Известны механизмы к прессу для регулирования параметрюв движения пуаасояа при вулкаиизащии .на о.б)у1ви подошв из микропористой резиаы, со/держащие золотник, п- одпружи«е1нный плу)нжер которого посредством ролика оВЯзаи с вращающейся кулачковой шайбой.
Применение в известных, меканиэмах промежуточных звеньев, например системы параллелограммов, между сменной асулачковой шайбой, эолотником и приводом пуаисона не ббеопечивает точаой регулировки всех параметров движения nyaiHicoHa и автоматического слежениЯ за ростом п.ористой резины различного состава при различных тепловых режимах улкаиизащии.
Предлагаемый механизм отличается тем, что снабжен электромагнитным золотником, управляемым кулачковой шайбой, выпоЛгненной с эле ктроизоля|Цнонной вставкой и нод,нружиненным контактом, вол0 нтирезанным в пуансон и взаимодействующим с закрепленным на щтоке пуансона винтовым контактомзамыкателем цепи элеютроматнитного золотника.
. Кроме того, этот механизм снабжен связанным с цепью электромагнитного золотника регулировочным винтом - контактом, смонтированным в электроизол.яционной втулке, жестко связавной посредством крО(нштейна с тягой пуансона.
Этот ме:ханизм обеспечит точное регулирование параметров начала, продолж-ительности, величины подъема пуанюона, а1втоматическое слежение за ростом резины, и точное регулироватеие толщины подошвы.
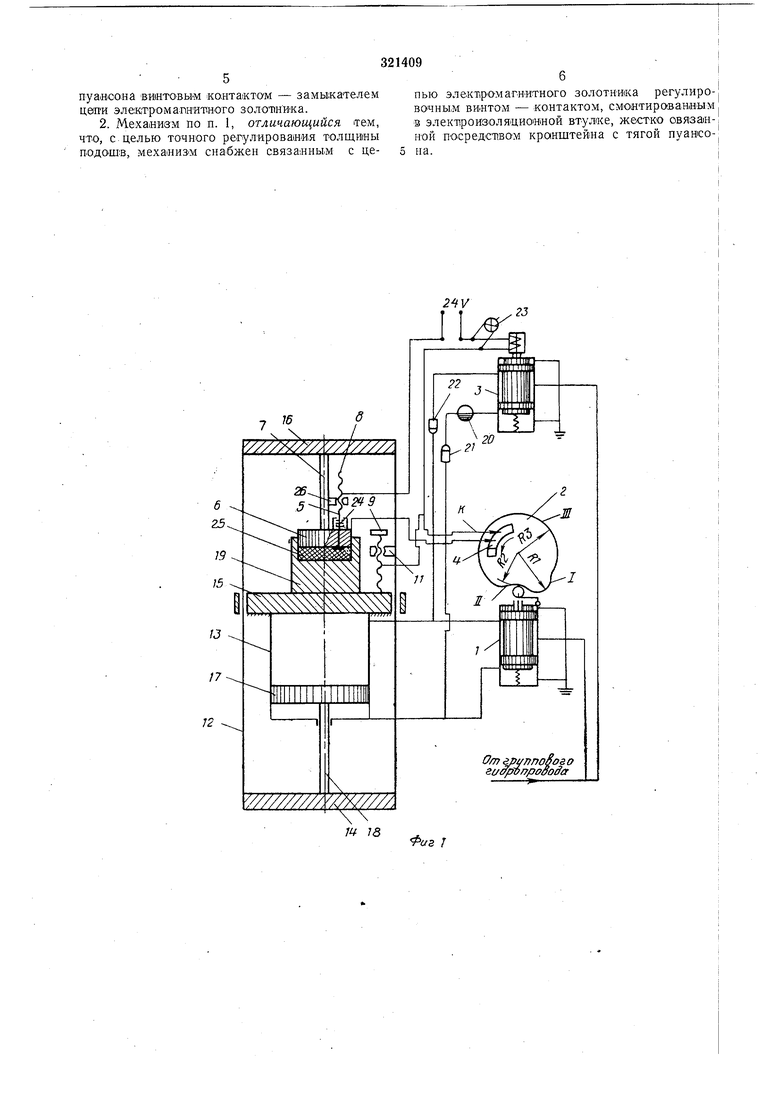
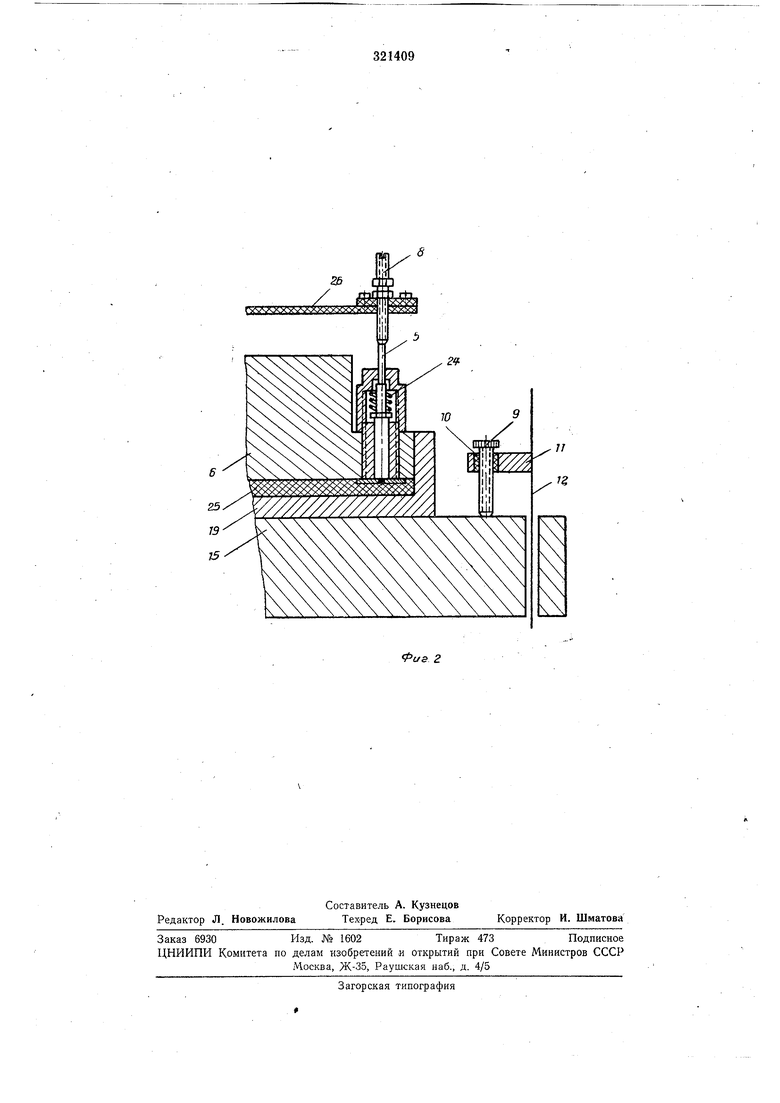
На фиг. 1-показана гндрокинематическа-я схема механизма к вулканизадаонному прессу лабораторного типа илижнрессу «ПГВ-1, на фит. 2 - подпружиненный контакт и винтконтакт механизма, в разрезе.
Механизм к преооу для регулирования параметров движения пуансона при вулканизации на обуви -подошв из микропори.стой резины со1дерл ит золопгник 1, подпружиненный плунжер которого овяза1Н посредством ролика с вращающейся кулачковой шайбой 2.
ДлЯ вулканизации пористой резины механизМ снабжен электромагнитным золотнико м 3, управляемым кулач)ковой шайбой 2, выполненной с электроизоляционной вставкой 4 и подиружиненным контактом 5, вмонтированным в пуансон 6 и взаимодействующим с закрепленным на штоке 7 ви1нтовым контактом-| замыкателем 8 цепи электромагнитного золот-1 ника 3.
в электроизоляционной втуЛКе 10, жестко связаиной пооредством кр0 пштейна 11 с тягой 12 niyaHcoHa 6.
Пресс содержит цилиндр 13, плиты 14, 15, 16 и тяги 12, которые перемеп1,аютоя дилшщром 13 через поршень 17 и шток 18.
Плита 15 снабжена электронагревателями.
Пресс-форма содержит матрицу 19, пуансон б и нодПружиненный контаа.т 5, вм01нтированмый в пуавсо« 6, который штоком 7 связааг с плитой 16.
Профиль кулачковой шайбы 2 вьшолнан с тремя участками: 1, И и III, имеющими постоянные радиусы Ri, Ra, Rs- Когда ролик золотника 1 найодитоя на участке 1, плунжер этого золотника занимает положение, три этом, доступ в веркнюю полость цилиндра 13 открыт, а нижняя полость соединена через золотник 1 со слввным маслонраводом. Поршень 17, нуаисон 6 и звенья, через которые авязаиы поршень и пуансон, занимают верхнее положение. После перехода ролика золотника 1 на участок 11, плунжер золотника 1 занимает верхнее положение, при этом открыт доступ маслу в нижнюю подооть цилиндра 13 и пуансон занимает верхнее положение. После перехода ролика золотника 1 ,на учаюток III, плунжер залотника занимает нейтральное положение и при этом доступ маслу в полости циляедра 13 перекрыт.
Подъем пуансо1на 6 в период вулканизации аоуществллетоя при подаче масла через золотник 3. При замыкании цепи золотника 3 плунжер золотника 3 опускается и масло поступает 4eipe3 золотник 3, дроссель 20, обратный клапан 21 в нижнюю полость цилиндра 13, при этом луан1СО;н П:омнимаешся вверх. Сли.в масла из веркней полости цилиндра 13 при подъеме пуансона 6 проиюходит через обратный клапан 22 и электромалнитный золотник 3. При подъеме пуансона 6 сигнальная ламла 23 включается. Замыкание элек троце1ии произ водитоя подпружиненным контактом 5, BKHTOiM-контактом 9 и контактом «К. Размыкание элект(роцепи осуществляется электроизоляционной вставкой 4 и пружиной 24, которая при снижении давления в пресс-форме до величины по1рядка 2-3 кг1см опускает контакт 5 и размыкает ЭоТектроце пь.
В исходном положении в матрицу 19 закладывают резиновую смесь 25 и включают механизм и пресс, при этом кулачковая шайба 2 начинает вращаться и ролик золотника пареходит на участок II профиля кулачковой шайбы 2. Плунжер золотника 1 поднимается вверх. Пуансон 6 опускается вниз и формует резиновую смесь 25. Падп|ру.жинен1ный контакт 5 поднимается вверх и упирается в конта-кт-замыкатель 8, ввер1нутый в электроизолящианный кронштейн .26. Винт-контакт 9 в нижнем положении производит за1мыкание электроцепи электромагнитного золотника 3. Плунжер золотника 3 опускается вниз, верхняя .ПОЛОСТЬ цилиндра 13 соеди няется со сливным трубопроводом, пуансон 6 останавливается. ВинтоМ 9 регулируется толщина подошвы.
Нижняя полость цилиндра 13 так же связана
со сливным трубо)провадом через золотник 1.
После перехода ролика золотника I па участок III доступ маслу в цилиндр 13 и слив из него перекрываются. хИасло от гидропривода через электромагнитный золотник 3 поступает в нижнюю полость гидроцилнндра 13, при этом пуансон 6 и винт 9 поднимаются вверх,
размы,кается цепь электромапнирного золотника 3, плунжер золотника 3 поднимается вверх и подъезд пуансона прекращается. Через накотарое врем.я ко1нтакт «К сходит с элекпрошоляционной вставки 4 и электроцепь,
нри этом плунжар электро-маггиитного золотника 3 вновь опускается, масло поступает в нижнюю полость цилиндра 13 и пуансон 6 поднимается, ори этом давление в преос-форме П01нижается, пружина 24 через контакт 5 размыкает электроцепь и пуаисон останавливается. Б процессе вулка(низацик проис:ходит разложение парофора, поэтому да/вление-в прессформе повышается, что вызывает подъем контакта 5, который поднимается до сонрикосновения с контактом - замыкателем 8. Цепь электрома1пнитного золотника 3 вновь замыкается и его плунжер опускается вниз, при этом пуансон 6 продолжает подъем ввер1х. и после падания дашления в пресс-форме, контакт II
вторично размыкает электроцепь. Этот процесс происходит до полного разложения парофора. Подъем пуансона начинается с момента схода контакта «К со вставки 4, при этом продолжительность и высота подъема осуществляется автоматически.
В конце процесса вулканизации ролик золотника 1 переходит с участка III кулачковой шайбы 2 на участок I. Плунжер золотника 1
опускается, масло поступает в нижнюю полость цилиндра 13 и пуансон 6 поднимается вверх в исходное положение. Таким образом, после завершения одного оборота кулачковой шайбы 2, цикл работы механизма пресса повторяется.
Предмет изобретения
1. Механизм к прессу для регулирования
параметров движения пуансона при вулканизации на обуви подошв из микропористой резины, содержащий золотник, поднружиненный плунжер которого посредством ролика связан с вращающейся кулачковой шайбой, отличающийся тем, что, с целью обеспечения точного регулирования параметров начала, продолжительносги и величины подъема пуансона, и автоматического слеж.ения за росто м пористой резины различного состава при различном тепловом режиме вулканизации, механизм снабжен электромагнитным золотником, управляемыМ кулачковой шайбой, выполненной с электроизоляционной вставкой, и подпружиненным контактом, вмонтированным в пуансон и взапуаиооиа ВИНТОБЬШ «оятактом - замыкателем цвпи электрома:пнит.ного золоиника. 2. Механизм по п. 1, отличающийся тем, что, с целью точного регуляровадаия толщины подош;в, механиЗМ снабжен связанным с цепью электромагнитного золотника регулировочным винтом - контактом, смонтированиым в электроизоляционной втулке, жестко овязанной посредством кронштейна с тягой пуансона.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для вулканизации резинового низа обуви | 1981 |
|
SU1028524A1 |
| ЛАБОРАТОРНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБУВИ | 1968 |
|
SU232057A1 |
| УСТРОЙСТВО для ВУЛКАНИЗАЦИИ РЕЗИНОВОГО НИЗАНА ОБУВИ | 1965 |
|
SU170333A1 |
| ПРЕСС ДЛЯ ГОРЯЧЕЙ ВУЛКАНИЗАЦИИ НИЗА ОБУВИ | 1948 |
|
SU85892A1 |
| Пресс для горячей вулканизации низа обуви | 1947 |
|
SU75904A1 |
| Матрица к прессам для горячей вулканизации низа обуви | 1945 |
|
SU67319A1 |
| Гидравлический пресс для горячей вулканизации низа тяжелой обуви | 1950 |
|
SU92562A1 |
| Пневматический пресс с системой управления для установки галантерейной фурнитуры | 1989 |
|
SU1709981A1 |
| Клепальный пресс | 1980 |
|
SU1016031A1 |
| ЛИТЬЕВАЯ ПРЕСС-ФОРМА | 1993 |
|
RU2085379C1 |
24 V
Фиг 7
