2. Стенд по П.1, отличающийся тем, что устройство смены полумуфты и втулка средства удержания гайки, фиксирующей подшипниковую опору с перевалочной стороны вал1186300 ка
, снабжены механизмом их вращения, выполненным в виде опорных роликов, привод вращения которых кинематически связан с приводом гайковерта, выполненного в виде приводной шестерни.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТЕНД ДЛЯ СБОРКИ И РАЗБОРКИ ПРОКАТНЫХ ВАЛКОВ | 2006 |
|
RU2345855C2 |
| Стенд для сборки и разборки прокатных валков полосовых и дрессировочных станов | 1988 |
|
SU1588454A1 |
| СТЕНД ДЛЯ СБОРКИ И РАЗБОРКИ ПОДУШЕК ПРОКАТНЫХ ВАЛКОВ | 1991 |
|
RU2025252C1 |
| ПРИВОД ВАЛКА ПРОКАТНОЙ КЛЕТИ С ПЕРЕКОШЕННЫМИ В ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТИ ВАЛКАМИ, УСТАНОВЛЕННЫМИ В КЛЕТИ С ВОЗМОЖНОСТЬЮ ОСЕВОГО ПЕРЕМЕЩЕНИЯ | 1995 |
|
RU2084299C1 |
| Устройство для монтажа и демонтажа валков с подушками | 1980 |
|
SU941152A1 |
| Стенд для смены подшипниковых опор прокатных валков | 1981 |
|
SU980887A1 |
| Устройство для смены валков прокатной клети | 1981 |
|
SU995939A1 |
| УСТРОЙСТВО ДЛЯ УРАВНОВЕШИВАНИЯ ШПИНДЕЛЕЙ ПРОКАТНЫХ СТАНОВ | 1998 |
|
RU2154540C2 |
| Стенд для монтажа подшипников жидкостного трения на прокатные валки и демонтажа их | 1980 |
|
SU893502A1 |
| Узел консольного валка прокатного стана | 1982 |
|
SU1034801A1 |
1. СТЕНД ДЛЯ СБОРКИ И РАЗБОР КИ ПРОКАТНЫХ ВАЛКОВ, содержащий платформу для размещения прокатных валков и установленные по обе стороны от нее с возможностью продольного перемещения суппорты, несущие подъемные столы, на которых установлены гайковерты, устройства для съема и надевания подщипниковых опор, устройство для смены полумуфты с перевалочной стороны валка, отличающийся тем, что, с целью сокращения времени сборки и разборки валков, суппорт, установленный с перевалочной стороны валка, снабжен средством удержания гайки, фиксирующей подщипниковую опору, выполненным в виде втулки, установленной с возможностью ее поворота и продольного перемещения относительно оси параллельно оси валка.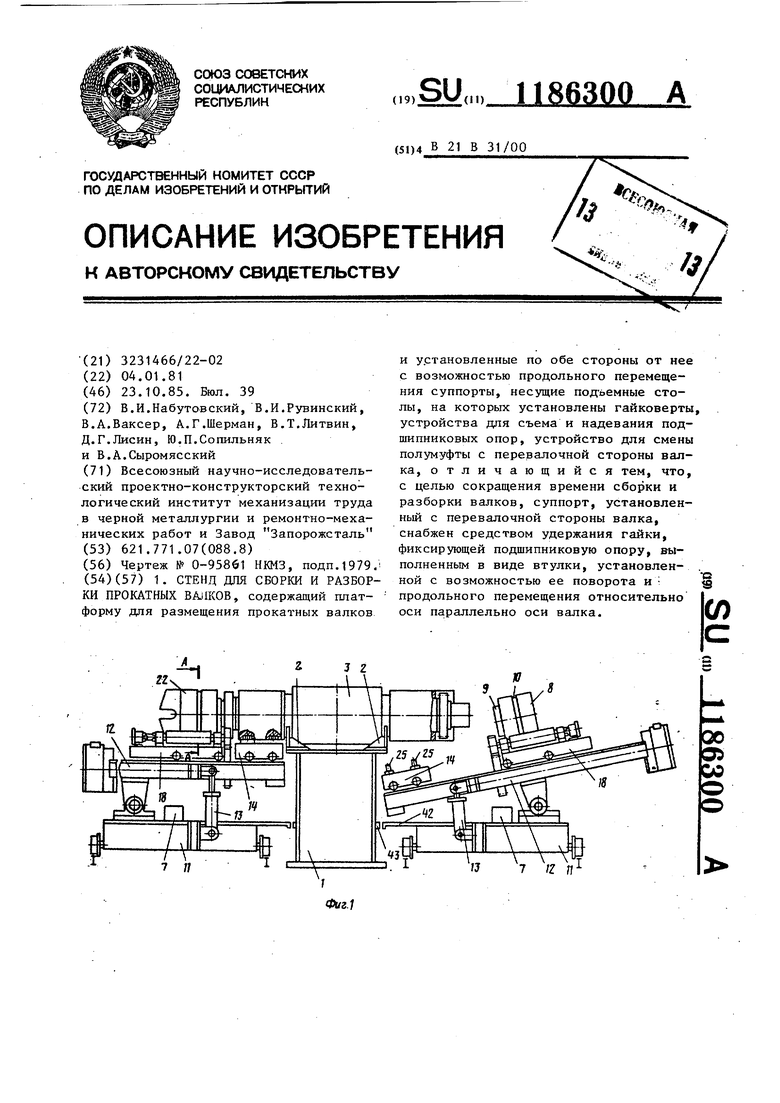
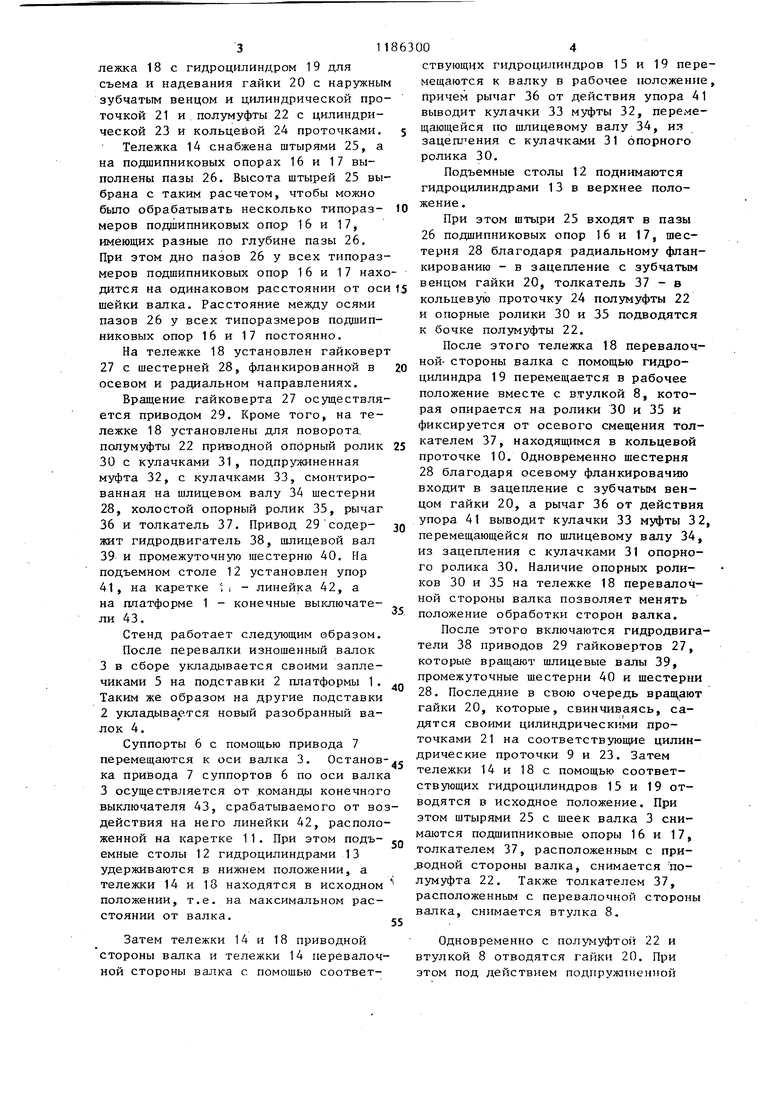
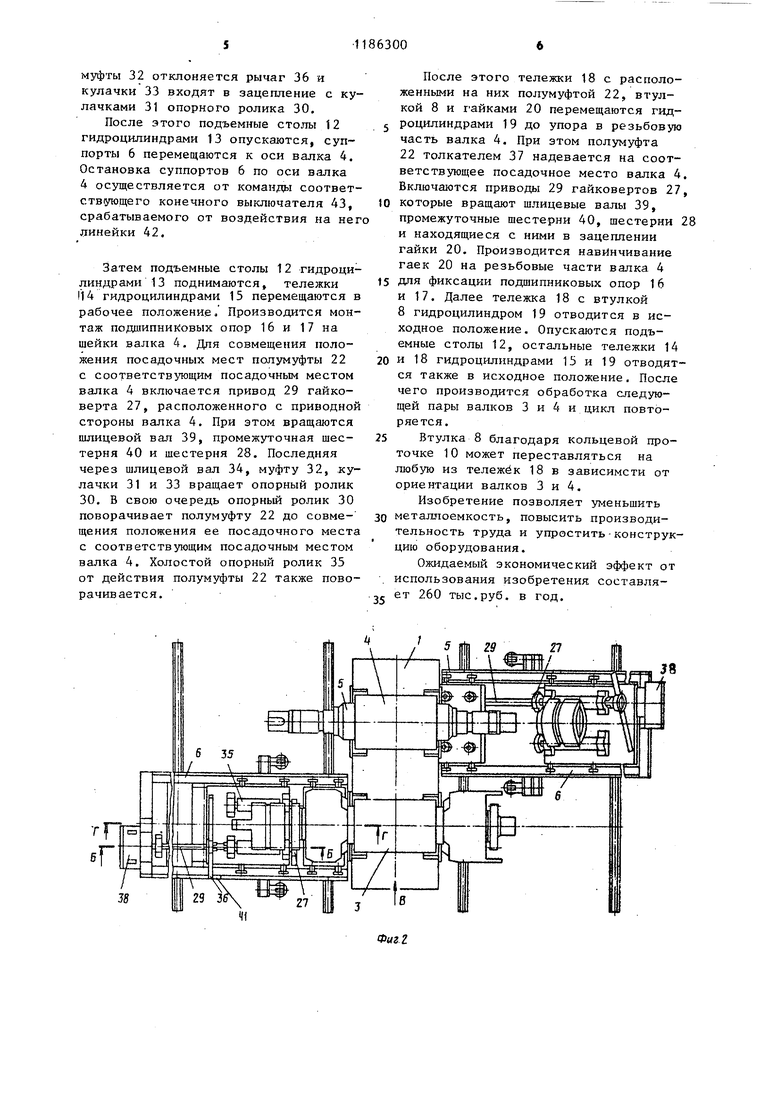
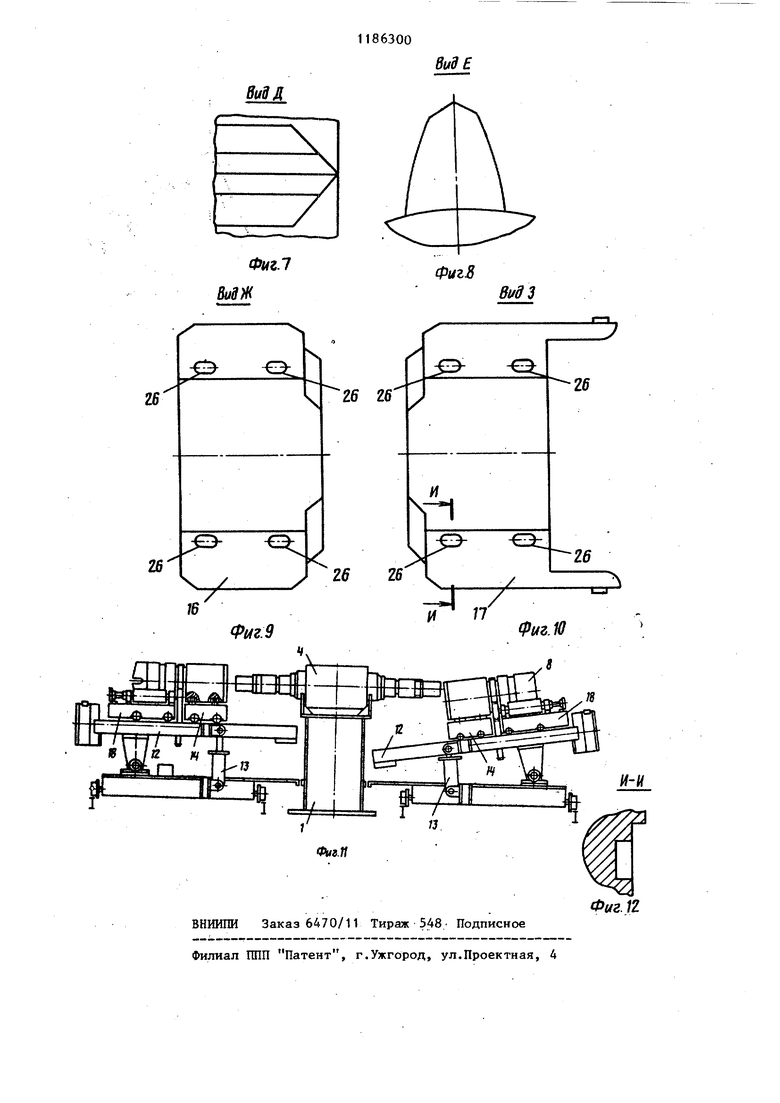
Изобретение от/юсится к вспомогательному прокатному оборудованию, в частности, к устройствам для смены подшипниковых опор прокатных валков Наиболее близким по технической сущности к изобретению является стенд для сборки и разборки прокатны валков, содержащий платформу для раз мещения прокатных валков и ус1ановле ные по обе стороны от нее с возможностью продольного перемещения суппорты, несущие подъемные столы, на которых установлены гайковерты, устройства дпя съема и надевания подшип никовых опор ij Недостатками известного стенда яв ляются сложность конструкции и низка производительность, так как, наприме съем и надевание полумуфты производятся вручную с помощью крана, перед вводом гайковерта в зацепление с гайкой необходима его визуальная настройка. Цель изобретения - сокращение вре :менй сборки и разборки валков, Указанная цель достигается тем, что в стенде для сборки и разборки прокатных валков, содержащем ппатформу дпя размещения прокатных валков и установленные по обе стороны от нее с возможностью продольного перемещения суппорты, несущие подъемные столы, на которых установлены гайковерты, устройства для съема и надевания подшипниковых опор, устройство дпя смены полумуфты с перевалочной стороны валка, суппорт, установленный с перевалочной стороны валка, снабжен средством удержания гайки, фиксирующей подшипниковую опо ру, выполненным в виде втулки, установленной с возможностью ее поворота и продольного перемещения относительно оси, параллельно оси валка Кроме того, устройство для смены полумуфты и втулка средства удержания гайки, фиксирующей подшипниковую опору с перевалочной стороны валка, снабжены механизмом их вращения, выполненным в виде опорных роликов, привод вращения которых ки eмaтичecки связан с приводом гайковерта, выполненного в виде приводной шестерни. На фиг.1 изображен стенд с установленными валками, общий вид; на фиг.2 - то же, вид сверху; на сечение А-А на фиг.1; на фиг.4 - сечение Б-Б на фиг.2; на фиг.5 - вид 8на фиг.2; на фиг.6 - разрез Г-Г на фиг. 2; на фиг.7 - вид Д на фиг.4; на фиг.8 - вид Е на фиг.4; на фиг.9 вид Ж на фиг.5; на фиг.10 - вид 3 на фиг.5; на фиг.11 - стенд с демонтированными подшипниковыми опорами, гайками и полумуфтой, общий вид; на фиг.12 - сечение И-И на фиг.10. Стенд для сборки и разборки прокатного . валка содержит платформу 1 с подставками 2 для укладки на них валков 3 в сборе и разобранных валков 4 с постоянными по диаметру заплечиками 5, а также суппорты 6 с приводом 7 их перемещения, предназначенные для обработки проводной и перевалочной сторон валков 3 и 4. На суппорте 6, расположенном с перевалочной стороны валков 3 и 4, имеется втулка 8 с цилиндрической 9и кольцевой 10 проточками. Суппорт 6 представляет собой каретку 11, на которой установлен подъемный стол 12 с гидроцилиндром 13 подъема. На направляющих подъемного стола 12 установлены тележка 14 с гидроцилиндром 15 дпя съема и надевания подшипниковых опор 16 и 17, а,также тележка 18 с гидроцилиндром 19 для съема и надевания гайки 20 с наружны зубчатым венцом и цилиндрической про точкой 21 и полумуфты 22 с цилиндрической 23 и кольцевой 24 проточками. Тележка 14 снабжена штырями 25, а на подшипниковых опорах 16 и 17 выполнены пазы 26. Высота штырей 25 вы брана с таким расчетом, чтобы можно было обрабатывать несколько типоразмеров подшипниковых опор 16 и 17, имеющих разные по глубине пазы 26. При этом дно пазов 26 у всех типораз меров подшипниковых опор 16 и 17 нах дится на одинаковом расстоянии от ос шейки валка. Расстояние между осями пазов 26 у всех типоразмеров подшипниковых опор 16 и 17 постоянно. На тележке 18 установлен гайковер 27 с шестерней 28, фланкированной в осевом и радиальном направлениях. Вращение гайковерта 27 осуществля ется приводом 29. Кроме того, на тележке 18 установлены для поворота, полумуфты 22 приводной опорный ролик 30 с кулачками 31, подпружиненная муфта 32, с кулачками 33, смонтированная на шлицевом валу 34 шестерни 28, холостой опорный ролик 35, рычаг 36 и толкатель 37. Привод 29содержит гидродвигатель 38, шлицевой вал 39 и промежуточную шестерню 40. На подъемном столе 12 установлен упор 41, на каретке ; , - линейка 42, а на ипатформе 1 - конечные выключатели 43. Стенд работает следующим образом. После перевалки изношенный валок 3 в сборе укладывается своими заплечиками 5 на подставки 2 платформы 1. Таким же образом на другие подставки 2укладывается новый разобранный валок 4. Суппорты 6 с помощью привода 7 перемещаются к оси валка 3. Останов ка привода 7 суппортов 6 по оси валк 3осуществляется от команды конечног выключателя 43, срабатываемого от во действия на него линейки 42, располо женной на каретке 11. При этом подъемные столы 12 гидроцилиндрами 13 удерживаются в нижнем положении, а тележки 14 и 18 находятся в исходном положении, т.е. на максимальном расстояний от валка. Затем тележки 14 и 18 приводной стороны валка и тележки 14 перевалоч ной стороны валка с помошью соответствующих гидроцилиндров 15 и 19 перемещаются к валку в рабочее положение, Причем рычаг 36 от действия упора 41 выводит кулачки 33 муфты 32, перемещающейся по шлицевому валу 34, из зацеш ения с кулачками 31 опорного ролика 30. Подъемные столы 12 поднимаются гидроцилиндрами 13 в верхнее положение . При этом штыри 25 входят в пазы 26 подшипниковых опор 16 и 17, шестерня 28 благодаря радиальному фланкированию - в зацепление с зубчатым венцом гайки 20, толкатель 37 - в кольцевую проточку 24 полумуфты 22 и опорные ролики 30 и 35 подводятся к бочке полумуфты 22. После этого тележка 18 перевалочной- стороны валка с помощью гидро- цилиндра 19 перемещается в рабочее положение вместе с втулкой 8, которая опирается на ролики 30 и 35 и фиксируется от осевого смещения толкателем 37, находящимся в кольцевой проточке 10, Одновременно шестерня 28 благодаря осевому фланкированию входит в зацепление с зубчатым венцом гайки 20, а рычаг 36 от действия упора 41 выводит кулачки 33 муфты 32, перемещающейся по шлицевому валу 34, из зацепления с кулачками 31 опорного ролика 30. Наличие опорных роликов 30 и 35 на тележке 18 перевалочной стороны валка позволяет менять положение обработки сторон валка. После этого включаются гидродвигатели 38 приводов 29 гайковертов 27, которые вращают шлицевые валы 39, промежуточные шестерни 40 и шестерни 28. Последние в свою очередь вращают гайки 20, которые, свинчиваясь, садятся своими цилиндрическими проточками 21 на соответствующие цилиндрические проточки 9 и 23. Затем тележки 14 и 18 с помощью соответствующих гидроцилиндров 15 и 19 отводятся в исходное положение. При этом штырями 25 с шеек валка 3 снимаются подшипниковые опоры 16 и 17, толкателем 37, расположенным с приводной стороны валка, снимается полумуфта 22. Также толкателем 37, расположенным с перевалочной стороны валка, снимается втулка 8. Одновременно с полумуфтой 22 и втулкой 8 отводятся гайки 20. При этом под действием подпружиненной муфты 32 отклоняется рычаг 36 и кулачки 33 входят в зацепление с кулачками 31 опорного ролика 30. После этого подъемные столы 12 гидроцилиндрами 13 опускаются, суппорты 6 перемещаются к оси валка 4. Остановка суппортов 6 по оси валка 4 осуществляется от команды соответствотощего конечного выключателя 43, срабатываемого от воздействия на нег линейки 42. Затем подъемные столы 12 гидроцилиндрами 13 поднимаются, тележки И 4 гидроцилиндрами 15 перемещаются в рабочее положение. Производится монтаж подшипниковых опор 16 и 17 на шейки валка 4. Для совмещения положения посадочных мест полумуфты 22 с соответствующим посадочным местом валка 4 включается привод 29 гайковерта 27, расположенного с приводной стороны валка 4. При этом вращаются шлицевой вал 39, промежуточная шестерня 40 и шестерня 28. Последняя через шлицевой вал 34, муфту 32, кулачки 31 и 33 вращает опорный ролик 30. В свою очередь опорный ролик 30 поворачивает полумуфту 22 до совмещения положения ее посадочного места с соответствующим посадочным местом валка 4. Холостой опорный ролик 35 от действия полумуфты 22 также пово рачивается. После этого тележки 18 с расположенными на них полумуфтой 22, втулкой 8 и гайками 20 перемещаются гидроцилиндрами 19 до упора в резьбовую часть валка 4. При этом полумуфта 22 толкателем 37 надевается на соответствующее посадочное место валка 4, Включаются приводы 29 гайковертов 27, которые вращают шлицевые валы 39, промежуточные шестерни 40, шестерни 28 и находящиеся с ними в зацегатении гайки 20. Производится навинчивание гаек 20 на резьбовые части валка 4 для фиксации подшипниковых опор 16 и 17. Далее тележка 18 с втулкой 8 гидроцилиндром 19 отводится в исходное положение. Опускаются подъемные столы 12, остальные тележки 14 и 18 гидроцилиндрами 15 и 19 отводятся также в исходное положение. После чего производится обработка следующей пары валков 3 и 4 и цикл повторяется. Втулка 8 благодаря кольцевой проточке 10 может переставляться на любую из тележек 18 в зависимсти от ориентации валков 3 и 4. Изобретение позволяет уменьшить металлоемкость, повысить производительность труда и упроститьконструкцию оборудования. Ожидаемый экономический эффект от использования изобретения составляет 260 тыс.руб. в год.
Л ФигЗ
B-S
Фиг.
IS 15
14
Efe
IS
-т.
W
ВиЗД
k
7
Фиг.7 ЫЖ
ФигБ
ВидЗ
| Чертеж № 0-95861 НКМЗ, подп.1979 (54) |
