(Л
с:
О СО 4
оо
о
Изобретение относится к обработке металлов давлением, а точнее к конструкции узлов рабочих валков станов поперечно-винтовой прокатки профильных изделий, и может быть использовано в рабочих клетях станов поперечно-винтовой прокатки профильных изделий при холодной или горячей прокатке изделий переменного профиля.
При эксплуатации станов поперечно-винтовой прокатки операция перевалки рабочего инструмента являевся сложной и трудоемкой. Это обусловлено тем, что валки обычно находятся в труднодоступной зоне рабочей клети, чем ограничены возможности использования различных перевалочных устройств и приспособлений. Кроме того, конструктивно рабочий инструмент (валки) имеет нетранспортабельную форму и в нем невозможно (по условиям работы) выполнить транспортировочные отверстия под рымболты или какие-либо проточки. Вследствие этого возникает необходимость создания удобной конструкции рабочего валка, для смены рабочего инструмента которого требовалось бы незначительное время.
Известен рабочий валок стана поперечной прокатки, включающий вал с установленным на нем посредством крепежного элемента бандажом 1.
Недостатком данной конструкции рабочего валка является то, что сменный инструмент (бандаж) монтируется на цилиндрической шейке вала, что при частой их замене приводит к нарушению посадки {обычно напряженной) между валом и расточкой бандажа, т. е. приводит к появлению люфтов и зазоров, что влечет в свою очередь потерю точности прокатываемых изделий. Смена валка данной конструкции ,весьма затруднительна, так как после прокатки (особенно горячей) бандаж пригорает к валу и снимать бандаж приходится с помощью специальных съемников или путем забивки клиньев Между бандажом и подшипниковой опорой вала. Эти операции трудоемки, приспособления громоздки, работа производится в стесненных условиях рабочей клети и сопряжена с напряженными условиями по правилам техники безопасности.
Известен рабочий валок стана поперечно-винтовой прокатки, содержащий опорный вал с установленным на нем посредством крепежного элемента сменным инструментом (диском), подшипниковую опору вала и отжимное средство, выполненное в. виде установленных в неподвижной подушке и равномерно расположенных по окружности гидравлических цилиндров, взаимодействующих своими штоками с торцовой поверхностью диска 2.
Однако для осуществления перевалки требуется значительное время, так как для демонтажа сменного инструмента необходимо снять крепежные элементы крышки и передать ее на стенд, 3afeM снять крепежные элементы диска и подать давление рабочей среды в полости гидроцилиндров. При этом при демонтаже значительная часть времени уходит на подключение и последующее снятие гидравлических шлангов к гидроцилиндрам. Постоянную же разводку шлангов разместить в клети не предоставляется возможным, так как они располагаются в зоне 0 вращения шпинделей и проводок (т. е. в весьма стесненной зоне).
Однако указанная конструкция валка неприемлема в станах горячей поперечновинтовой прокатки ввиду того, что разогрев подушки приводит к выходу из строя уплотнений, вызывающему утечку масла из цилиндров, что может привести к возникновению пожара. Все это ограничивает область применения данной конструкции. Кроjvie того, размещение гидравлических цилиндров в корпусе ограничивает возможности установки более мощных подшипников. Это снижает нагрузочную способность подшипниковой опоры, а следовательно, увеличивает простои стана из-за частой замены подшипниковых групп.
Наиболее близким к предлагаемому по технической сущности является узел составного прокатного валка, содержащий вал с конусной шейкой и цилиндрическим концом с резьбой и сидящие на конусной шейке бандаж, а на резьбовой части конца - зажимную гайку 3.
Ось и бандаж изготовлены из разного материала, а между гайкой и торцом бандажа размещен упругий элемент для компенсации разницы в коэффициентах линейного расширения элементов валка. Перевалка такого валка связана с большими трудоемкостями и требует много времени.
Цель изобретения - сокращение времени на перевалку.
Поставленная цель достигается тем, что узел консольного валка прокатного стана, содержащий вал с конусной щейкой и цилиндрическим концом с резьбой и сидящие на конусной шейке бандаж, а на резьбовой части конца - зажимную гайку, снабжен кольцом, установленным с возможностью осевого перемещения на цилиндрическом конце вала и имеющим резьбовые отверстия, в которых размещены болты, и конусную наружную поверхность с наклоном образующей, одинаковым с наклоном образующих конусной щейки и посадочной поверхности бандажа.
Такое конструктивное выполнение позволяет производить перевалку рабочих валков в стесненных условиях без каких-либо сложных приспособлений и устройств. Вся 5 операция перевалки предложенного узла рабочего валка состоит в снятии крепеЖной гайки валка и осуществлении 1-2 оборотов двух болтов.
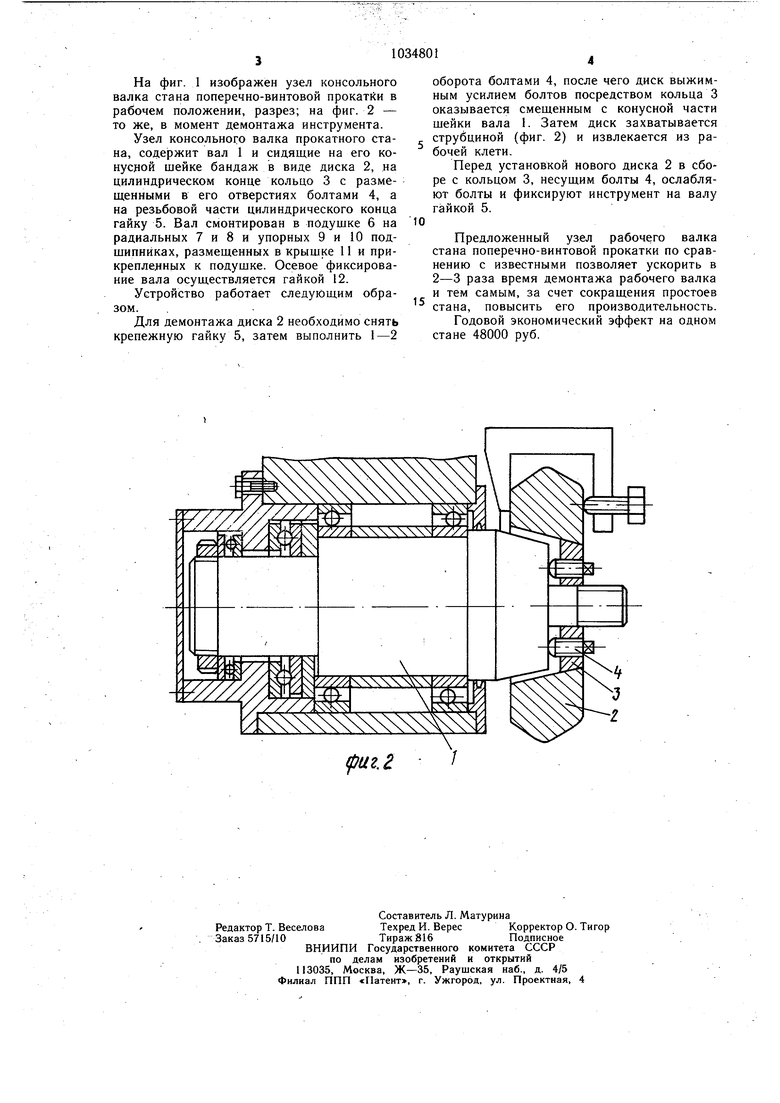
На фиг. 1 изображен узел консольного валка стана поперечно-винтовой прокатки в рабочем положении, разрез; на фиг. 2 - то же, в момент демонтажа инструмента.
Узел консольного валка прокатного стана, содержит вал 1 и сидящие на его конусрой шейке бандаж в виде диска 2, на цилиндрическом конце кольцо 3 с размещенными в его отверстиях болтами 4, а на резьбовой части цилиндрического конца гайку 5. Вал смонтирован в подушке б на радиальных 7 и 8 и упорных 9 и 10 подшипниках, размещенных в крышке 11 и прикреплелных к подушке. Осевое фиксирование вала осуществляется гайкой 12.
Устройство работает следующим образом.
Для демонтажа диска 2 необходимо снять крепежную гайку 5, затем выполнить 1-2
оборота болтами 4, после чего диск выжимным усилием болтов посредством кольца 3 оказывается смещенным с конусной части шейки вала 1. Затем диск захватывается струбциной (фиг. 2) и извлекается из рабочей клети.
Перед установкой нового диска 2 в сборе с кольцом 3, несущим болты 4, ослабляют болты и фиксируют инструмент на валу гайкой 5.
Предложенный узел рабочего валка стана поперечно-винтовой прокатки по сравнению с известными позволяет ускорить в 2-3 раза время демонтажа рабочего валка и тем самым, за счет сокращения простоев стана, повысить его производительность.
Годовой экономический эффект на одном стане 48000 руб.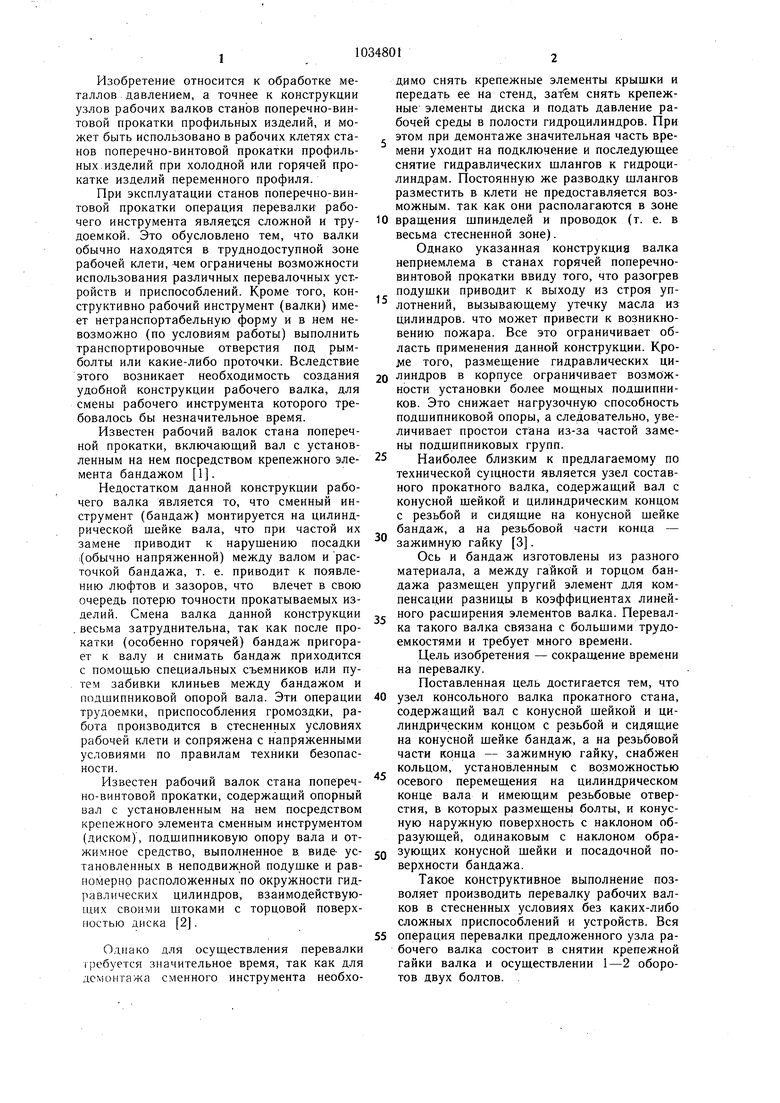
| название | год | авторы | номер документа |
|---|---|---|---|
| ДВУХВАЛКОВАЯ РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1999 |
|
RU2189873C2 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1995 |
|
RU2090278C1 |
| ПРОКАТНАЯ КЛЕТЬ | 1999 |
|
RU2166393C2 |
| Клеть стана холодной прокатки труб | 1977 |
|
SU716654A1 |
| ПРОКАТНАЯ КЛЕТЬ С КОНСОЛЬНЫМИ ВАЛКАМИ | 1999 |
|
RU2189874C2 |
| ГЛАВНАЯ ЛИНИЯ СТАНА ВИНТОВОЙ ПРОКАТКИ | 2005 |
|
RU2308329C2 |
| Составной прокатный валок | 1990 |
|
SU1731313A1 |
| Кассета с валком стана винтовой прокатки | 1981 |
|
SU1002057A1 |
| Прокатная клеть | 1977 |
|
SU662170A1 |
| ПРОКАТНАЯ КЛЕТЬ | 2000 |
|
RU2171725C1 |
УЗЕЛ КОНСОЛЬНОГО ВАЛКА ПРОКАТНОГО СТАНА, содержащий вал с конусной шейкой и цилиндрическим концом с резьбой и сидящие на конусной шейке бандаж, а на резьбовой части конца - зажимную гайку, отличающийся тем, что, с целью сокраш.ения времени на перевалку, он снабжен кольцом, установленным с возможностью осевого перемещения на цилиндрическом конце вала и имеющим резьбовые отверстия, в которых размещены болты, и конусную наружную поверхность с наклоном образующей, одинаковым с наклоном образующих конусной и посадочной поверхности бандажа.
fatZ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Рабочая клеть стана поперечной прокатки | 1975 |
|
SU537719A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
