При протягивании внутренних поверхностей (круглых, шлицевых, фасонных и др.) срок службы известных конструкций протяжек лимитируется износом калибрующих зубьев, размеры которых меньше или равны максимальным размерам изделия. Например, для круглых и шлицевых протяжек диаметр Дк калибрующих зубьев определяется по формуле Л/с , + 6, где Ди..пакс - максимальный диаметр отверстия 6 - деформация отверстия. Запас на износ калибрующих зубьев протяжек сравнительно небольшой и для отверстий 2 и 3 классов точности диаметром мм составляет 0,0164-0,070 мм. Уменьшение размеров калибрующих зубьев происходит вследствие истирания спинки зуба об обрабатываемую поверхность и вследствие заточки зуба по передней грани, Б связи с наличием заднего угла.
Особенность описываемой конструкции нротяжки заключается в том, что она снабжена дополнительными зубьями, перетачиваемыми на калибрующие. Эта особенность протяжки обеспечивает увеличение срока ее службы.
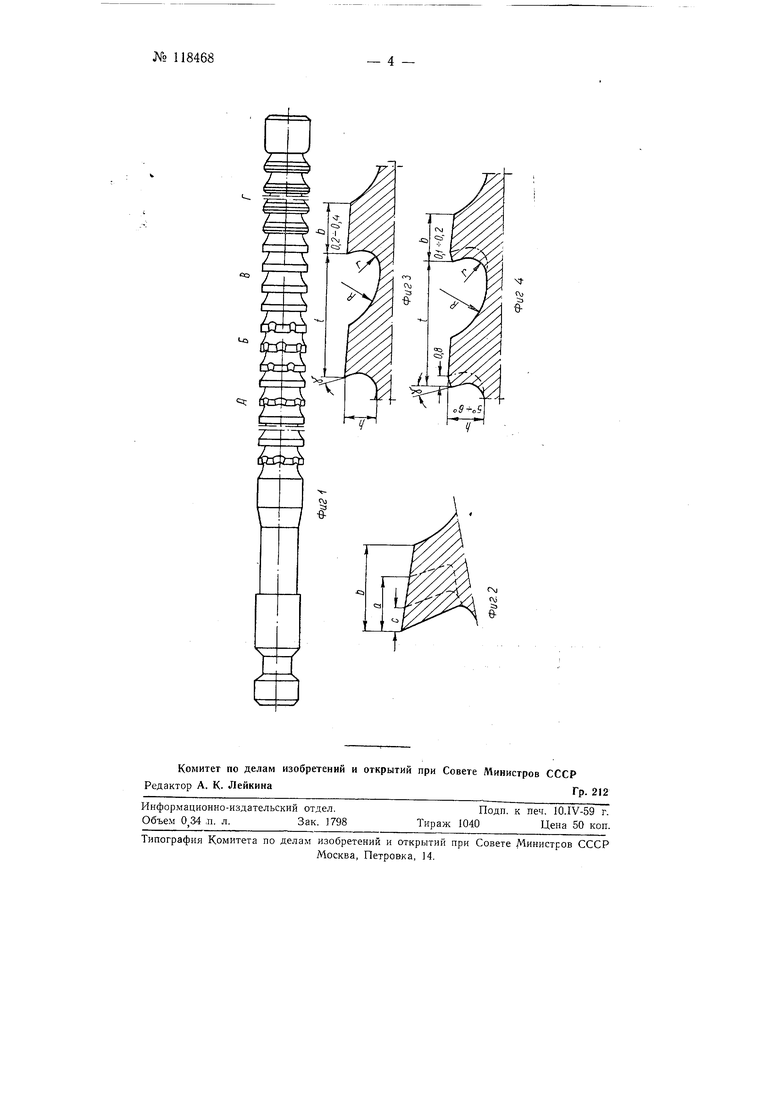
На фиг. 1 схематически изображена протяжка, общий вид; на фиг. 2, 3 и 4 - соответственно профили чистовых, калибрующих и дополнительных зубьев.
На протяжке (фиг. I) последовательно расположены следующие группы зубьев: обдирочные (группа А), чистовые (группа Б), калибрующие (группа В} и дополнительные (группа Г).
В предлагаемой конструкции за группой В калибрующих зубьев с размерами, близкими к максимальным размерам изделия, имеется груп. па Г дополнительных калибрующих зубьев с размерами несколько большими максимальных размеров изделия (расчет диаметров приводится ниже).
Спинки дополнительных калибрующих зубьев выполняются в виде ломаной линии (см. фиг. 4). Вначале выполняется ленточка щириной 0,5-;-0,8 мм с отрицательным углом 5-;-6°, за ней ленточка по цилиндру щириной 0,1 -г 0,2 мм, а на оставщейся части спинки - задний угол
№ 118468
Г±15. В первый период работы протяжки, когда размер изделия обеспечиваетсяКалибрующими зубьями (группа В) дополнительные калибрующие зубья не затачиваются по передней грани и выполняют роль проглаживающих. Потеря размера у этих зубьев происходит только за счет ncTHparfjptH.
После того, как калибрующие зубья потеряют свой размер и протяжка не будет обеспечивать размера изделия, дополнительные калибрующие зубья можно легко перевести в калибрующие. Это осуществляется за счет заточки по передней грани зубьев с диаметрами, равными или меньщими диаметра Д,. калибрующих зубьев, заданными чертежом протяжки, путем стачивания слоя металла с отрицательной ленточкой.
Размеры h, R, г, 7 (фиг. 3 и 4) профилей, впадин, стружечных канавок для обдирочных, чистовых, калибрующих и дополнительных калибрующих зубьев можно брать такими же, как и для существующих конструкций протяжек. При расчете протяжек с дополнительными калибрующими зубьями следует учитывать, что количество переточек также значительно возрастет и срок службы протяжек может лимитироваться уже шириной спинки зуба в (мм) и зоной стачивания а (мм) (фиг. 2), величина которой определяется по формуле: а 0,7 в в мм.
Как правило, у изнопленных протяжек наименьшую ширину спинок имеют чистовые зубья, так как первоначальная ширина спинки этих зубьев задается меньшей, чем у обдирочных, и потому, что в процессе эксплуатации при каждом затуплении протяжки все зубья этой группы затачиваются по передней грани. Калибрующие зубья затачиваются последовательно, т. е. сначала 1-й, затем 2-й и т. д. Следовательно, спинки у калибрующих зубьев бывают шире, чем у чистовых. Поэтому при конструировании протяжек с дополнительными калибрующими зубьями взамен существующих целесообразно проверить у изношенных по диаметру существующих протяжек ширину спинок чистовых зубьев.
По результатам замеров легко решить, во сколько раз (п) можно увеличить количество переточек по передней грани.
Величина п определяется по формуле:
п. -1,
где: а - допустимая зона стачивания, b - ширина спинки нового зуба,
с - ширина слоя металла, снятого при переточках до полного износа протяжки по диаметру калибрующих зубьев.
Если окажется, что при заданных размерах ширины спинок b и оставшейся ширине а - с после износа увеличить количество переточек не представляется возможным, то следует проверить конструктивные возможности увеличения ширины спинок или за счет увеличения шага, или за счет изменения профиля стружечных канавок.
Дополнительные калибрующие зубья с предлагаемой геометрией могут выполнять функции проглаживающих зубьев и обеспечивать высокую чистоту поверхности (7-9 классы чистоты). Диаметры их могут быть больще максимальных диаметров отверстий изделий, так как остаточная деформация металла при незначительном уплотнении очень мала.
Это свойство проглаживающих колец целесообразно использовать при расчете диаметров дополнительных калибрующих зубьев, завышая их по сравнению с максимальными размерами изделий. В процессе работы калибрующие зубья будут изнашиваться от заточек по передней грани и истирания об обработанную поверхность отверстия, а дополниа-с0,76
сс
тельные зубья будут только истираться и приближаться по своим размерам к заданным размерам калибрующих зубьев. Запас на износ (М) в зависимости от допуска на изделие может быть подсчитан по формуле:
где б - допуск На изготовление отверстия в мж.
Если создавать одну группу дополнительных калибрующих зубьев (3-4 зуба), то диаметр их можно подсчитать по формуле:
Желая использовать при заточке всю возможную зопу стачивания, можно создавать не одну группу дополнительных калибрующих зубьев, а т групп, т. е. столько, во сколько раз увеличение количества переточек допускается щириной спинок чистовых зубьев, тогда
где: J з-к-макс -максимальный диаметр дополнительных калибрующих зубьев последней группы.
Поскольку диаметры дополнительных калибрующих зубьев будут больще максимального диаметра отверстия, то будет происходить уплотнение металла и некоторое увеличение диаметра отверстия за счет остаточной деформации. Во избежание провала отверстия диаметр калибрующих зубьев должен быть несколько ниже максимального диаметра изделия. Исходя из указанного диаметр калибрующих зубьев протяжек с дополнительными калибрующими зубьями может быть рассчитан по следующей формуле:
Г) р..
«-««« (0,002-0,003) . ЮСО
Предмет изобретения
Протяжка, выполненная в виде стержня, например цилиндрическая, отлич ающаяся тем, что, с целью увеличения срока ее службы, она снабжена дополнительными зубьями, перетачиваемыми на калибрующие.
М. + 6о JAM. 5
D ,.. М мм
М мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНАЯ ПРОТЯЖКА | 1997 |
|
RU2131334C1 |
| СПОСОБ ОБРАБОТКИ ПРОФИЛЯ ЗУБЬЕВ ШЛИЦЕВЫХ ПРОТЯЖЕК | 2015 |
|
RU2586185C1 |
| ПРОТЯЖКА ДЛЯ ОБРАБОТКИ ПАЗОВ | 1992 |
|
RU2047429C1 |
| СПОСОБ ПРОТЯГИВАНИЯ УШКОВ ДЕТАЛИ ТИПА "ВИЛКА РУЛЕВОГО УПРАВЛЕНИЯ" И ПРОТЯЖНОЙ БЛОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2321477C1 |
| Протяжка В.Н.Коноплева | 1980 |
|
SU884891A1 |
| УСТРОЙСТВО ДЛЯ ПРОТЯГИВАНИЯ | 1988 |
|
RU2028884C1 |
| Способ торцевого фрезерования | 1936 |
|
SU52250A1 |
| ОСНОВОВЯЗАНЫЙ ТРИКОТАЖ, СПОСОБ ЕГО ВЯЗАНИЯ И КРУГЛАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2132424C1 |
| Способ изготовления круглой проволоки из углеродистой стали волочением | 2017 |
|
RU2649610C1 |
| СПОСОБ ЗУБООБРАБОТКИ РЕГУЛИРУЕМЫМ КОМПЛЕКТНЫМ ДОЛБЯКОМ | 2004 |
|
RU2255841C1 |
ОП Е Ч AT К И
