00 00
i;o i ч1 I1 Изобретение относится к автомат ческому управлению процессом экстр ции в масложировой отрасли пищевой промышленности, Цель изобретения - повышение выхода масла. На чертеже изображена схема, реализующая предлагаемый способ. Схема содержит загрузочный бункер 1 с датчиком 2 и 3 верхнего и нижнего уровня, четыре загрузочных шнека 4 (изображен один) с электроприводами 5, бесконтактный переключатель 6, переключающее реле 7, вторичный прибор 8, с регу лирующим устройством (не показано) регулятор 9 соотношения с коррекцией по третьему параметру, акустический датчик 10 уровня маслосо держащего материала в первой ячейке экстрактора 11 с измерительным преобразователем 12, задатчик 13 режима работы экстрактора, связанный с приводом 14, акустический датчик 15 уровня маслосодержащего материала во второй ячейке с измери тепьным преобразователем 16, сумматор 17, задатчик 18 уровня мисцеллы над материалом, регуляторы 19 уровн мисцеллы, акустические датчики 20 уровня мисцеллы в последующих ячейках экстрактора с измерительными преобразователями 21, регулирующие клапаны 22. установленные на нагне тательных линиях насоса 23 мисцеллы, насос 24, разгрузочный бункер 25 и разгрузочный шнек 26 обезжиренного материала, подаваемого в тостер. Автоматическое управление по предлагаемому способу осуществляется следующим образом. В загрузочном бункере 1 установ лены датчики 2 и 3 верхнего и нижн го уровня. При понижении уровня ни требуемого срабатывает датчик 3 нижнего уровня и отключает привод 14 экстрактора 11 и электроприводы 5 загрузочных шнеков 4. При повыше уровня материала в загрузочном бун кере 1 выше требуемого срабатывает датчик 2 верхнего уровня и отключа приводы транспортных элементов, подающих материал из подготовитель ного отделения, и одновременно запитает электроприводы 5 и 14. На неподвижной части роторного экстра тора 1 1 установлен беско 1тактный переключатель 6 - геркон и переключающее выходное реле 7, предназначенные для управления работой регулятора 9 соотношения скорости вращения экстрактора 11 и электроприводов 5 загрузочных шнеков 4. Регулятор 9 сравнивает действительное значение уровня с заданным, установленнь м в самом регуляторе, и вырабатывает в начальный момент времени максимальный регулируюций сигнал, который соответствует максимальному числу оборотов электроприводов 5. По мере увеличения уровня, с учетом скорости вращения экстрактора число оборотов электроприводов 5 загрузочных шнеков 4 уменьшается до заданного значения. При помощи вторичного привода 8, задав контрольную зону уровня путем передвижения по его шкале стрелок, соединенных с микропереключателями, осуществляется сигнализация двух контрольных точек. До тех пор, пока уровень не достигнет своего заданного по шкале вторичного прибора нижнего значения, переход ячейки во вторую позицию заблокирован. В случае достижения заданного верхнего значения уровня отключаются электроприводы 5 загрузочных шнеков 4. Заполненная ячейка переходит на вторую позицию, где начинается пропитка товара мисцеллой, подаваемой в-верхнюю часть ячейки насосом 24. Ячейка с товаром, пропитанным мисцеллой, поступает на третью позицию. Здесь и в последующих позициях для улучшения процесса экстрагирования необходимо поддержать над товаром определенный слой мисцеллы независимо от изменения величины слоя материала в ячейках экстрактора. I Сигнал об истинном текущем значении урЬвня Н слоя материала поступает от датчика 15, установленного над второй позицией, через измерительный преобразователь 16 в сумматор 17, где происходит его арифметическое сложение с заданной величиной уровня Н,, слоя мисцеллы над слоем материала. Суммарное значение полученной величины в виде сигнала задания поступает в регулятор 19 уровня ,еллы, где происходит его сравнение с величиной уровня Hj затопленного слоя, значение которой пропорционально сигналу, поступающему от датчика 20 уровня, установленного над третьей позицией, через измерительный преобразователь 21. Регулятор 19 отрабатывает результирующий сигнал, поступающий на регулирующий клапан 22, установленный на нагнетательной линии насоса 23 мисцеллы. Контуры регулирования уровня мисцеллы с элементами автоматики 19-22 установлены не на каждой позиции 11 74 ячеек, а через одну, что не сказывается на качестве регу;шрования и не влияет на ход технологического процесса. Предлагаемый способ позволяет проводить процесс зкстракции при любой высоте слоя товара без пересчета уставок задатчиков и регуляторов с заданной заранее высотой слоя мисцеллы над слоем масличного материала.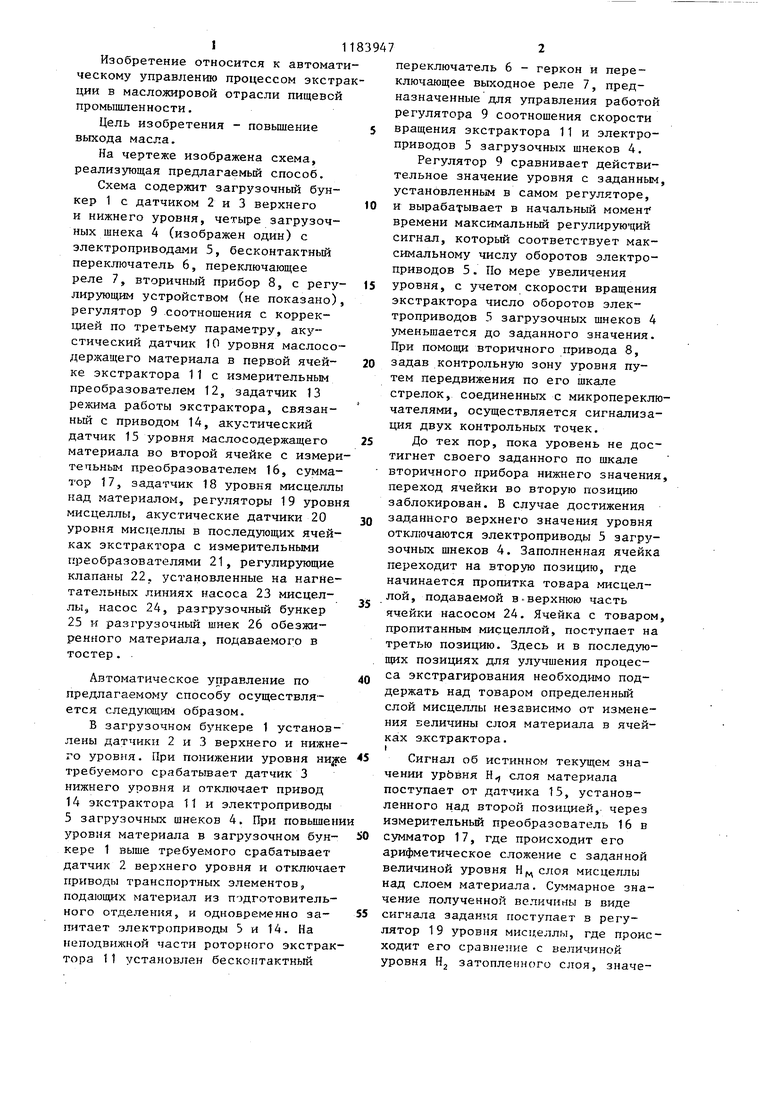
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического управления процессом экстракции с предварительной пропиткой экстрагируемого материала растворителем | 1982 |
|
SU1097980A2 |
| СПОСОБ ЭКСТРАКЦИИ РАСТИТЕЛЬНЫХ МАСЕЛ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2166533C2 |
| НЕПРЕРЫВНОДЕЙСТВУЮЩАЯ ПРОТИВОТОЧНАЯ ЭКСТРАКЦИОННАЯ УСТАНОВКА | 1965 |
|
SU167929A1 |
| Способ автоматического управления процессом экстракции с предварительной пропиткой экстрагируемого материала растворителем | 1982 |
|
SU1062199A1 |
| Вертикальный иммерсионный шнековый экстрактор | 1982 |
|
SU1039956A1 |
| Способ автоматического управления процессом экстракции с предварительной пропиткой экстрагируемого материала растворителем в аппаратах многократного орошения | 1982 |
|
SU1039957A1 |
| НЕПРЕРЫВНО ДЕЙСТВУЮЩАЯ ПРОТИВОТОЧНАЯ УСТАНОВКА ДЛЯ ЭКСТРАГИРОВАНИЯ ЭФИРНЫХ МАСЕЛ СЖИЖЕННЫМИГАЗАМИ | 1968 |
|
SU210304A1 |
| Непрерывно действующий аппарат для экстракции растительных масел | 1961 |
|
SU142723A1 |
| Способ автоматического управления процессом экстракции с предварительной пропиткой экстрагируемого материала растворителем в аппаратах многократного орошения | 1987 |
|
SU1449572A1 |
| Вертикальный шнековый противоточный экстрактор | 1975 |
|
SU737434A1 |
СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ЭКСТРАКЦИИ, предусматривающий измерение уровня экстрагируемого материала в загрузочном бункере экстрактора и регулирование числа оборотов приводов загрузочного транспортера и экстрактора, отличающийся тем, что, с целью повышения выхода масла, регулируют уровень слоя мйсцеллы над слоем экстрагируемого материала путем изменения расхода рециркулируемой мйсцеллы, а регулирование числа оборотов приводов загрузочного i транспортера и экстрактора осуществляют по заданной программе. (Л
3D
R)S
J
| Васильев Н.Ф | |||
| и др | |||
| Автоматизация маслрэкстракционного производства | |||
| - М.: Пищевая промышленность, 1979, с | |||
| Заслонка для русской печи | 1919 |
|
SU145A1 |
