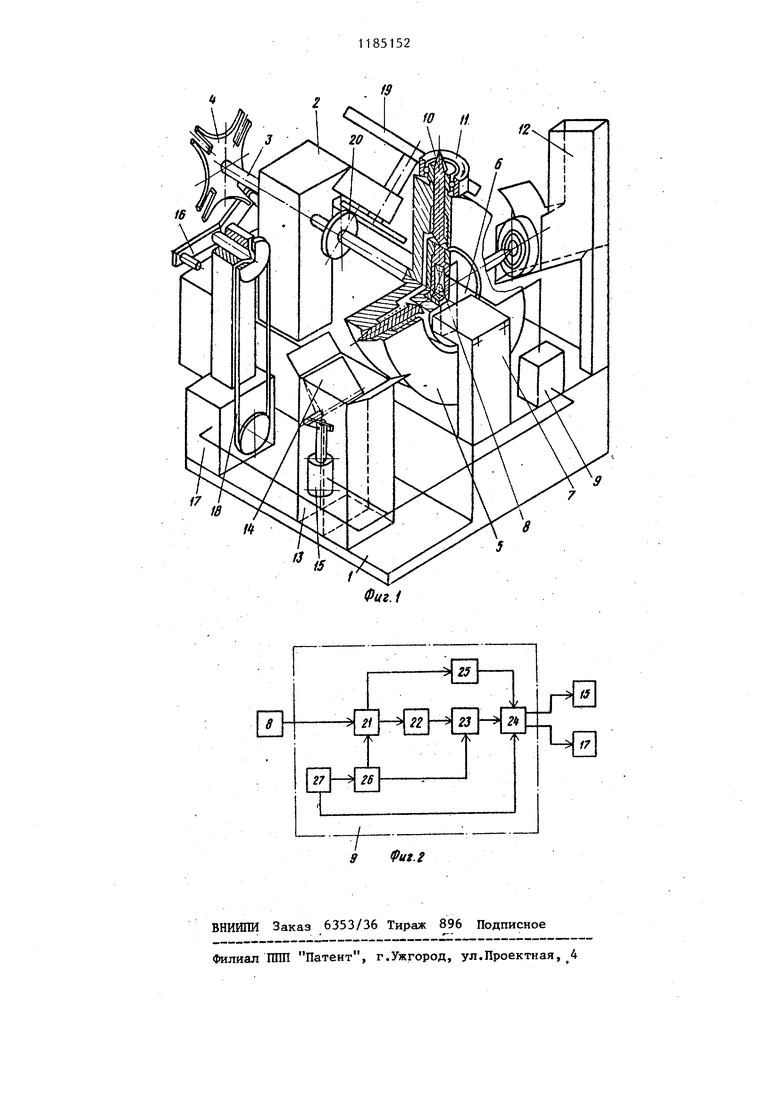
1 Изобретение относится к подшилпиковой промышленности и может быть использовано для контроля под шипников по времени выбега, Целью изобретения является повы шение точности, надежности и произ водительности сортировки подшипников по измерению времени выбега. На фиг. 1 схематически изображе автомат, общий вид; на фиг. 2 электрическая блок-схема сравнения автомата. Автомат содержит корпус 1, опору 2 распределительного вала 3, на одном конце которого закреплен мальтийский крест механизма прерыв ния вращения распределительного нала 4, а второй конец выполнен в виде обоймы 5. Обойма 5 охватывает кулачок 6, торый размещен на стойке 7 соосно с распределительным валом 3. В кулачке 6 установлен вибродатчик 8, электрически связанный с блоком 9 сравнения. В обойме5 установлены подавате ли 10, выполненные в виде подпружи ненных к кулачку 6 стержней с кону ными- головками, и смонтированы рав номерно по окружности в количестве равном числу остановок распределительного вала 3 за один оборот. Конусные головки подавателей 10 центрируют контролируемые подшипни ки 11 по внутреннему кольцу, поступающие из загрузочного бункера 12 на контроль и далее в приемный бункер 13 с заслонкой 14, управляемой электромагнитом 15. Вращение кр вошипа 16 мальтийского механизма 4 производится приводом 17 через ременную передачу 18. Привод 17 установлен на виброизолирующем основании корпуса 1. Вращение наружного кольца контролируемого подшипника 11 осуществляется механизмом 19 вращения, име щим кинематическую связь через фрак ционную передачу 20 с распределительным валом 3. Блок-схема сравнения автомата содержит усилитель 21 блок 22 памят блок 23 времени, блок 24.коммутации блок 25 стука, стабилизатор 26 напряжения, блок 27 питания. Автомат работает следующим образом. 522 При включении привода 17 вращение передается через ременную передачу 18 на кривошип 16 мальтийского креста механизма 4, закрепленного на распределительном валу 3 так, что в момент выстоя его конусная головка подавателя 10 направлена в отверстие внутреннего кольца контролируемого подшипника 11, находящегося в лотке загрузочного бункера 12. В момент поворота мальтийского креста механизма 4 происходит поворот распределительного вала 3 с обоймой 5. Подаватель 10 приходит в движение в радиальном направлении от неподвижного кулачка 6 и койусная головка его входит в отверстие внутреннего кольца контролируемого под- шипника 11. Одновременно происходит перемещение контролируемого подшипника по окружности в верхнее положение над обоймой 5. Во время движения подшипника 11 из бункера 12 в верхнее положение наружное кольцо его в определенный момент, соответствующий наибольшей скорости поворота распределительного вала 3, касается диска механизма 19 вращения. Диск механизма 19 вращения, приведенный во вращение от вала 3 через фрикционную передачу 20, имеет максимальную скорость. Наружное кольцо контролируемого подшипника 11 получает определенную скорость вращения, соответствующую скорости вращения, задаваемой техническими условиями на контроль времени выбега вращения подшипников. Контролируемый подшипник 11 с вращающимся наружным кольцом поступает на позицию измерения в измерительную цепь электрического блока,9 сравнения после того, как кривошип 16 выйдет из зацепления с мальтийским крестом механизма 4. В этот момент подаватель 10 торцом контактирует с вибродатчиком 8 и передает вибрацию и стуки вращающегося наружного кольца контролируемого подшипника 11 вибродатчику 8. После остановки распределительного вала включается регистрация сигнала с вибродатчика 8 в электриеском блоке 9 сравнения, настроенном предварительно с помощью образцового подшипника, имеющего миниальные дефекты вращения наружного
кольца 11, на некоторое калибровочное напряжение блока 22 памяти. В процессе измерения в блоке
22памяти происходит накопление сигнала, поступающего с усилителя 21, и при превышении поступающего сигнала над капибровочным в блоке
23времени вырабатывается сигнал
на включение электромагнита 15, управляющего заслонкой . приемного бункера 13, что соответствует открытию отсека Годные.
При отсутствии поступающего сигнала при преждевременном прекращении поступления сигналов от вибродатчика, что свидетельствует об отсутствии вращения наружного кольца контролируемого подшипника 11, на элек тромагнит 15 сигнал не посту пает, и отсек Годные закрыт, а отсек Брак открыт.
В случае возникновения стуков сигнал, поступающий с вибродатчика 8 и усилителя 21, превышает средний уровень вибрации образцового подшипника, блок 25 стуков вьфабатывает сигнал, блокирующий электромагнит 15, и контролируекый подшипник поступает в отсек Брак.
Одновременно с подачей сигнала на электромагнит 15 электрический блок 9 сравнения подает сигнал на включение привода 17.
1851524
Кривошип 16 вновь входит в зацепление с мальтийским крестом механизма 4 прерывания вращения, и происходит следунмций поворот распределительного, вала 3, во время которого конусная головка подавителя 10 выходит из отверстия внутреннего кольца проконтролированного подшипника 11, который падает в соответствующий отсек приемного бункера 13. Следующий подаватель 10 в это время подает вновь контролируемый подшипник 11 из лотка загрузочного бункера 12 на позицию измерения в t5 измерительную цепь электрического блока 9 сравнения,
В момент подхода подавателя 10 с контролируемым подшипником 11 на позицию измерения блока 9 срабатывает микровыключатель, управляемый распределительным валом 3, приводящий блок сравнения в исходное положение.
Происходит следующий цикл измерения.
Повышение точности и надежности контроля достигается за счет значительного снижения вибрации и шума подвижных частей механизмов 3Q автомата. Повьщ1ение производительности контроля осуществляется за счет совмещения операций подготовки и осуществления контроля при полной их автоматизации.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сортировки подшипников качения по времени выбега | 1983 |
|
SU1105769A1 |
| Автомат для сортировки подшипников качения по времени выбега | 1988 |
|
SU1649349A1 |
| Автомат для сортировки подшипников качения | 1991 |
|
SU1809195A1 |
| Автомат для двухсторонней обработки деталей | 1979 |
|
SU1020187A1 |
| Автомат для сортировки внутренних и наружных колец шариковых радиальных подшипников | 1958 |
|
SU120919A1 |
| Гайконарезной автомат | 1982 |
|
SU1060363A1 |
| АВТОМАТ РОТОРНОГО ТИПА ДЛЯ ПОДРЕЗКИ КРУГЛЫХЗАГОТОВОК | 1969 |
|
SU251402A1 |
| Автомат для сборки конических подшипников | 1990 |
|
SU1787226A3 |
| Револьверный суппорт токарно-револьверного автомата | 1975 |
|
SU566679A1 |
| АВТОМАТ ДЛЯ ЗАВЕРТЫВАНИЯ ШАРИКОПОДШИПНИКОВ В БУМАГУ | 1954 |
|
SU103764A1 |
1. АВТОМАТДЛЯ СОРТИРОВКИ ПОДШИПНИКОВ КАЧЕНИЯ ПО ВРЕМЕНИ ВЫБЕГА, содержащий корпус, привод с распределительным валом, загрузочный и приемный бункеры, механизм вращения наружного кольца контролируемого подшипника, измерительную станцию в виде вибродатчика и электрического блока сравнения, подаватели, вращаемые распределительным валом, отличающийся тем, что, с целью повьшения производительности, точности и надежности измерения, он снабжен механизмом прерывистого вращения распределительного вала, установленным, на стойке соосно с распределительным валом кулачком и охватывающей его обоймой, закрепленной на распределительном валу и кинематически связанной с механизмом вращения наружного кольца контролируемого подшипника, подаватели выполнены в виде подпружиненных к кулачку стержней с конусными головками и смонтированы в обойме равномерно по окружности в количестве, равном числу остановок а S распределительного вала за один оборот, а вибродатчик смонтирован (Л в кулачке. 2. Автомат по п. 1, отличающийся тем, что механизм прерьгеистого вращения распределительного вала : выполнен i в виде мальтийского креста.
| Автомат для сортировки подшипников качения по времени выбега | 1983 |
|
SU1105769A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
