Изобретение относится к машиностроению и может быть использовано при изготовлении гнутых сварных обечаек из листового материала. Целью изобретения является повышение точности в результате более плотного соединения сторон заготовки в стыке. На чертеже показана предварительно изогнутая и готовая обечайки. Способ осушествляется следующим образом, Листовую заготовку изготавливают с припуском под обрезку кромок, осуш,ествляют гибку листовой заготовки до соприкосновения кромок и получения цилиндрической обечайки 1 диаметра большего, чем диаметр готовой обечайки 2, затем припуск 3 и 4 по обеим кромкам одновременно обрезают таким образом, чтобы стыкуемые кромки образовывали двугранный угол, вершина которого находится на внутренней поверхности обечайки 1, а величина тангенса этого угла равна отиощению длины припуска L к удвоенному значению внутреннего диаметра dz предварительно изогнутой обечайки 1. После чего производят окончательную гибку заготовки в цилиндрическую заготовку 5 с получением плотного контакта кромок в стыке 6. В указанном положении обечайку жестко закрепляют, включают сварочный агрегат и место стыка сваривают с помощью неплавящегося электрода, после чего полученную обечайку 1 используют по назначечению. При изготовлении обечаек диаметром 500-1000 мм использование предложенного способа позволяет разброс отклонений диаметральных размеров регулировать в пределах ±0,38 мм. Экономический эффект при использовании предложенного способа достигается за счет ликвидации операций расточки и обточки и уменьшения брака по сварке, заменив ее с ручной на автоматическую, обеспечивающую однородность металла в зоне стыка и соответственное повышение качества изготовления обечаек.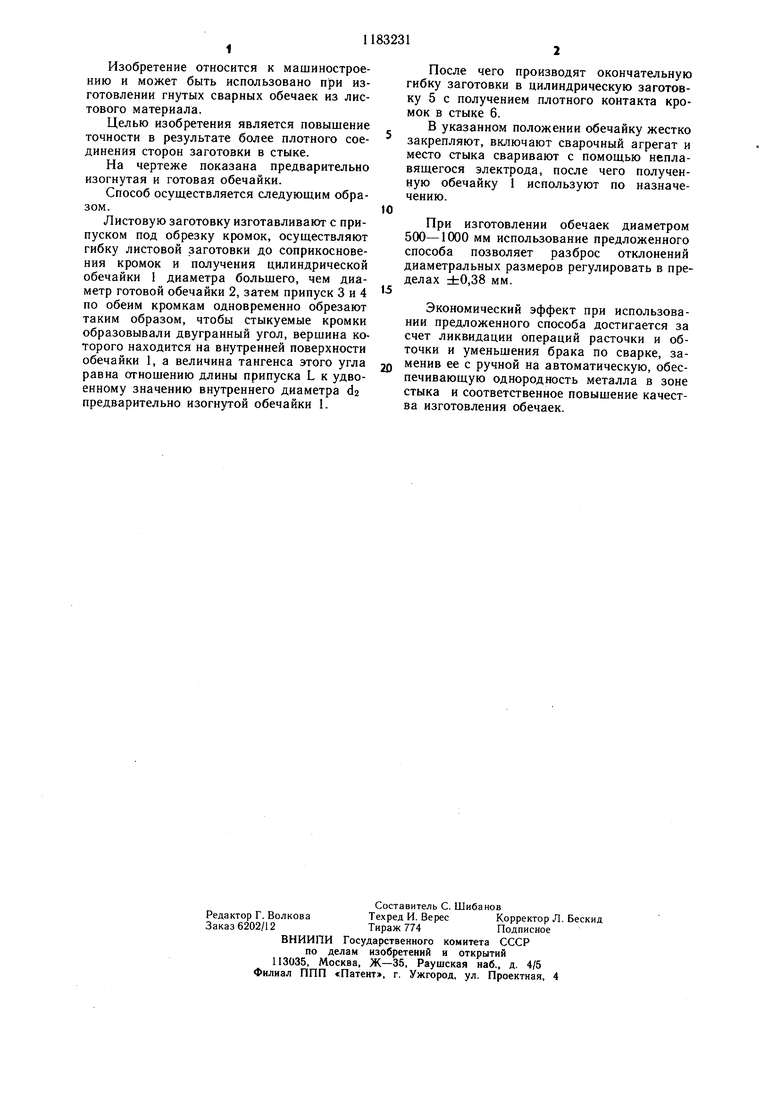
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МОНТАЖА СТЕНКИ ЦИЛИНДРИЧЕСКОГО РЕЗЕРВУАРА ИЗ РУЛОННОЙ ЗАГОТОВКИ | 1992 |
|
RU2046915C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ИЗДЕЛИЙ ИЗ КВАРЦЕВОГО СТЕКЛА | 1993 |
|
RU2099296C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛБ МЕТАЛЛИЧЕСКОГО ТЕРМОСА | 1995 |
|
RU2089320C1 |
| Способ изготовления сварных стальных аппаратов | 1989 |
|
SU1636159A1 |
| Способ изготовления сварной тонкостенной конической детали, состоящей из обечайки и привариваемых к ней по кольцевым стыкам корпусных деталей | 2020 |
|
RU2748843C1 |
| Установка для сборки под сварку и автоматической сварки продольных швов обечаек | 1979 |
|
SU863280A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И МОНТАЖА РЕЗЕРВУАРОВ ИЗ РУЛОНИРОВАННЫХ ПОЛОТНИЩ | 1995 |
|
RU2083783C1 |
| Установка для сборки и сварки тонкостенных конических обечаек | 1980 |
|
SU927470A1 |
| Способ изготовления цилиндрическихОбОлОчЕК | 1979 |
|
SU804077A1 |
| Способ получения кольцевых стыковых соединений | 1981 |
|
SU963767A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ОБЕЧАЕК, преимущественно сварных, заключающийся в изготовлении листовой заготовки с припуском по кромкам, предварительной гибке заготовки, обрезке припуска по двум кромкам и окончательной гибке заготовки в цилиндрическую обечайку, отличающийся тем, что, с целью повыщения точности, предварительную гибку заготовки осуществляют до соприкосновения кромок и получения цилиндрической обечайки диаметра большего, чем диаметр готовой обечайки, а припуск по двум кромкам обрезают одновременно таким образом, чтобы стыкуемые кромки образовывали двугранный угол, вершина которого находится на диаметрально противоположной внутренней поверхности, с предварительно изогнутой обечайкой, а величина тангенса этого угла равна отношению длины припуска к удвоенному значению внутреннего диаметра предварительно изогнутой обечайки. (Л 00 00 to САЭ
| Мошнин Е | |||
| Н | |||
| Гибка, обтяжка и правка на прессах- М.: Машгиз, 1959, с | |||
| Катодное реле | 1918 |
|
SU159A1 |
