Изобретение относится к области машиностроения, а именно к сборке и сварке кольцевых стыков тонкостенных конических обечаек и корпусных деталей, например, таких как днища, фланцы, втулки, и может быть применено при производстве кожухов, раструбов, емкостей и других изделий.
Известен способ сборки под сварку кольцевых стыков на разжимных кольцах (справочник «Сварка и свариваемые материалы» II том под редакцией В.М. Ямпольского, изд. МГТУ им. Н.Э. Баумана, 1996 г., стр. 47-48). Способ сборки под сварку предусматривает операции: изготовление сборочных единиц, сборку и подгонку свариваемых кромок деталей без смещения, установку деталей на подкладное кольцо, сварку.
Данный способ сборки под сварку кольцевых стыков деталей осуществляют без смещения свариваемых кромок. При сварке конических деталей сложно обеспечить подгонку деталей для обеспечения сборки без смещения свариваемых кромок. Данный способ приводит к образованию смещения кромок после сварки в результате сварочных деформаций, что значительно снижает качество сварного соединения и, соответственно, качество и точность геометрических параметров сборочной единицы.
Общими признаками для аналога и заявленного изобретения являются: изготовление сборочных единиц; сборка, установка деталей на подкладное кольцо, сварка.
Известен также способ сборки под сварку кольцевых стыков емкостей (патент РФ №2290290, МПК В23К 37/04, опубл. 27.12.2006 г.), принятый за прототип, включающий изготовление обечаек и днищ, сборку свариваемых деталей на разборном подкладном кольце, сварку кольцевого стыка и удаление подкладного кольца. Перед сборкой кромки свариваемых деталей нагревают наружным гибким нагревательным элементом и в нагретом состоянии свободно надвигают на собранное вне емкости подкладное кольцо до полного контакта торцевых поверхностей свариваемых деталей, отключают нагревательный элемент и полученную сборку охлаждают до комнатной температуры, после чего выполняют сварку кольцевого стыка и удаляют подкладное кольцо.
Недостатком известного способа является сложность и длительность технологического процесса подготовительно-заключительных работ сборки, сварки деталей. Это обусловлено тем, что требуется проведение таких операций, как:
- намотка гибкого нагревательного элемента на кромки свариваемых деталей, что затруднительно при сварке конусных деталей;
- предварительный нагрев кромок свариваемых деталей, что требует дополнительных затрат электроэнергии;
- сборка и разборка подкладного кольца сложной конструкции, состоящего из нескольких частей.
Кроме того, после сварки данным способом конических тонкостенных деталей неизбежно возникновение смещения кромок вследствие сварочных деформаций металла, что приводит к изменению геометрических параметров сборочной единицы.
Общими признаками для прототипа и заявленного изобретения являются:
изготовление обечайки и привариваемого к ней днища (корпусной детали), сборка свариваемых деталей на подкладном кольце, сварка кольцевого стыка.
Задачей изобретения является разработка способа сборки и сварки тонкостенных конических обечаек и корпусных деталей с вложением минимальных трудовых и энергетических затрат на проведение подготовительно-заключительных работ, обеспечение качества сварного шва и точности геометрических параметров сборочной единицы.
При решении поставленной задачи достигаются следующие технические результаты:
- исключение подготовительно-заключительных операций: намотка гибкого нагревательного элемента на кромки свариваемых деталей; предварительный нагрев кромок свариваемых деталей, что требует дополнительных затрат электроэнергии; сборка и разборка подкладного кольца;
- исключение смещения кромок после сварки конических тонкостенных деталей вследствие сварочных деформаций металла;
- обеспечение точности геометрических параметров сборочной единицы.
Технические результаты достигаются тем, что в способе изготовления сварной тонкостенной конической детали, состоящей из обечайки и привариваемых к ней по кольцевым стыкам корпусных деталей, включающий изготовление упомянутых обечайки и корпусных деталей, сборку свариваемых обечайки и корпусных деталей на подкладных кольцах и сварку кольцевых стыков обечайки и корпусных деталей, согласно изобретению упомянутые корпусные детали со стороны свариваемого кольцевого стыка выполняют с диметром большим, чем диаметр обечайки со стороны соответствующего свариваемого кольцевого стыка без изменения заданной толщины свариваемой кромки в месте кольцевого стыка, который определяют т по формуле:
∅к.д=∅об.+2*δ*K1*K2*K3, где
∅к.д. - диаметр корпусной детали со стороны свариваемого кольцевого стыка,
∅об. - диаметр обечайки со стороны свариваемого кольцевого стыка,
δ - толщина свариваемой кромки детали в месте кольцевого стыка,
K1 - коэффициент, учитывающий усадку материала в зависимости от способа сварки,
K1=0,3 для сварки в защитных газах, К2 - коэффициент, учитывающий усадку материала в зависимости от марки материала деталей, К2=1 для стали, К1=0,9 для титана, К2=0,8 для алюминия,
К3 - коэффициент, учитывающий усадку материала в зависимости от угла конусности обечайки и корпусных деталей, К3=1,0 для угла конусности α=30…45°, К3=0,8 для угла конусности α=46…60°.
Упомянутые корпусные детали выполнены в виде днища, фланца или втулки. Используют подкладные кольца в виде цельных подкладных колец, диаметры и угол конусности которых соответствуют внутренним диаметрам и углу конусности обечайки.
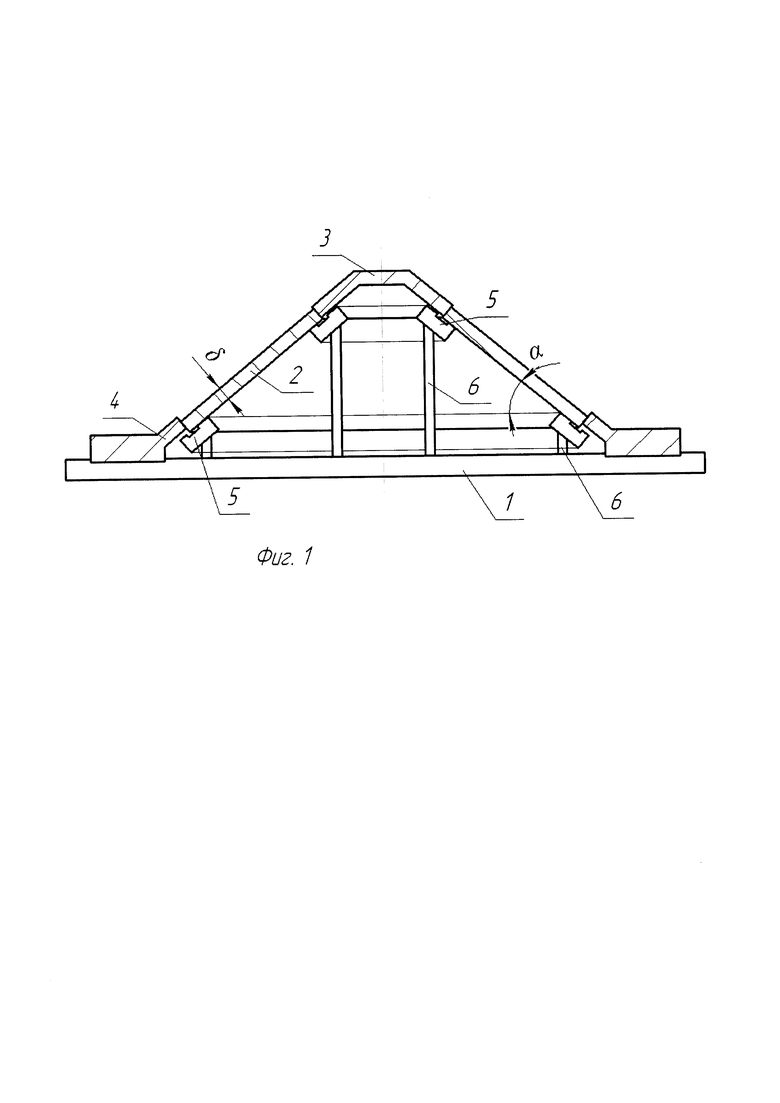
Сущность способа сборки под сварку кольцевых стыков тонкостенных конических деталей поясняется чертежом - фиг. 1 - сборочная единица - конусная обечайка с днищем и фланцем, где:
1 - планшайба (базовая поверхность) для базирования и осуществления сборочно-сварочных работ; 2 - обечайка, 3 - днище, 4 - фланец, 5 - подкладные кольца, установленные на стойках 6 планшайбы 1.
Способ сборки под сварку кольцевых стыков тонкостенной конической детали, например, обечайки с корпусными деталями, например, днищем, фланцем, втулкой осуществляют следующим образом (Фиг. 1).
Изготавливают обечайку 2, корпусные детали - днище 3, фланец 4, при этом днище 3 и фланец 4 со стороны свариваемых кольцевых стыков выполняют большими диаметрами, чем диаметр обечайки 2, без изменения заданной толщины 6 свариваемых кромок в местах кольцевых стыков. Диаметр днища 3 и фланца 4 со стороны свариваемых кольцевых стыков определяют по формуле:
∅к.д=∅o6.+2*S*К1*К2*К3, где
∅к.д. - диаметр корпусных деталей - днища 3 и фланца 4 со стороны свариваемых кольцевых стыков;
∅об. - диаметр обечайки 2 со стороны свариваемого кольцевого стыка;
δ - толщина свариваемых кромок деталей 2, 3, 4 в местах кольцевых стыков;
К1 - коэффициент, учитывающий усадку материала в зависимости от способа сварки;
К2 - коэффициент, учитывающий усадку материала в зависимости от марки материала деталей;
К3 - коэффициент, учитывающий усадку материала в зависимости от угла конусности обечайки 2 и корпусных деталей 3, 4;
Сборку под сварку деталей 2, 3, 4 осуществляют на цельных подкладных кольцах 5, диаметры и угол конусности которых соответствуют внутренним диаметрам и углу конусности обечайки. Известная типовая конструкция подкладного кольца 5 представлена в книге «Технология электрической сварки металлов и сплавов плавлением» под редакцией академика Б.Е. Патона, «Машиностроение», 1974, стр. 188.
Значения коэффициентов К1, К2, К3 определены опытным путем и составляют:
К1=0,3 для сварки в защитных газах
К2=1 для стали
К2=0,9 для титана
К2=0,8 для алюминия
К3=1,0 для α=30÷45°
К3=0,8 для α=46÷60°,
α - угол конусности обечайки.
На базовую поверхность приспособления, например, планшайбу 1 с установленными на ней опорными стойками 6 закрепляют цельные подкладные кольца 5, диаметры и угол конусности которых соответствуют внутренним диаметрам и углу конусности обечайки 2. Сборку свариваемых деталей осуществляют в следующей последовательности: на планшайбе 1-на ее центрирующей базовой поверхности - закрепляют фланец 4; на цельные подкладные кольца 5 устанавливают обечайку 2, при этом обечайка 2 контактирует с конусными базовыми поверхностями подкладных колец 5 и торцевой поверхностью фланца 4; далее на торцевую поверхность обечайки 2 устанавливают днище 3. В процессе сборки обеспечивают равномерное распределение смещения свариваемых кромок деталей 2, 3, 4 по всей длине каждого свариваемого кольцевого стыка, после чего выполняют сварку в защитных газах. После сварки сборочную единицу снимают с подкладных колец 5 планшайбы 1.
За счет выполнения днища 3 и фланца 4 со стороны свариваемых кольцевых стыков диаметрами, большими, чем диаметр стыкуемой обечайки 2, без изменения заданной толщины 5 свариваемых кромок в месте кольцевого стыка, и применения подкладных колец 5 диаметрами и углом конусности, соответствующими внутренним диаметрам и углу конусности обечайки 2, в процессе сварки в результате расплавления металла и вследствие пластических деформаций происходит поднятие торцев обечайки 2 относительно торцев корпусных деталей 3, 4 на величину смещения свариваемых кромок, заданную разностью диаметров обечайки 2 и корпусных деталей 3 и 4, необходимую и достаточную для получения заданной точности геометрических параметров изделия. Кроме того снизились затраты на расход электроэнергии и трудовые затраты при осуществлении заявленного способа сборки под сварку деталей.
Пример осуществления способа.
Изготовлена конусная обечайка высотой 119 мм с углом конусности 45°, толщиной 3 мм, большим диаметром - 575 мм., меньшим диаметром - 290 мм из листового материала ХН45МВТЮБР-ИД (ЭП718-ИД). Изготовлены корпусные детали - днище 3 и фланец 4 из поковок, марка материала днища 3 и фланца 4- ХН45МВТЮБР-ИД (ЭП718-ИД). При этом диаметры днища 3 и фланца 4 со стороны свариваемых кольцевых стыков выполнили большими диаметрами, чем диаметры стыкуемой обечайки 2, без изменения заданной толщины свариваемых кромок в местах кольцевых стыков.
Диаметры корпусных деталей - днища 3 и фланца 4 определили по формуле:
∅к.д.=∅об.+2*5*К1*К2*К3, где
∅к.д. - диаметр корпусных деталей - днища 3 и фланца 4 со стороны свариваемых кольцевых стыков;
∅об. - диаметр обечайки 2 со стороны свариваемого кольцевого стыка;
δ - толщина свариваемых кромок деталей 2, 3,4 в местах кольцевых стыков;
К1 - коэффициент, учитывающий усадку материала в зависимости от способа сварки;
К2 - коэффициент, учитывающий усадку материала в зависимости от марки материала деталей 2, 3, 4;
К3 - коэффициент, учитывающий усадку материала в зависимости от угла конусности деталей 2, 3, 4;
При этом коэффициенты выбираются с учетом исходных данных.
Установлены следующие значения коэффициентов:
К1=0,3 (сварка в защитных газах);
К2=1 (для стали);
К3=1,0 (для α=30÷45°);
α - угол конусности обечайки;
δ - 3 мм (толщина свариваемых кромок).
По большему диаметру обечайки - 575 мм изготовили фланец 4 диаметром, определяемым по формуле для сварки в защитных газах:
∅=575+2*3*0,3*1*1=576,8 мм.
По меньшему диаметру обечайки - 290 мм изготовили днище 3 диаметром, определяемым по формуле для сварки в защитных газах:
∅=290+2*3*0,3*1*1=291,8 мм.
Сборку под сварку деталей осуществили на цельных подкладных кольцах 5, диаметры и угол конусности которых соответствуют внутренним диаметрам и углу конусности обечайки 2, при этом в подкладные кольца 5 поступал аргон для защиты корня шва от окисления.
Сборку под сварку деталей 2, 3, 4 осуществили на базовой поверхности планшайбы 1. Сначала провели подготовку к сборке деталей 2, 3, 4 в следующей последовательности: на базовой поверхности планшайбы 1 с установленными на ней опорными стойками 6, закрепили подкладные кольца 5 на расстоянии относительно друг друга, соответствующем высоте обечайки - 119 мм. Далее провели сборку свариваемых деталей 2, 3, 4 в следующей последовательности: на планшайбе 1 - на ее центрирующей базовой поверхности закрепили фланец 4; на подкладные кольца 5 установили обечайку 2, при этом обечайка 2 контактирует с базовыми конусными поверхностями подкладных колец 5 и торцевой поверхностью фланца 4; далее на торцевую поверхность обечайки 2 установили днище 3. В процессе сборки обеспечили равномерное распределение смещения свариваемых кромок деталей 2, 3, 4 по всей длине каждого свариваемого кольцевого стыка. Выполнили прихватки ручной аргонодуговой сваркой на каждом свариваемом кольцевом стыке (прихватки на расстоянии 80-120 мм). Планшайбу 1 с собранными деталями 2, 3, 4 установили на сварочном манипуляторе, закрепили, выполнили наклон сборочной единицы в горизонтальное положение. После чего выполнили автоматическую аргонодуговую сварку каждого стыка за два прохода: первый проход - без проволоки, второй проход - с проволокой Св-ЭП533.
В процессе сварки вследствие сварочных деформаций происходит расплавление металла и поднятие торцев обечайки 2 относительно торцев корпусных деталей 3, 4 на величину смещения свариваемых кромок, заданную разностью диаметров обечайки 2 и корпусных деталей 3 и 4, необходимую и достаточную для получения заданной точности геометрических параметров изделия. После сварки открепили планшайбу 1, сняли готовое изделие, выполнили дальнейшие операции (слесарная обработка, термическая обработка, рентгенографический контроль и др.). Готовое изделие соответствует заданным качественным и геометрическим параметрам.
Практическая реализация заявленного способа сборки под сварку кольцевых стыков тонкостенных конических деталей позволяет сделать выводы о промышленной (технической) его осуществимости с достижением указанных выше технических результатов.
Предложенный способ по сравнению с прототипом позволяет снизить трудоемкость осуществления процесса сборки под сварку кольцевых стыков тонкостенных конических обечаек, обеспечить качественные сварные швы и геометрические параметры готового изделия, снизить затраты на расход электроэнергии.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ, СБОРКИ И СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ | 2000 |
|
RU2168405C1 |
| СПОСОБ СБОРКИ ПОД СВАРКУ КОЛЬЦЕВЫХ СТЫКОВ ЕМКОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2290290C1 |
| УСТАНОВКА ДЛЯ СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ ОБОЛОЧЕК | 2007 |
|
RU2374053C2 |
| СПОСОБ СВАРКИ ДЕТАЛЕЙ РАЗЛИЧНОГО ДИАМЕТРА И РАЗНОЙ ТОЛЩИНЫ | 2014 |
|
RU2572435C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ БАЛЛОНОВ | 2000 |
|
RU2167019C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННОЙ ОБОЛОЧКИ | 2004 |
|
RU2255829C1 |
| Способ электронно-лучевой сварки закрытых сферических и цилиндрических сосудов и защитное приспособление для его реализации | 2020 |
|
RU2733964C1 |
| ФОРМИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ СВАРКИ С ПРИНУДИТЕЛЬНЫМ ФОРМИРОВАНИЕМ КОЛЬЦЕВЫХ ШВОВ | 1990 |
|
SU1815890A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ОСЕСИММЕТРИЧНЫХ КОРПУСОВ СОСУДОВ, РАБОТАЮЩИХ ПОД ВЫСОКИМ ДАВЛЕНИЕМ | 2015 |
|
RU2584622C1 |
| Способ сварки кольцевых стыков | 1984 |
|
SU1266692A1 |
Изобретение относится к области сварочного производства тонкостенных конических деталей, состоящих из обечаек и корпусных деталей, свариваемых между собой по кольцевым стыкам. Способ включает изготовление обечайки и привариваемых к ней корпусных деталей, например днищ, фланцев или втулок, сборку свариваемых деталей на цельных подкладных кольцах и сварку кольцевых стыков. Корпусные детали со стороны кольцевых стыков выполняют большими диаметрами, чем диаметр стыкуемой обечайки, без изменения заданной толщины свариваемых кромок в местах кольцевых стыков, при этом диаметр корпусных деталей со стороны кольцевых стыков определяют по соответствующей формуле с учетом усадки конкретного материала, способа сварки и угла конусности. Использование изобретения позволяет снизить трудоемкость изготовления, а также повысить качество и точность геометрических параметров готового изделия. 2 з.п. ф-лы, 1 ил.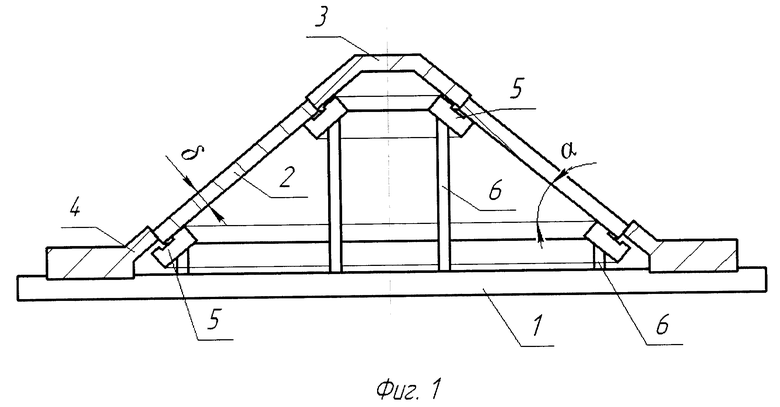
1. Способ изготовления сварной тонкостенной конической детали, состоящей из обечайки и привариваемых к ней по кольцевым стыкам корпусных деталей, включающий изготовление упомянутых обечайки и корпусных деталей, сборку свариваемых обечайки и корпусных деталей на подкладных кольцах и сварку кольцевых стыков обечайки и корпусных деталей, отличающийся тем, что упомянутые корпусные детали со стороны свариваемого кольцевого стыка выполняют с диметром большим, чем диаметр обечайки со стороны соответствующего свариваемого кольцевого стыка без изменения заданной толщины свариваемой кромки в месте кольцевого стыка, который определяют по формуле
 ,
,
где ∅к.д. - диаметр корпусной детали со стороны свариваемого кольцевого стыка,
∅об. - диаметр обечайки со стороны свариваемого кольцевого стыка,
δ - толщина свариваемой кромки детали в месте кольцевого стыка,
K1 - коэффициент, учитывающий усадку материала в зависимости от способа сварки, K1=0,3 для сварки в защитных газах,
К2 - коэффициент, учитывающий усадку материала в зависимости от марки материала деталей, К2=1 для стали, К2=0,9 для титана, К2=0,8 для алюминия,
К3 - коэффициент, учитывающий усадку материала в зависимости от угла конусности обечайки и корпусных деталей, К3=1,0 для угла конусности α=30…45°, К3=0,8 для угла конусности α=46…60°.
2. Способ по п. 1, отличающийся тем, что упомянутые корпусные детали выполнены в виде днища, фланца или втулки.
3. Способ по п. 1 или 2, отличающийся тем, что используют подкладные кольца в виде цельных подкладных колец, диаметры и угол конусности которых соответствуют внутренним диаметрам и углу конусности обечайки.
| СПОСОБ СБОРКИ ПОД СВАРКУ КОЛЬЦЕВЫХ СТЫКОВ ЕМКОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2290290C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ БАЛЛОНОВ | 2000 |
|
RU2167019C1 |
| СПОСОБ ОБРАЗОВАНИЯ СТЫКОВЫХ СВАРНЫХ ШВОВ НА ТРУБАХ | 2005 |
|
RU2300451C2 |
| Способ изготовления тонкостенных оболочковых конструкций | 1982 |
|
SU1107990A1 |
| Способ сборки свариваемых кромок обечайки | 1990 |
|
SU1808598A1 |
| CN 109604907 A, 12.04.2019 | |||
| CN 110064813 A, 30.07.2019. | |||

