Известны приводы вращения цилиндрических заготовок, снабженных электродвигателем, редуктором и приводной ГОЛОВКОЙ, ВЫ-Полненной в виде двух приводных поверхностей, находящихся в .контакте с заготовками и движущихся в противоположные стороны с равными скоростями.
Описываемый привод вращения цилиндрических заготовок для изготовления изделий типа игл, отличается от известных тем, что приводные .поверхности выполнены в виде двух концентричао расположенных вращающихся бандажей, противостоящие поверхности которых, снабжены насечкой и образуют кольцевое пространство, в которое подаются заготовки. Насечки на бандажах направлены в одну сторону под одним и тем же углом к оси бандажей.
Такое выполнение привода позволяет обеспечить на заготовках вращающий момент, необходимый для осуществления шлифования, а также предотвратить осевое перемещение заготовки.
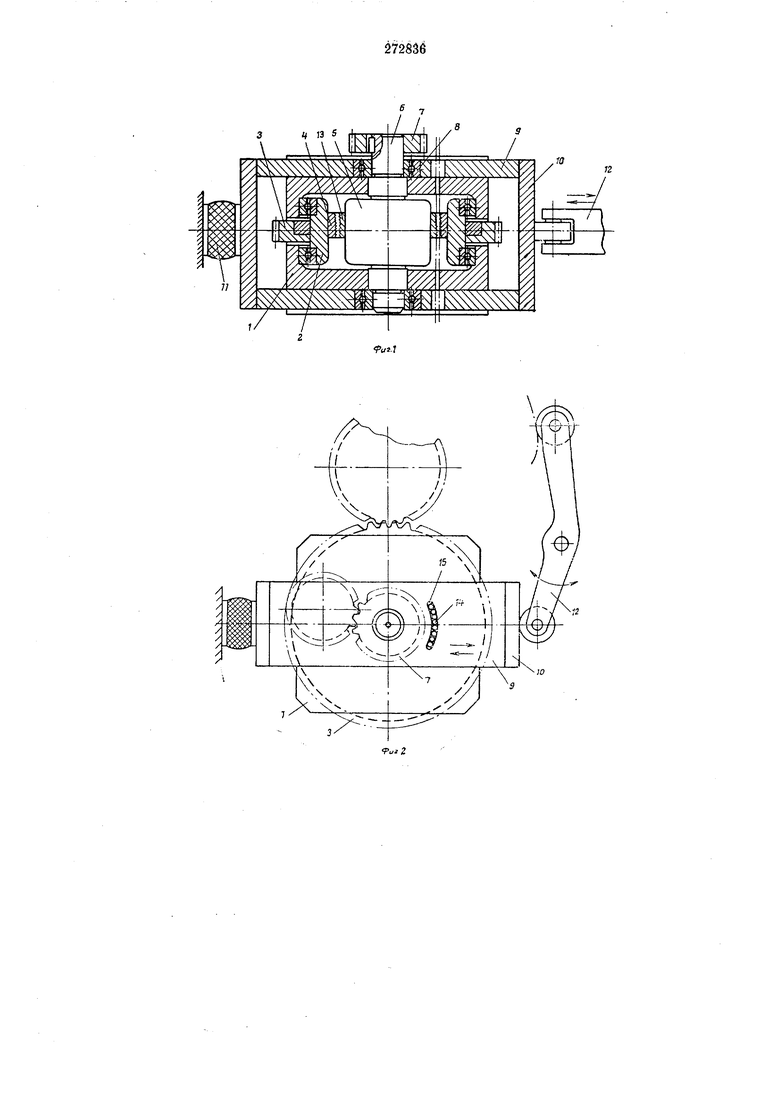
На фиг. 1 схематически изображена приводная головка .предложенного привода, вид спередй; .на фиг. 2 - то же, вид в плане; на фиг. 3 - показана схема работь двух вращающихся барабанов с бандажами, передающим вращение заготовкам.
Привод вращения цилиндрических заготовок для изготовления деталей типа игл содержит приводную головку, редуктор, электродвигатель. Приводная головка, являющаяся механизмом, осуществляющим передачу вращения заготовкам, состоит из корпуса /, внешнего барабана 2, имеющего форму кольца с жестко укрепленной на .нем щестерней 3, находящейся в зацеплении с шестерней редуктора, приводимого в движение индивидуальным электродвигателем (на чертежах не показан). На .внутренней поверхности барабана 2 укреплен бандаж 4, выполненный из недеформируемого материала, например из закаленной инструментальной стали, на рабочей поверхности которого накатаны насечки.
Внутри корпуса, концентрично барабану 2, расположен внутренний барабан 5 с н естко
закрепленной на оси 6 шестерней 7. Ось 6 через подшипники 8 закреплена в подвижных пластинах 9, жестко связанных между собой планками 10. Планки 10 упираются с одной стороны в резиновый буфер 11, а с противоположной - в качающийся рычаг 12, связанный при помощи кулачка с распределительным валом станка. На наружной поверхности внутреннего барабана укреплен бандаж IS, на рабочей поверхности которого также накаловерхности бандажей, направлендых в одну сторону под одним и тем же углом к оси бандажей позволяет обеспечить качение заготовок без скольжения по бандажам при их «ращении и удержать заго гонки от осевого перемещения.
Передаточное число шестеренчатого зацепления от редуктора к внутреннему и внешнему барабанам рассчитано таким образом, чтобы окружные скорости на рабочих (периферийных) паверхностях, бандажей были равны. Диаметр бандажа 4 рабочей поверхности больше диаметра бандажа 13 на два диаметра заготовки, поэтому .все заготовки при зажиме их бандажами 4 и 13 находятся в равном зазоре между «ими и, следовательно, испытывают равные усилия со стороны бандажей.
Привод вращения цилиндрических заготовок, установленный на специальном станке, работает следующим образом.
Проволочные заготовки 14 вводятся сверху IB паз 15 подвижных лластин и пропускаются через всю приводную головку. Затем заготовки лроталкиваются через щелевой кондуктор станка и ориентированные кондуктором в вертикальной плоскости попадают в зону обработки (на чертежах не показано). В момент зарядки приводной головки внутренний барабан с бандажом 13 отведен рычагом 12 в нерабочее положение, лри котором зазор между бандажами 4 и 13 превышает диаметр заготовок (см. -фиг. 3, пунктир). При этом не лроисходит зацепления бандажей 4 я 13 -с заготовками, .которые могут свободно леремещаться в лроцессе зарядки приводной головки вдоль своей оси сверху вниз. По окончании зарядки включается электродвигатель, и оба барабана приводятся :во вращение через редуктор и шестерни 7 и 5. Затем кулачком от распределительного вала станка приводится в движение рычаг 12, освобождающий лланку 10. Резиновый буфер 11 перемещает через планку 10 и пластины 9 внутренний барабан 5 с бандажом 13 в направлении заготовок. В момент, когда заготовки окажутся в контакте с бандажами 4 и 13, заготовки прнвбдятся во вращение с окружной скоростью, равной окружным скоростям обоих барабанов, вращающихся в противоположных направлениях. При этом обеспечивается неизменное положение осей заготовок в пространстве.
Вращающиеся заготовки вместе с лриводной головкой подаются вниз с помощью кулачка и распределительного вала станка и
попадают в зону обработки (на чертеже не показана).
По окончании цикла обработки рычаг 12, поворачиваясь, давит на планку 10, сжимая буфер 11, и подвижная система с внутренним
барабаном 5 от заготовок отводится. Последние прекращают вращение, зажимаются щелевым кондуктором станка и удерживаются на месте в течение времени подъема приводной головки в верхнее исходное положение. Затем
снова срабатывают копиры распределительного вала станка, освобождая заготовки в щелевом кондукторе и зажимая их между бандажами 4 и 13 - цикл обработки вращающихся заготовок повторяется.
|Предмет изобретения
1.Привод вращения цилиндрических заготовок для .изготовления изделий типа игл из
заготовок, .получающих вращательное движение от двух взаимно противоположно движущихся приводных поверхностей, между которыми зажаты заготовки, отличающийся тем, что, с целью обеспечения на заготовках вращающего момента, необходимого для осуществления шлифования, приводные ловерхности выполнены в виде двух концентрично расположенных Вращающихся бандажей, противостоящие ловерхности которых снабжены иасечкой и образуют кольцевое пространство, в которое подаются загото:в.ки.
2.Привод по п. 1, отличающийся тем, что, с целью предотвращения осевого перемещения загото.вки, насечки «а бандажах направлены
в одну сторону под одним и тем же углом к оси бандажей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для шлифования изделий малых диаметров, имеющих форму тел вращения с криволинейной образующей | 1976 |
|
SU585049A1 |
| ВС-ТСОЮ-ТНАЯ (пдт;!?!'.':- ::.^, - •:-'БИБЛИГ^ | 1970 |
|
SU268865A1 |
| Устройство для сборки керамических пластинчатых конденсаторов с однонаправленными выводами | 1989 |
|
SU1653015A1 |
| Швейный полуавтомат | 1976 |
|
SU672250A1 |
| МНОГОПОЗИЦИОННЫЙ ППУАВТОМАТ ДЛЯ СНЯТИЯ ФАСОК | 1968 |
|
SU232054A1 |
| Автомат для двухсторонней обработки концов деталей | 1973 |
|
SU495161A1 |
| АВТОМАТИЧЕСКИЙ УНИВЕРСАЛЬНЫЙ | 1967 |
|
SU194517A1 |
| ВСЕСОЮЗНА Pi г «rrJifUO ТГ"-??!!.?!'"'";'JC | 1973 |
|
SU369981A1 |
| УСТРОЙСТВО ДЛЯ БЕЗОСТАНОВОЧНОЙ ПОПЕРЕЧНОЙ РЕЗКИ ГОФРОКАРТОНА | 2004 |
|
RU2257282C1 |
| АВТОМАТ ДЛЯ АБРАЗИВНОЙ ОТРЕЗКИ ПРИБЫЛИ НА РАБОЧЕЙ ЧАСТИ СПИРАЛЬНЫХ СВЕРЛ | 1971 |
|
SU292752A1 |

10
73
S-a--2d a3
