€Л
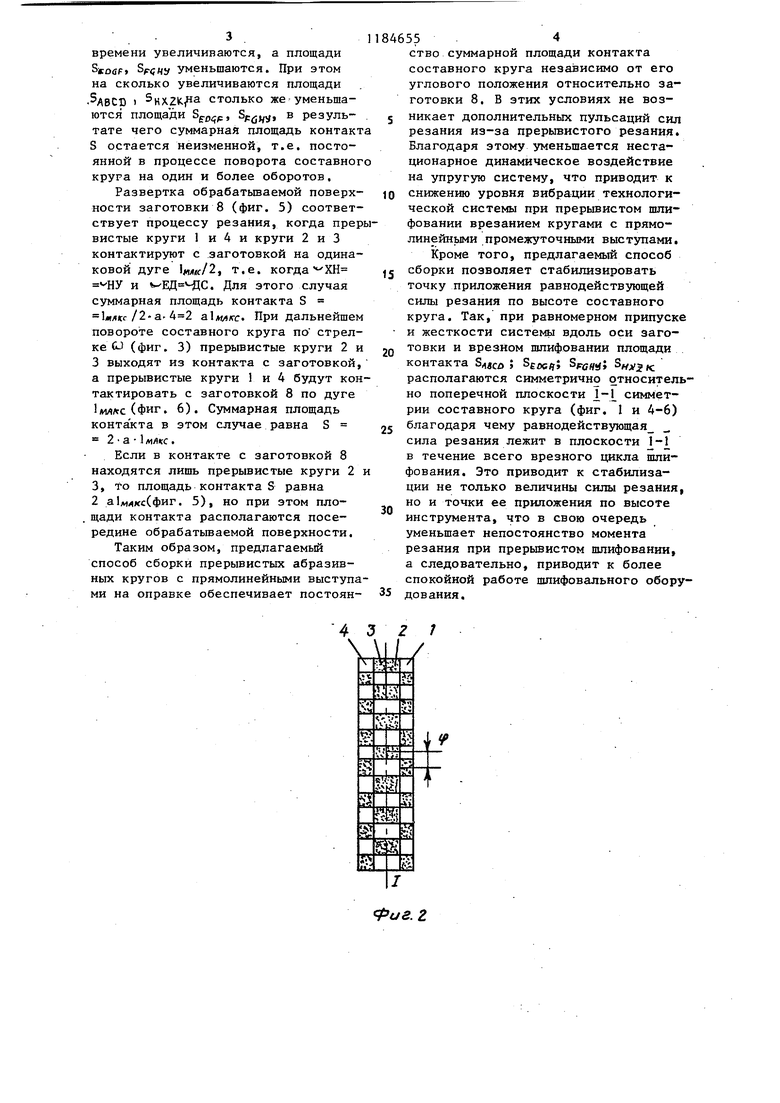
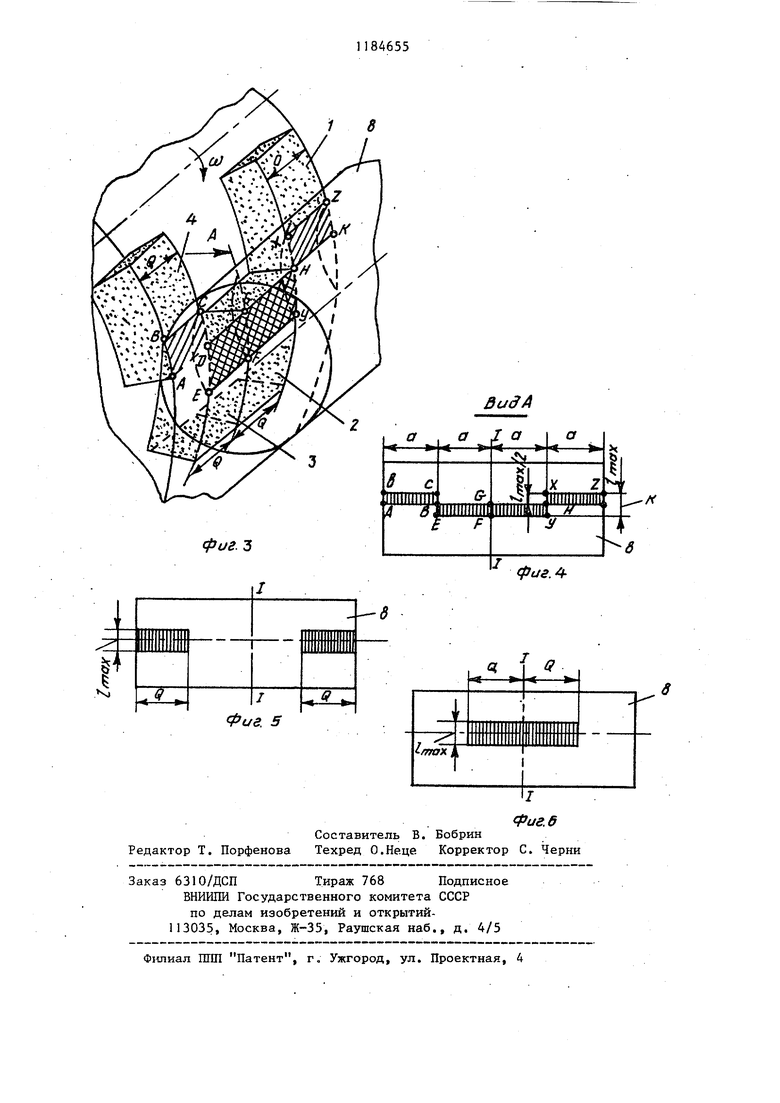
sn Изобретение относится к изготов лению абразивного инструмента, изделий и может быть использовано в различных отраслях машиностроения. Цель изобретения - повьшение стойкости сборного прерьюистого абразивного .круга. На фиг. 1 представлено одно из возможных конструктивных решений составного абразивного инструмента в котором реализован предлагаемый способ; на фиг. 2 - развертка рабочей поверхности зтого круга, со.держащего четыре самостоятельных прерьшистых абразивных круга и представленного на фиг.. 1; на фиг. 3 - схема площади контакта в момент, когда линия контакта круга с изделием проходит через плоскость расположения кромок выетупов; на фиг. 4 - то же, в момент, когда с изделием касаются все 1 ;руги набора; на фиг. 5 - то же, в момент, когда с изделием касаются только крайние два круга; на фиг. 6 - то же, в момент, когда с изделием касаются только средние два круга. Составной абразивный круг (фиг. состоит из абразивных кругов 1 - 4 с прерывистой режущей поверхностью Прерывистые абразивные круги 1-4 с прямыми режущими выступами по уг ловой величине, равными впадинами, устанавливают на оправку 5 и затем с помощью фланца 6 и болтов стягив ют их, получая составной абразивны круг, который перед шлифованием из делий закрепляют на шпинделе 7 ста ка. Предлагаемый способ осуществляют следующим образом. На оправку 5 (фиг. 1) надевают дентральньм отверстием прерывистые круги 1-4. При зтом прерьшистый круг 1 надевают без какой-либо угловой ориентации относительно оси вращения инструмента. Прерывистые круги 2 н 3 перед надеванием на оправку совмещают по торцам так, чтобы их абразивные выступы и впадины совпадали по углу, после чего их также надевают на оправку 5. При надевании кругов 2 и 3 следят за тем, чтобы между кругами 2 и 3 и прерывистым кругом 1, ранее, установленным на оправке 5, был сдв по углу поворота (фиг. 2), величин которого определяется выражением гЖЙ где п - наибольшее количество выступов в прерывистом абразивном круге. : Прерьюистый круг 4 устанавливают также со смещением на угол относительно кругов 2 и 3. В результате описанной установки кругов центральные, круги 2 и 3 не имеют смещения относительно друг друга, а остальные прерывистые абразивные круги 1 и 4 повернуты относительно пары кругов 2 и 3 на угол V . Такая установка прерывистых абразивных кругов с прямыми выступами создает условия, при которых стабилизируется площадь контакта режущего инструмента с материалом обрабатываемой заготовки, что положительно сказьшается на снижении уровня вибрации технологической системы. Когда с заготовкой 8 составной абразивный круг контактирует прерывистыми кругами 1 - 4 одновременно, то площадь контакта, круга 1 с заготовкой 8 представляется в виде .криволинейного четырехугольника HXZK, площадь контакта круга 4 с заготовкой 8 - в виде криволинейного четырехугольника ABCD, а для кругов 2 и 3 соответственно - криволинейными четырехугольниками FfflY и EDGF. В процессе врезного шлифования суммарная площадь контакта (без учета изменения рельефа составного круга) для случая одновременного резания прерывистыми кругами 1-4 равна S S/iioD +S o }f-+SR;f/y +Si,fX2Xi .где лбсо ; fOHJt SHXZJ - площади контакта прерьгоистых кругов 4,3, 2,1 с заготовкой соответственно. Как следует из фиг. 3 при вращении составного круга по стрелке СО площади контакта каждого из прерывистых кругов 1-4 изменяются от нуля до 8я,/щ. а . luat, где SM/I/TC - максимальная площадь контакта одного прерьгоистого круга с заготовкой; а - высота одного прерьгоистого круга; 1д,лцс -ЕДС УНХ - максимальная дуга контакта прерьшистого круга с заготовкой. Если с заготовкой 8 контактирует все прерывистые круги 1-4, то при вращении кругов площад; 3/1Ясл, Hxix рассматриваемый момент.
. 3 .
времени увеличиваются, а площади SiKDuF уменьшаются. При этом на сколько увеличиваются площади ЛВС1) ) KX2fci 3 столько же уменьшаются площади , , в результате чего суммарная площадь контакта S остается неизменной, т.е. постоянной в процессе поворота составного круга на один и более оборотов,
Развертка обрабатьшаемой поверхности заготовки 8 (фиг. 5) соответствует процессу резания, когда преры вистые круги 1 и А и круги 2 и 3 контактируют с заготовкой на одинаковой дуге l«x,c/2, т.е. когда ХН 1{У и . Для этого случая суммарная площадь контакта S U/iitc/2-а4 2 alAM/rc. При дальнейшем повороте составного круга по стрелке CJ (фиг. 3) прерывистые круги 2 и 3 выходят из контакта с заготовкой, а прерывистые круги 1 и 4 будут контактировать с заготовкой 8 по дуге 1мл/|сс(Фиг. 6). Суммарная площадь контакта в этом случае равна S 2 а 1 мйкс.
Если в контакте с заготовкой 8 находятся лишь прерывистые круги 2 и 3, То площадь контакта S равна 2 а1А1лкс(фиг. 5), но при этом площади контакта располагаются посередине обрабатьгоаемой поверхности.
Таким образом, предлагаемьй способ сборки прерывистых абразивных кругов с прямолинейными выступами на оправке обеспечивает постоян846554
ство суммарной площади контакта составного круга независимо от его углового положения относительно заготовки 8. В этих условиях не возникает дополнительных пульсаций сил резания из-за прерывистого резания. Благодаря этому уменьшается нестационарное динамическое воздействие на упругую систему, что приводит к снижению уровня вибрации технологической системы при прерывистом щлифовании врезанием кругами с прямолинейньми промежуточными выступами. Кроме того, предлагаемый способ сборки позволяет стабилизировать точку приложения равнодействующей силы резания по высоте составного круга. Так, при равномерном припуске и жесткости системы вдоль оси заготовки и врезном шлифовании площади
контакта 5 Екп Spcff HJ/S к располагаются симметрично относительно поперечной плоскости Т-1 симметрии составного круга (фиг. I и 4-6) благодаря чему равнодействующая сила резания лежит в плоскости 1-1 в течение всего врезного цикла шлифования. Это приводит к стабилизации не только величины силы резания, но и точки ее приложения по высоте инструмента, что в свою очередь уменьшает непостоянство момента резания при прерывистом шлифовании, а следовательно, приводит к более спокойной работе шлифовального оборудования.
| название | год | авторы | номер документа |
|---|---|---|---|
| Прерывистый шлифовальный круг | 1987 |
|
SU1495104A1 |
| СПОСОБ ПРОДОЛЬНО-ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 2001 |
|
RU2189301C1 |
| СБОРНЫЙ ПРОДОЛЬНО-ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2188752C1 |
| СПОСОБ ШЛИФОВАНИЯ МНОГОСТУПЕНЧАТЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ СБОРНЫМ АБРАЗИВНЫМ ИНСТРУМЕНТОМ | 2003 |
|
RU2258595C1 |
| СПОСОБ ПРОДОЛЬНО-ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 2001 |
|
RU2185269C1 |
| СПОСОБ ШЛИФОВАНИЯ МНОГОСТУПЕНЧАТЫХ ДЕТАЛЕЙ | 1997 |
|
RU2136475C1 |
| Способ шлифования деталей | 1989 |
|
SU1685685A1 |
| СБОРНЫЙ ШЛИФОХОНИНГОВАЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2271921C1 |
| СПОСОБ ШЛИФОВАНИЯ МНОГОСТУПЕНЧАТЫХ ДЕТАЛЕЙ | 1999 |
|
RU2168406C2 |
| СБОРНЫЙ АЛМАЗНО-АБРАЗИВНЫЙ ИНСТРУМЕНТ ДЛЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2267396C1 |
СПОСОБ СБОРКИ ПРЕРЫВИСТОГО АБРАЗИВНОГО КРУГА, при котором на оправку надевают и закрепляют абразивные круги с прерывистой рабочей поверхностью и одинаковой высотой. отличающийся тем, что, с целью повышения стойкости круга, берут четное количество кругов, одну их пару устанавливают без относительного углового смещения по выступам, а последующие пары прерывистых кругов, отстоящих на одинаковом рас- стоянии от поперечной плоскости симметрии инструмента, устанавливают со смещением относительно других соседних пар кругов Hja угол V-jT/fl где ft - максимальное количество режущих выступов в одном из прерывистых кругов, устанавливаемых на оправке.
иг.г
| Абразивный инструмент | 1977 |
|
SU625915A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
