Изобретение относится к машиностроению, в частности к инструментальному производству.
Известна цельная протяжка переменного резания с передним и задним хвостовиками, выполненными за одно целое, переходным конусом, черновыми и переходными секциями, зубья которых выполнены с выкружками и со сплошной режущей кромкой, чистовыми и калибрующими секциями, все зубья которых выполнены соответственно с выкружками и со сплошной режущей кромкой ( Маргулис Д. К. Протяжки переменного резания. М.: Машгиз, 1962).
Недостатком цельной протяжки является низкий ресурс работы и нерациональный расход дорогостоящего инструментального и конструкционного материала, в особенности, при изготовлении протяжек больших размеров, что приводит к значительным затратам на их приобретение.
Известна сборная протяжка, содержащая стержень с передним и задним хвостовиками, на котором последовательно размещены режущие блоки и направляющие втулки, стянутые гайками (а.с. СССР 1618528, B 23 D 43/02, 30.12.87), взятый за прототип.
Недостатком данной конструкции является низкий ресурс работы из-за отсутствия переустановки блоков и увеличивающейся ширины спинки зубьев от чернового к калибрующему блоку, совмещения резьбовой части и переходного конуса протяжки.
Задачей изобретения является повышение ресурса работы протяжки за счет многократной переустановки блоков, обеспечение компактности путем совмещения отдельных частей протяжки, упрощение процесса сборки за счет оптимизации конструктивных параметров.
Это достигается тем, что протяжка снабжена дополнительными калибрующими блоками, а ширина спинки зубьев выполнена увеличивающейся от чернового к калибрующему блоку; наружная поверхность гаек выполнена конусной с углом, соответствующим углу наклона переходного конуса протяжки; последний зуб блоков выполнен со сплошной режущей кромкой, а два первых зуба калибрующего блока выполнены с выкружками и завышенным наружным диаметром по сравнению с предшествующим чистовым зубом.
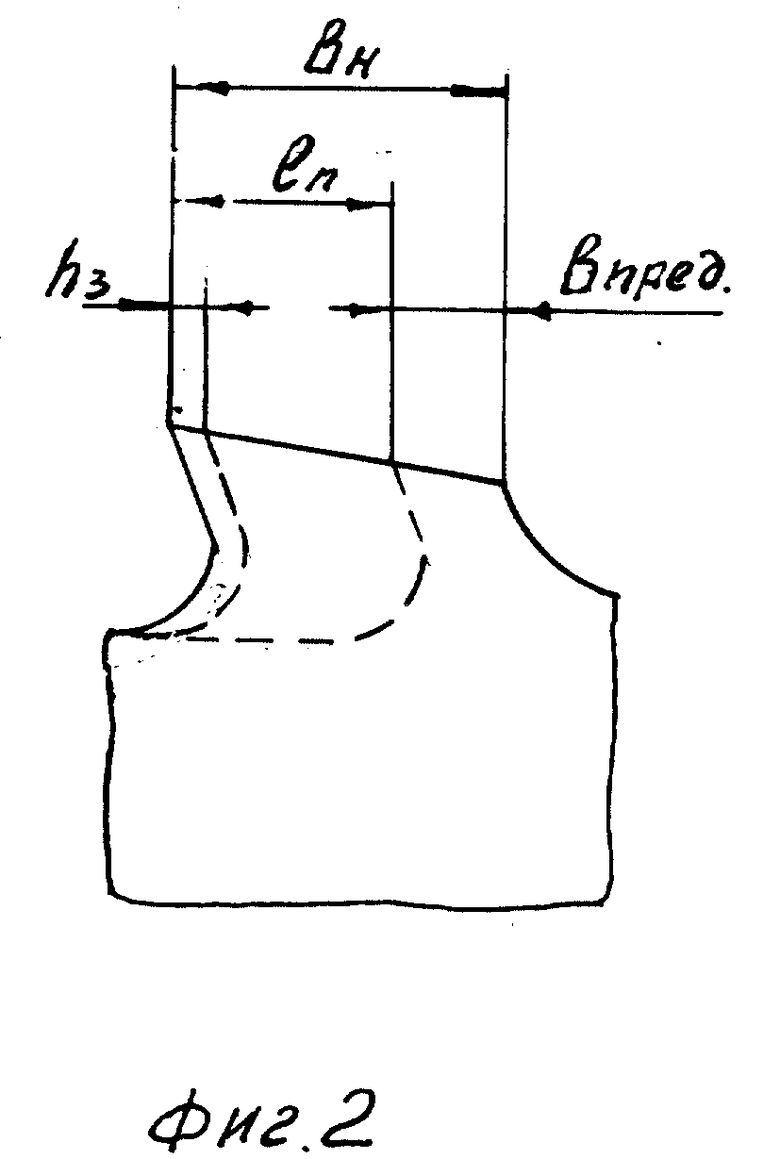
На фиг. 1 изображена протяжка, общий вид; на фиг. 2 - выноска А на фиг. 1.
Сборная протяжка содержит стержень 1, выполненный за одно целое с передним и задним хвостовиками. На стержне 1 помещены переустанавливаемые черновые 2, переходной 3, чистовой 4, калибрующий 5 блоки, имеющие по шесть режущих зубьев, передняя 6 и задняя 7 направляющие втулки. Указанные элементы стянуты гайкой 8 и контрогайкой 9.
Первый, второй, четвертый и пятый режущие зубья, на черновых, переходном и чистовом блоках выполнены с выкружками, расположенными в шахматном порядке, а третий и шестой зубья - со сплошной режущей кромкой.
Для повышения ресурса работы протяжка снабжена дополнительными калибрующими блоками, а ширина Bн спинки зубьев блоков выполнена увеличивающейся от первого чернового к калибурующему блоку.
Ширина спинки зубьев блока определяется из соотношения
Bн = lн + Bпред = hз • n • N + Bпред,
где hз - износ зуба по задней поверхности;
n - количество переточек зубьев;
N - количество переустановок блока;
Bпред - предельная ширина спинки зуба после всех переточек.
Для изготовления протяжки более компактной, наружная поверхность крепежной 8 и контрящей 9 гаек выполнена конусной с углом, соответствующим углу наклона переходного конуса протяжки.
Наличие сплошной режущей кромки на последних зубьях блоков позволяет располагать по окружности протяжки выкружки предпоследнего 10 и первого 11 зубьев смежных блоков независимо друг от друга, что упрощает процесс сборки инструмента.
Изготовление на колибрующем блоке двух первых зубьев с выкружками и завышенным наружным диаметром по сравнению с предшествующим чистовым зубом на величину возможного смещения блоков в радиальном направлении при сборке протяжки обеспечивает точность обработки отверстий.
Сборка протяжки осуществляется следующим образом.
Протяжку собирают из готовых блоков, содержащих нарезанные режущие зубья и выкружки. Все элементы 6, 2, 3, 4 и 7 протяжки стягиваются крепежной 8 и контрящей 9 гайками.
После 8. . . 10 переточек производят переборку протяжки. Убирают первый черновой блок, выработавший свой ресурс. Оставшиеся блоки перешлифовывают по наружному диаметру на другие размеры и затачивают по передней поверхности зубьев, а на 4 и 5-м зубьях калибрующего блока вышлифовывают выкружки в шахматном порядке. Добавляют дополнительный калибрующий блок. Затем режущие элементы устанавливают на стержне в следующей последовательности - дополнительный калибрующий блок, перешлифованные калибрующий, чистовой, переходной, третий и второй черновые блоки.
Предложенная конструкция позволяет повысить ресурс работы, компактность, упрощает процесс сборки и обеспечивает точность обработки, что сокращает затраты на изготовление протяжки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНАЯ ПРОТЯЖКА | 1999 |
|
RU2152852C1 |
| СПОСОБ ПРОТЯГИВАНИЯ УШКОВ ДЕТАЛИ ТИПА "ВИЛКА РУЛЕВОГО УПРАВЛЕНИЯ" И ПРОТЯЖНОЙ БЛОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2321477C1 |
| СПОСОБ ОБРАБОТКИ ПРОФИЛЯ ЗУБЬЕВ ШЛИЦЕВЫХ ПРОТЯЖЕК | 2015 |
|
RU2586185C1 |
| Круглая протяжка с винтовыми зубьями | 1977 |
|
SU738788A1 |
| СПОСОБ ПОДГОТОВКИ РЕЖУЩЕГО ИНСТРУМЕНТА ПОД ИЗНОСОСТОЙКОЕ ПОКРЫТИЕ | 2000 |
|
RU2183544C2 |
| Протяжка | 1988 |
|
SU1645078A1 |
| СПОСОБ НАРЕЗАНИЯ ТОЧНЫХ ВНУТРЕННИХ РЕЗЬБ | 2002 |
|
RU2215621C2 |
| ЗУБОРЕЗНЫЙ ДОЛБЯК | 1999 |
|
RU2152855C1 |
| Протяжка генераторная для обработки фасонных поверхностей | 2020 |
|
RU2753220C1 |
| Шлицевая протяжка | 1985 |
|
SU1271684A1 |
Изобретение относится к машиностроению, в частности, к инструментальному производству. Изобретение позволяет повысить ресурс работы протяжки за счет многократной переустановки блоков, обеспечить компактность путем совмещения отдельных частей протяжки, упростить процесс сборки за счет оптимизации конструкции параметров. Это достигается за счет того, что протяжка снабжена дополнительным калибрующим блоком, предназначенным при снятии чернового блока и перешлифовке остальных режущих блоков для установки за последними на стержне. Ширина спинки зубьев выполнена увеличивающейся от чернового к калибрующему блоку. Наружная поверхность гаек выполнена конусной с углом, соответствующим углу наклона переходного конуса протяжки. Последний зуб блоков выполнен со сплошной режущей кромкой, а два первых зуба калибрующего блока выполнены с выкружками и завышенным наружным диаметром по сравнению с предшествующим чистовым зубом. 2 з.п.ф-лы, 2 ил.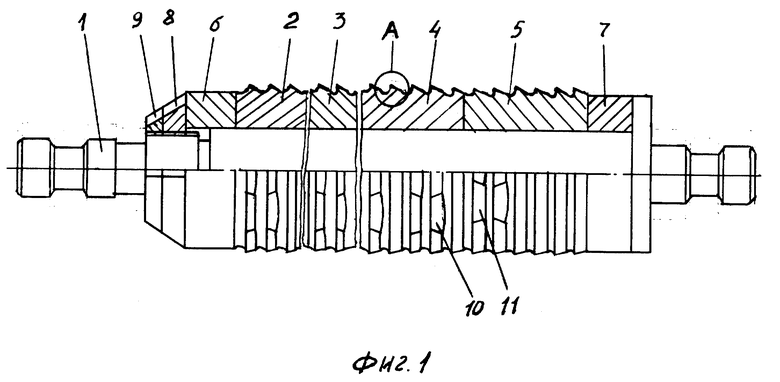
| Сборная протяжка | 1987 |
|
SU1618528A1 |
| Протяжка | 1958 |
|
SU118468A1 |
| СБОРНАЯ ПРОТЯЖКА | 1991 |
|
RU2028883C1 |
