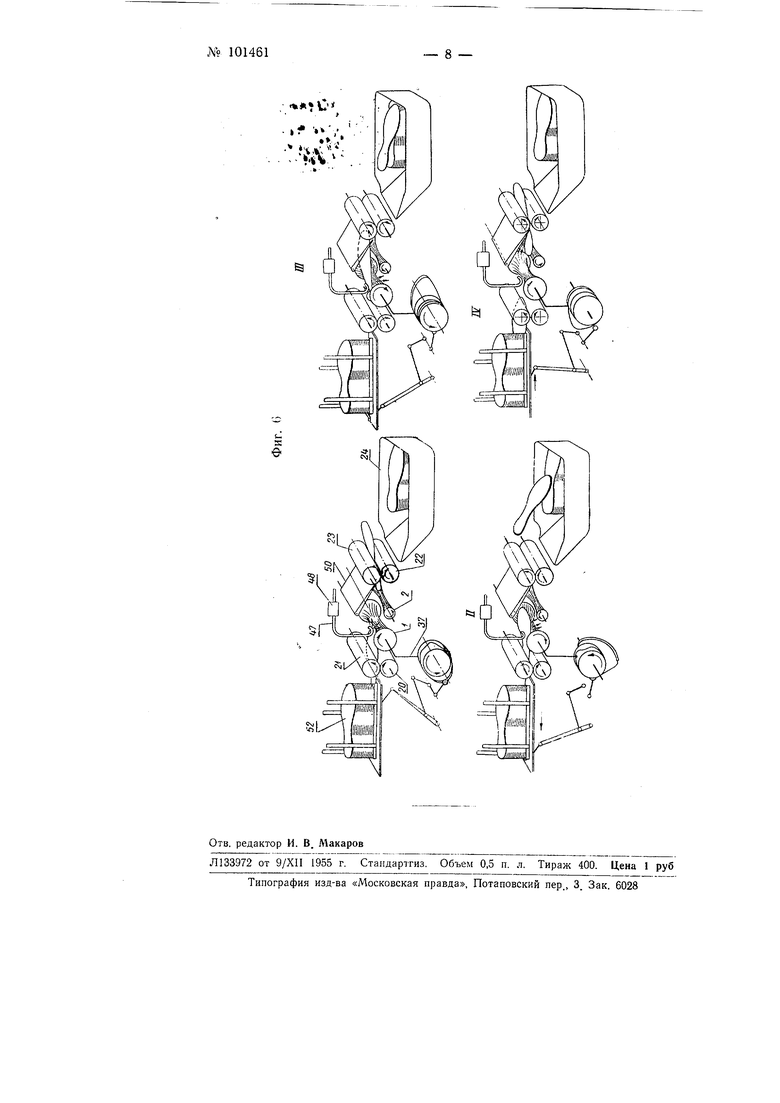
Спускание краев стелек на предлагаемом полуавтомате осуществляется следующим образом.
Стопку стелек 52 устанавливают на столик 41 и полуавтомат приводят в действие. Подаватель 42 захватывает своим выступом 53 нижнюю стельку за ее торцевую пяточную часть (высота выступа 53 равна толщине стельки, что обеспечивает захват одновременно только одной стельки) и проталкивает ее к транспортирующим валикам 20 и 21, которые перемещают стельку далее к рабочему абразивному валику / (фиг. 6, положение /).
После захвата стельки транспортирующими валиками 20 и 21 подаватель 42 возвращается в исходное положение пружиной 45.
При дальнейшем движении стельки ее носок находит на вогнутую рабочую поверхность валика / и стелька прижимается к валику. При прохождении стельки вперед вначале спускается край с ее широкой носочной части (положение //).
После обработки широкой части носок стельки захватывается транспортирующими валиками 22 и 23. В этот момент стелька узкой своей частью перемещается над абразивным валиком / и для того, чтобы снять край с узкой части стельки, валик / под воздействием пазового кзлачка 34 перемещается в осевом направлении, в результате чего спускается край самой узкой части стельки (положение ///).
Затем валик / занимает начальное положение, транспортирующие валики 22 и 23 продвигают далее вперед стельку, которая своей пяточной частью попадает на абразивный валик 2, спускающий край с пяточной части стельки (положение IV).
Обработанная стелька поступает Б бункер 24.
предмет изобретения
1. Полуавтомат для спускания краев стелек по контуру, состоящий из станины и монтированных на ней рабочего инструмента в виде абразивного валнка, двух пар транспортирующих валиков, расположенных спереди и сзади рабочего инструмента, прижимного устройства и механизма для автоматической подачи стелек из бункера, отличающийс я тем, что, с целью упрощения конструкции, абразивные валики имеют вогнутую поверхность, расположены в горизонтальной плоскости
параллельно один другому, и один из валиков при помощи пазового кулачка периодически перемещается в осевом направлении.
2. Форма выполнения полуавтомата по п. 1, отличающаяся тем, что прил имное устройство для носочной части стельки выполнено в виде щарнирно закрепленного фигуриого рычага, загнутый конец которого взаимодействует с обрабатываемой стелькой, а другой конец нагружен перемещающимся на нем грузом, регзлирующим степень прижима стельки к абразивному валику.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для центрирования подошв и стелек | 1960 |
|
SU135366A1 |
| Приспособление к обувным машинам для центрирования изделия относительного рабочего инструмента | 1960 |
|
SU131637A1 |
| Полуавтомат для обработки обуви | 1962 |
|
SU151223A1 |
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОБУВИ | 1969 |
|
SU244912A1 |
| Полуавтомат для обтяжки и затяжки обуви на колодке | 1953 |
|
SU100240A1 |
| Полуавтомат для накладки и крепления подошв на обуви | 1956 |
|
SU111432A1 |
| ПОЛУАВТОМАТ ДЛЯ ПОДШЛИФОВКИ МЕСТА КЛЕЙМЕНИЯ В РЕЗИНОВЫХ ПОДОШВАХ | 1968 |
|
SU211358A1 |
| Автоматический комплекс для сборки обуви | 1985 |
|
SU1384315A1 |
| ПОЛУАВТОМАТ ДЛЯ ОБРАБОТКИ ПО КОНТУРУ ПРОФИЛИРОВАННЫХ ПОДОШВ | 1968 |
|
SU217232A1 |
| АГРЕГАТ ДЛЯ ПОПАРНОЙ ОБРАБОТКИ ПЛОСКИХ ПОДОШВ | 1971 |
|
SU315468A1 |
19
оо
(-,
Фиг. 5
ifj
20J
