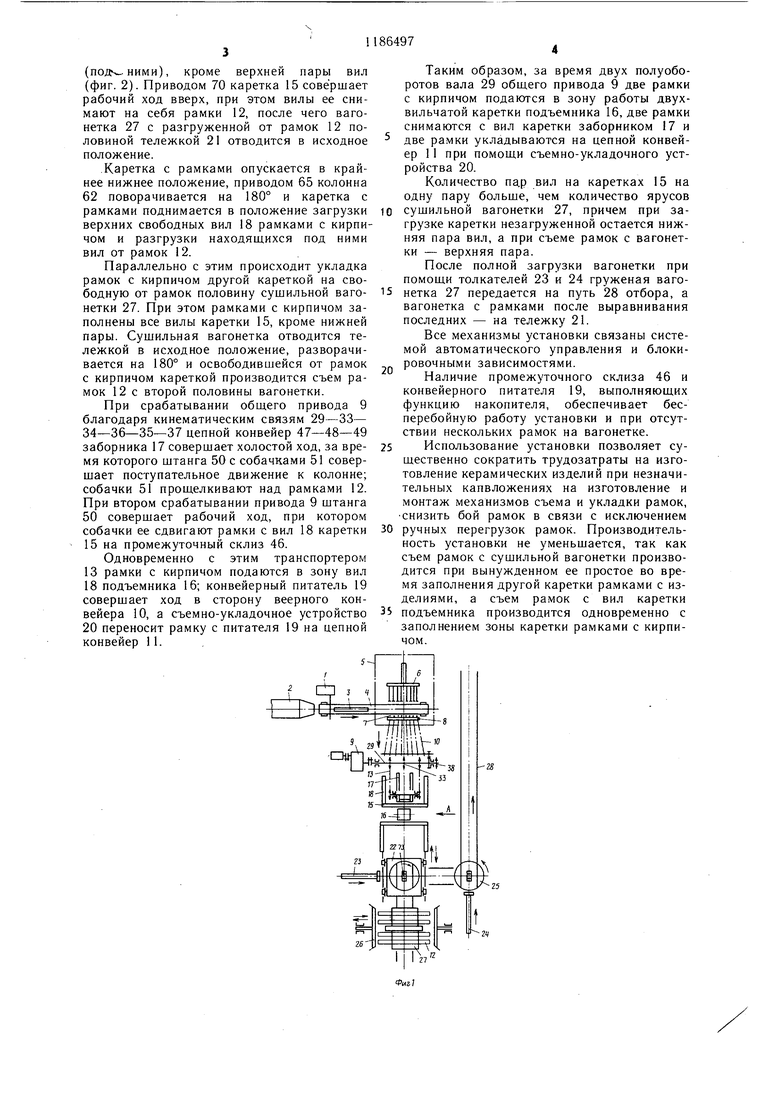
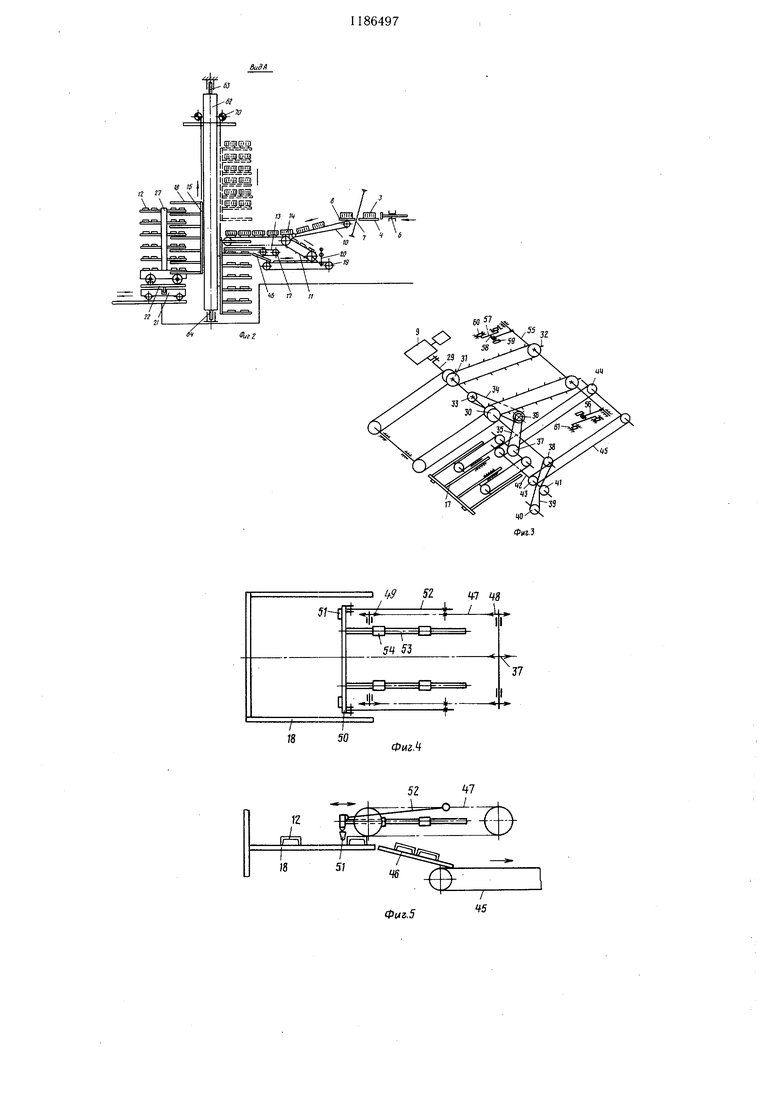
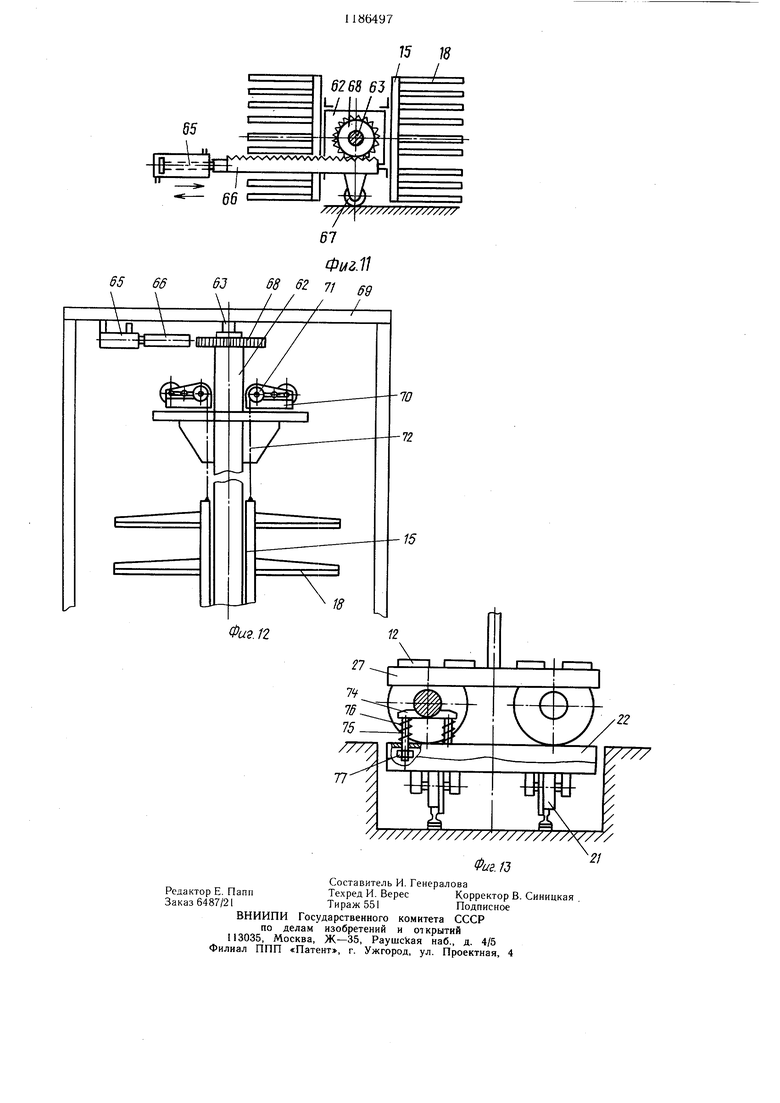
Изобретение относится к производству керамических изделий и может быть использовано в промышленности строительных материалов. Цель изобретения - снижение трудоемкости изготовления кирпича путем механизации процесса съема и укладки рамок. На фиг. 1 изображена предлагаемая установка, вид в плане; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - кинематическая схема механизмов съема и укладки рамок; на фиг. 4 - заборник, вид в плане; на фиг. 5 - .то же, вид сбоку; на фиг. 6-9 - съемно-укладочное устройство, различные положения; на фиг. 10 - то же, развернутое сечение; на фиг. 1 1 - механизм поворота колонны, вид в плане; на фиг. 12 - узел установки приводов подъема кареток и поворота, вид сбоку; на фиг. 13 - фиксаторы сушильных вагонеток на поворотных кругах. Установка состоит из однострунного резательного полуавтомата 1 для отделения от выходяш.его из пресса 2 глиняного бруса кирпичной заготовки 3, ускоряющего ленточного конвейера 4, передающего заготовки в зону многострунного резчика 5, состоящего, например, из толкателя 6, стационарно установленных струн 7 и укладочного столика 8; связанных общим приводом 9 цепного веерного конвейера 10 раздвижки изделий, цепного конвейера И подачи рамок 12 и транспортера 13 для передачи рамок 12 с кирпичом-сырцом 14 в зону двухвильчатой каретки 15 поворотного подъемника 16; заборника 17 для передачи рамок 12 с вил 18каретки подъемника на конвейерный питатель 19 рамок; съемно-укладочного устройства; 20; передвижной тележки 21 с поворотной платформы 22, толкателей 23 и 24 поворотного круга 25, выранивателя 26 рамок 12 на сушильной вагонетке 27 и пути 28 отбора груженых сушильных вагонеток. Общий привод 9 кинематически связан с приводным валом 29, на котором жестко закреплены звездочки 30 транспортера 13 для передачи рамок 12 с кирпичом-сырцом 14 в зону каретки 15, звездочки 31 цепного конвейера 11 подачи рамок, на тяговых органах которого закреплены зубья 32, звездочка 33, кинематически связанная посредством цепных передач 34 и 35 и промежуточного блока 36, с ведущей звездочкой 37 заборника 17 и звездочка 38, кинематически связанная посредством цепи 39 и отклоняющей звездочки 40 со звездочкой 41 приводного вала 42 конвейерного питателя 19рамок. Последний может быть выполнен из замкнутой клиноременной передачи, состоящей из ведущих 43 и ведомых 44 шкивов, охваченных ремнями 45. Между вилами 18 каретки подъемника 16 и конвейерным питателем 19 смонтирован промежуточный склиз 46. Заборник 17 смонтирован под транспортером 13 между вилами 18 каретки 15 и выполней в виде охваченных цепями 47 приводных 48 и натяжных 49 звездочек, толкающей щтанги 50 с собачками 51, шарнирно соединенной посредством шатунов 52 с цепями 47, цилиндрических направляющих 53, жестко соединенных с толкающей штангой 50 и перемещающихся в корпусах 54. Съемно-укладочное устройство 20 выполнено в виде жестко закрепленных на ведомом валу 55 цепного конвейера 11 кривошипов 56, щарнирно соединенных с коромыслами 57. В Коромыслах жестко закреплены оси 58, снабженные подхватами 59, а на концах коромысел 57 смонтированы ведомые ролики 60, контактирующие с копирными направляющими 61, закрепленными на каркасе установки. Копирные направляющие обеспечивают строго вертикальное положение коромысел и, соответственно, горизонтальное положение подхватов на всем пути перемещения. Поворотный подъемник 16 состоит из колонны 62, имеющей возможность поворота в верхней 63 и нижней 64 цапфах. В зоне верхней цапфы установлен механизм поворота колонны, состоящий, например, из цилиндра 65, щток которого соединен с рейкой 66, снабженной упорным роликом 67. Рейка находится в зацеплении с зубчатым колесом 68, жестко связанным с колонной 62 подъемника. Верхняя цапфа 63 и цилиндр 65 укреплены на раме 69 подъемника. В верхней части его на колонне 62 смонтированы индивидуальные для каждой ка-« ретки 15 приводы 70 с барабанами 71, соединенные канатами 72 с каретками 15. На поворотной платформе 22 и круге 25 установлены фиксаторы 73, выполненные каждый в виде фигурного упора 74 со щтоками 75, пружин 76 сжатия и регулировочных гаек 77. Установка работает следующим образом. От глиняного бруса, формуемого ленточным прессом 2, резательным полуавтоматом 1 отрезается кирпичная заготовка 3, которая ускоряющим ленточным конвейером 4 перемещается на позицию резки. Многострунным резчиком 5 заготовка 3 разрезается на отдельные кирпичи, которые укладываются на цепи веерного конвейера 10. Последний перемещает изделия 14 к транспортеру 13. одновременно раздвигая их на расстояние, необходимое для прохода теплоносителя в процессе сушки. Сушильная вагонетка 27 с рамками 12 подается к передвижной тележке 21, где рамки выправляются при помощи выравнивателя 26. Затем она устанавливается на поворотную платформу 22 и фиксируется фигурным упором 74 фиксатора 73. При помощи тележки 21 одна половина сушильной вагонетки 27 вводится в зону работы каретки 15, которая в этот момент установлена в таком положении, что ее вилы 18 оказываются между ярусами рамок 12
(подч. ними), кроме верхней пары вил (фиг. 2). Приводом 70 каретка 15 совершает рабочий ход вверх, при этом вилы ее снимают на себя рамки 12, после чего вагонетка 27 с разгруженной от рамок 12 половиной тележкой 21 отводится в исходное положение.
Каретка с рамками опускается в крайнее нижнее положение, приводом 65 колонна 62 поворачивается на 180° и каретка с рамками поднимается в положение загрузки верхних свободных вил 18 рамками с кирпичом и разгрузки находящихся под ними вил от рамок 12.
Параллельно с этим происходит укладка рамок с кирпичом другой кареткой на свободную от рамок половину сушильной вагонетки 27. При этом рамками с кирпичом заполнены все вилы каретки 15, кроме нижней пары. Сушильная вагонетка отводится тележкой в исходное положение, разворачивается на 180° и освободившейся от рамок с кирпичом кареткой производится съем рамок 12 с второй половины вагонетки.
При срабатывании общего привода 9 благодаря кинематическим связям 29-33- 34-36-35-37 цепной конвейер 47-48-49 заборника 17 совершает холостой ход, за время которого штанга 50 с собачками 51 совершает поступательное движение к колонне; собачки 51 прощелкивают над рамками 12. При втором срабатывании привода 9 щтанга 50 совершает рабочий ход, при котором собачки ее сдвигают рамки с вил 18 каретки 15 на промежуточный склиз 46.
Одновременно с этим транспортером 13 рамки с кирпичом подаются в зону вил 18 подъемника 16; конвейерный питатель 19 соверщает ход в сторону веерного конвейера 10, а съемно-укладочное устройство 20 переносит рамку с питателя 19 на цепной конвейер 11.
Таким образом, за время двух полуоборотов вала 29 общего привода 9 две рамки с кирпичом подаются в зону работы двухвильчатой каретки подъемника 16, две рамки снимаются с вил каретки заборником 17 и
две рамки укладываются на цепной конвейер 11 при помощи съемно-укладочного устройства 20.
Количество па.р вил на каретках 15 на одну пару больще, чем количество ярусов
0 сушильной вагонетки 27, причем при загрузке каретки незагруженной остается нижняя пара вил, а при съеме рамок с вагонетки - верхняя пара.
После полной загрузки вагонетки при помощи толкателей 23 и 24 груженая вагонетка 27 передается на путь 28 отбора, а вагонетка с рамками после выравнивания последних - на тележку 21.
Все механизмы установки связаны системой автоматического управления и блокировочными зависимостями.
Наличие промежуточного склиза 46 и конвейерного питателя 19, выполняющих функцию накопителя, обеспечивает бесперебойную работу установки и при отсутствии нескольких рамок на вагонетке.
5 Использование установки позволяет существенно сократить трудозатраты на изготовление керамических изделий при незначительных капвложениях на изготовление и монтаж механизмов съема и укладки рамок, снизить бой рамок в связи с исключением
0 ручных перегрузок рамок. Производительность установки не уменьшается, так как съем рамок с сушильной вагонетки производится при вынужденном ее простое во время заполнения другой каретки рамками с изделиями, а съем рамок с вил каретки
S подъемника производится одновременно с заполнением зоны каретки рамками с кирпичом.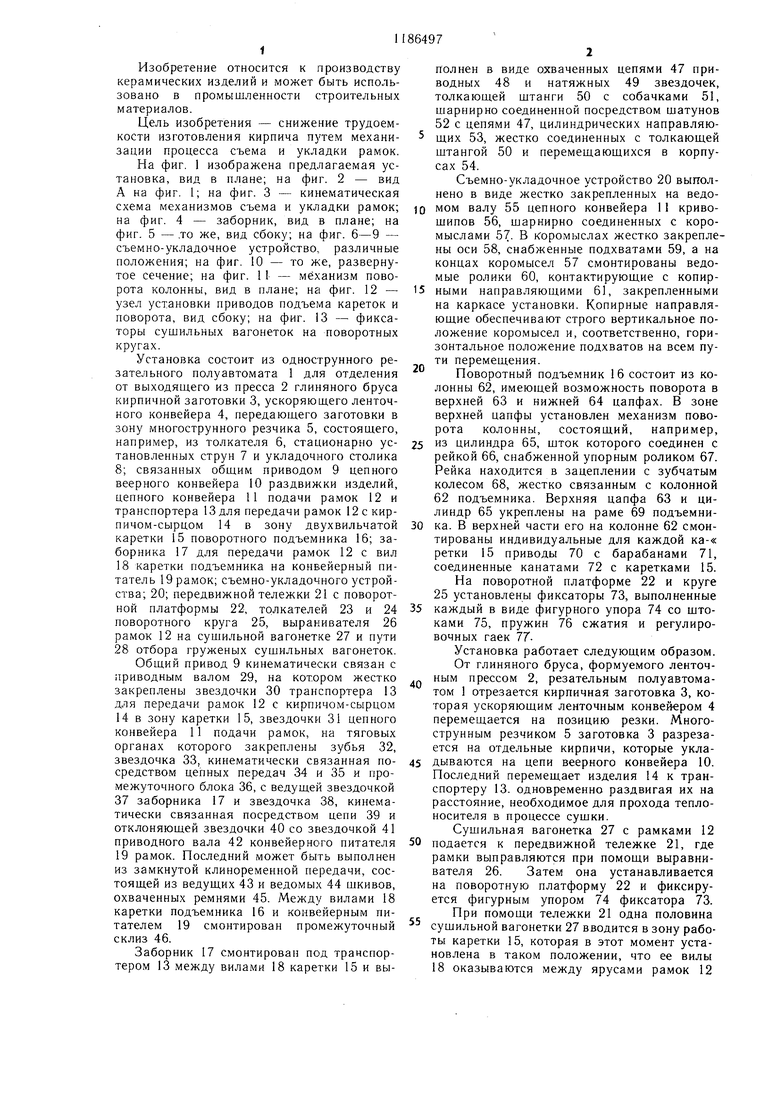
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для производства керамических изделий | 1986 |
|
SU1369898A1 |
| Установка для резки и укладки кирпича-сырца на консольные сушильные вагонетки | 1981 |
|
SU1022814A1 |
| Установка для многоструйной резки и укладки кирпича на сушильные вагонетки | 1986 |
|
SU1414653A1 |
| Линия для производства строительного кирпича | 1990 |
|
SU1768398A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА КЕРАМИЧЕСКОГО КИРПИЧА ПЛАСТИЧЕСКОГО ФОРМОВАНИЯ | 2005 |
|
RU2294280C2 |
| Установка для укладки керамических камней на сушильные вагонетки | 1985 |
|
SU1235737A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ФОРМОВКИ И СУШКИ КЕРАМИЧЕСКОГО КИРПИЧА ПЛАСТИЧЕСКОГО ФОРМОВАНИЯ | 2013 |
|
RU2534283C2 |
| Установка для перемещения керамических отформованных изделий | 1990 |
|
SU1791136A1 |
| УСТАНОВКА ДЛЯ УКЛАДКИ КИРПИЧА-СЫРЦАПИЕЙТ^Ш-ча;-JiSE. шБИБЛИОТЕКА | 1971 |
|
SU301279A1 |
| Установка для укладки кирпича-сырца на сушильные вагонетки | 1975 |
|
SU1274933A1 |
I. УСТАНОВКА ДЛЯ МНОГОСТРУННОЙ РЕЗКИ И УКЛАДКИ КИРПИЧА НА СУШИЛБНЫЕ ВАГОНЕТКИ, содержащая резательный полуавтомат, ускоряющий ленточный конвейер, многострунный резчик, связанные общим приводом веерный конвейер раздвижки изделий, цепной конвейер подачи рамок и транспортер для передачи рамок с кирпичом-сырцом в зону двухвильчатой каретки поворотного подъемника, передвижную тележку с поворотной платформой, толкатели и поворотный круг для подачи и отбора сушильных вагонеток, отличающаяся тем, что, с целью снижения трудоемкости изготовления кирпича путем механизации процесса съема и укладки рамок, она снабжена съемно-укладочным устройством и кинематически связанными с общим приводом конвейерным питателем рамок и заборником для передачи рамок с вилдвухвильчатой каретки поворотного подъемника на конвейерный питатель рамок, причем съемно-укладочное устройство выполнено в виде жестко закрепленных на валу цепного конвейера подачи рамок кривошипов с коромыслами, соединенными с последними при помощи шарниров, на которых смонтированы подхваты, взаимодействующие с рамками, а указанный заборник устаI новлен под транспортером для передачи рамок с кирпичом-сырцом в зону поворотсл ного подъемника между вилами его каретки. 2. Установка по п. 1, отличающаяся тем, что указанный заборник выполнен в виде толкающей штанги и шарнирно соединенного с последней при помощи шатунов вертикально замкнутого цепного конвейера. СХ) Од со 
1850
ФигМ
61
Фиг.8
Фнг.8
Фиг.9
59
55
60 57
61
-56
--J8 3
| Строительные машины | |||
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
| Прибор для промывания газов | 1922 |
|
SU20A1 |
