В ОСНОВНОМ авт. св. 107554 описан способ шлифования изделий малых диаметров, имеющих форму тел вращения с криволинейной образующей, например пульпоэкстракторов. Особенностью этого способа является то, что шлифовальному кругу сообщают движение вдоль заготовки и вращение в направлении, обеспечивающем натяжение заготовки вдоль ее оси при прижатии ее к жесткой опоре.
Предлагаемый многошпиндельный шлифовальный станок предназначен для осуществления способа шлифования по основному авторскому свидетельству. Особенностью станка является установка между расположенными по окружности цангами многошпиндельной бабки и жесткой опорой щелевого кондуктора. Последний ориентирует вращающиеся заготовки в плоскости шлифования на жесткой опоре и обеспечивает этим одновременное шлифование большого количества заготовок одним шлифовальным кругом, в результате чего увеличивается массовый выпуск изделий на малых производственных площадях.
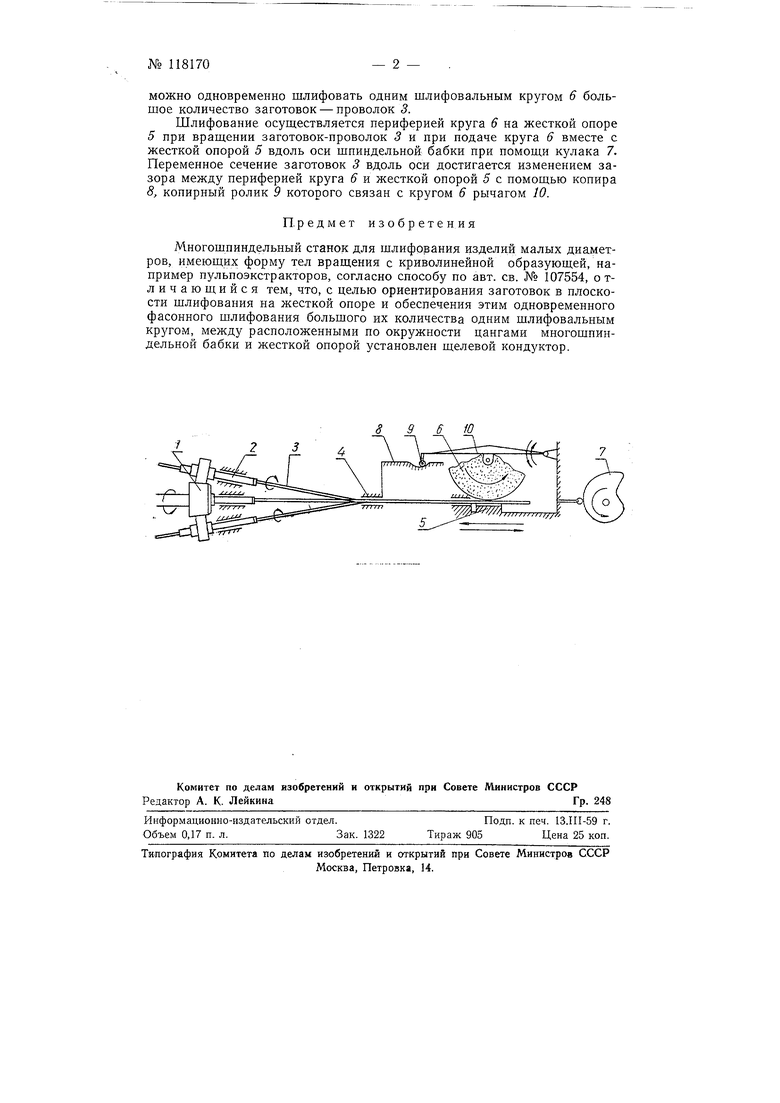
На чертеже дана кинематическая схема предлагаемого многошпиндельного станка.
Многошпиндельная бабка имеет фрикционный привод /, сообщающий вращение шпинделям 2, снабженным цангами и расположенным по окружности, центр которой лежит на оси бабки. Проволоки 3, являющиеся заготовками, проходят через шпиндели 2, попадают в цанги и затем сходятся к оси бабки. При выходе из цанг проволоки 3, обладая малой жесткостью, изгибаются и попадают в щелевой кондуктор 4. Последний сводит расположенные в пространстве проволоки 3 и ориентирует их в плоскости шлифования на жесткой опоре 5, благодаря чему возможно одновременно шлифовать одним шлифовальным кругом 6 большое количество заготовок - проволок 3.
Шлифование осуществляется периферией круга 6 на жесткой опоре 5 при врашении заготовок-проволок 3 и при подаче круга 6 вместе с жесткой опорой 5 вдоль оси шпиндельной бабки при помоши кулака 7. Переменное сечение заготовок 3 вдоль оси достигается изменением зазора между периферией круга 6 и жесткой опорой 5 с помошью копира 5, копирный ролик 9 которого связан с кругом 6 рычагом JO.
Предмет изобретения
Многошпиндельный станок для шлифования изделий малых диаметров, имеюших форму тел вращения с криволинейной образующей, например пульпоэкстракторов, согласно способу по авт. св. № 107554, отличающийся тем, что, с целью ориентирования заготовок в плоскости шлифования на жесткой опоре и обеспечения этим одновременного фасонного шлифования большого их количества одним шлифовальным KPJTOM, между расположенными по окружности цангами многошпипдельной бабки и жесткой опорой установлен щелевой кондуктор.