11 Изобретение относится к сварке и может найти применение в различных отраслях народного хозяйства. Цель изобретения - повьтаение качества соединений изделий из чугуна путем предупреждения образования трещин. Поставленная цель достигается тем, что предварительно на скошенную и нескошенную поверхность каждой кромки наплавляют промежуточный слой в виде П-образных перпендикулярных к зазору валикоа, отстоящих друг от друга на расстоянии, равном размеру зоны пластической деформации металла при последующей сварке изделий соединительным швом. Этопозволяет обеспечить минимальное проплавление основного металла и получить сварное соединение высокого качества. На фиг. 1 показана последовательность наплавки валиков на кромку трубы; на фиг. 2 - схема сборки стыка труб после наплавки кромок; на фиг. 3 - поперечное сечение стыка и схема выполнения шва; на фиг. 4 последовательность наплавки валиков на кромку таврового соединения; на фиг. 5 - поперечное сечение тавровог Соединения и схема выполнения шва. Наплавку каркаса на кромках (фиг. 1-5) начинают с выполнения 302 сварочных точек 1, затем отступают от торца детали на длину валика и выполняют сварочные точки 2, затем точки 3 до образования П-образных валиков 4, затем наплавляют валики 5 и 6, стыкуют детали и производят сварку расположенных друг против друга П-образных валиков 4 соединительными точками 7, после чего выполняют соединительные валики 8 и 9. Пример. Сваривают чугунные трубы диаметром 100 мм с толщиной стенки 6 мм. Перед сваркой производят наплавку П-образного каркаса никельсодержащими электродами марки ОЗЛ-7 диаметром 3 мм, на токе 60100 А, расстояние между валиками 10 мм, размер сварочной точки 5-6 мм высота точки 3 мм, длина валика на нескошенной части кромки 40 мм, высота валика вблизи зазора 6 мм. После наплавки каркаса производят сварку соединения заподлицо с наплавленными валиками. Результаты испытаний сварного соединения удовлетворительные, трещин не обнаружено. Использование изобретения позволяет повысить качество сварных соединений при работе их при ударных и знакопеременных нагрузках и получить экономический эффект.
О О
Фи9,Ч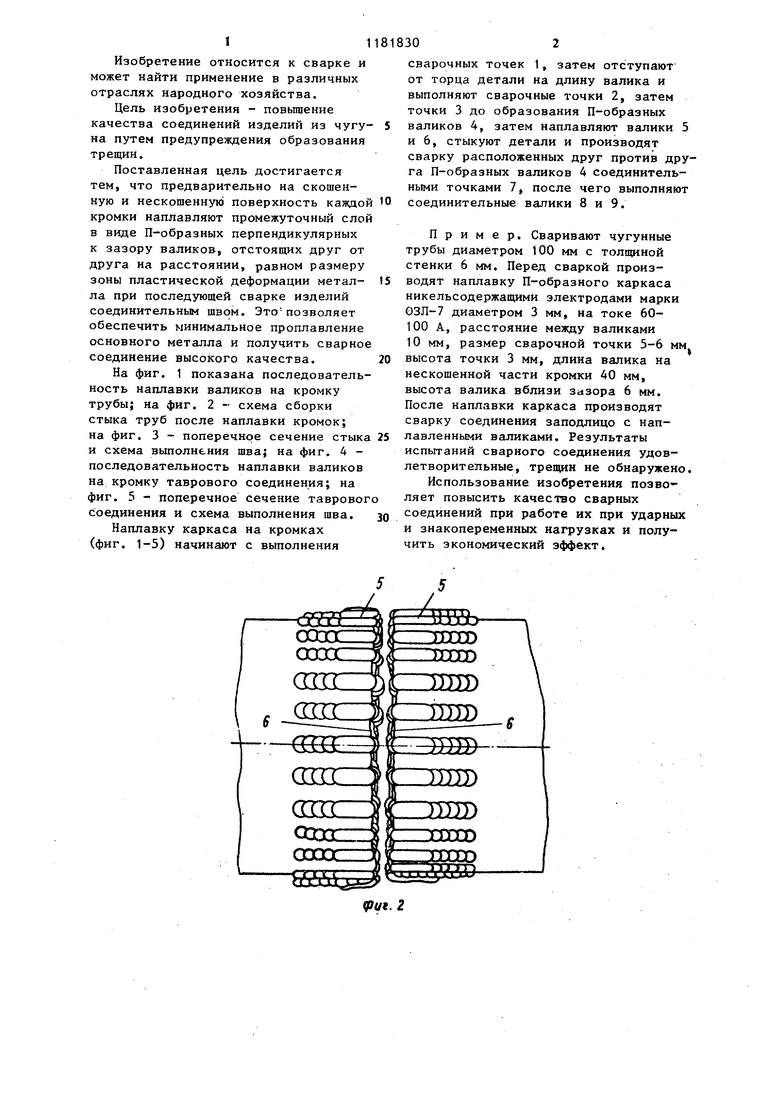
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ ИЗДЕЛИЙ ИЗ ЧУГУНА | 1995 |
|
RU2098247C1 |
| Способ получения сварного соединения | 1985 |
|
SU1278143A1 |
| СПОСОБ МОНТАЖНОЙ СВАРКИ ИЗДЕЛИЙ ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2003 |
|
RU2257984C2 |
| Способ получения сварного соединения | 1983 |
|
SU1127727A1 |
| СПОСОБ СВАРКИ ПОД ФЛЮСОМ ДЕТАЛЕЙ РАЗЛИЧНОЙ ТОЛЩИНЫ | 2021 |
|
RU2763952C1 |
| Способ сварки плавлением | 1988 |
|
SU1516282A1 |
| Способ лазерной сварки продольного шва трубы (варианты) | 2017 |
|
RU2642218C1 |
| Способ ремонта изложницы | 1983 |
|
SU1096019A1 |
| СПОСОБ СВАРКИ ИЗДЕЛИЙ ИЗ ЧУГУНА | 1996 |
|
RU2105646C1 |
| СПОСОБ ВЫПОЛНЕНИЯ СВАРНОГО СОЕДИНЕНИЯ КОЛЬЦЕВЫХ ОДНОТОЛЩИННЫХ СТЫКОВЫХ СОЕДИНЕНИЙ БИМЕТАЛЛИЧЕСКИХ ТРУБ И/ИЛИ СОЕДИНИТЕЛЬНЫХ ДЕТАЛЕЙ ТРУБОПРОВОДОВ | 2023 |
|
RU2821448C1 |

СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ЧУГУНА, по -которому на скошенную и нескошенную поверхности кромок наплавляют промежуточный слой с использованием никельсодержащих сварочных материалов, выполняя наплавку поточечное остьшанием предьщущего валика перед наложением последующего до температуры 60-80 0, а затем производят сборку соединения с зазором между кромками и сварку соединительным швом, отличающийся тем, что, с целью повышения качества соединений путем предупреждения образования трещин, наплавку выполняют на участке шириной не менее двух и не б.олее трех толщин свариваемого металла, считая от скоса кромки, образуя поперечные к зазору и охватывакицие обе стороны кромки П-образные валики, при расстоянии между валиками, равном размеру зоны пластической деформации, возникающей при сварке соединительного щва, затем на первые валики наплавляют повторные валики непрерывна с нарастанием толщины наплавки от периферии к зазору до размера зоны пластической деформации. 00 00 со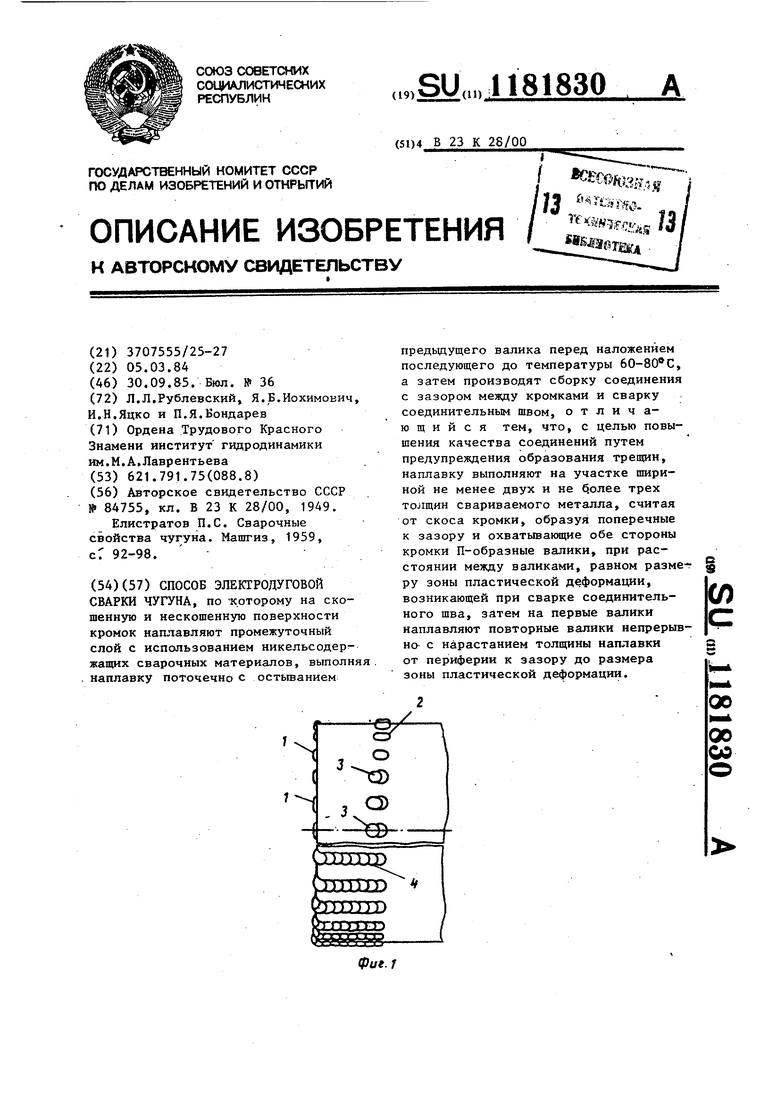
(Риг. 5
| Способ холодной электродуговой сварки ковкого чугуна | 1949 |
|
SU84755A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Елистратов П.С | |||
| Сварочные свойства чугуна | |||
| Машгиз, 1959, сГ 92-98. | |||
