;л
СА)
Изобретение относится к производству керамических изделий и может быть использовано в промышленности строительных материалов.
Целью изобретения является повышние надежности установки.
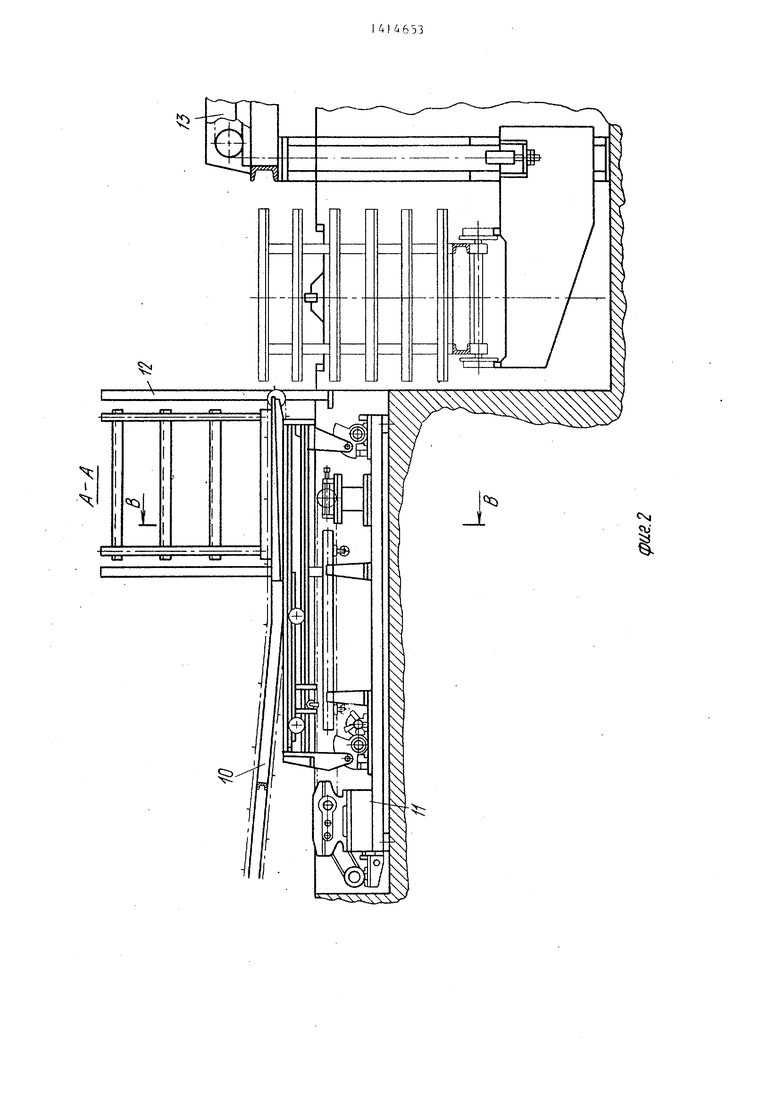
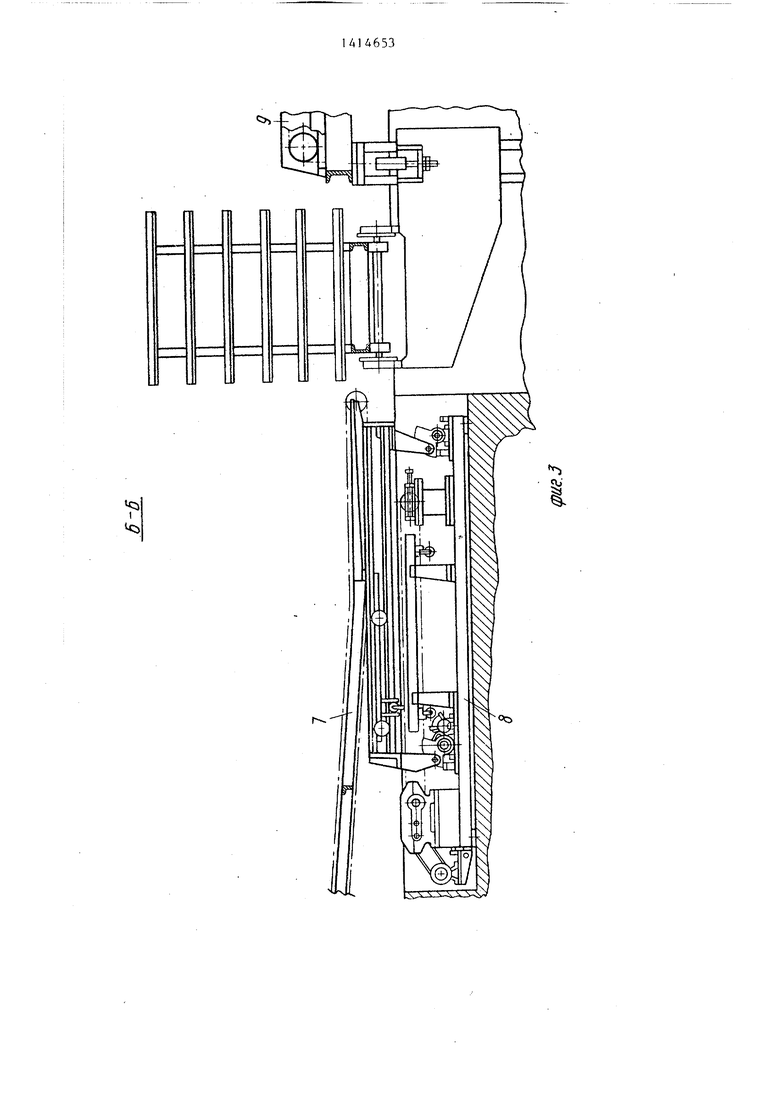
На фиг. 1 изображена установка, вид в плане; на фиг. 2 - разрез А-А на фиг. 1} на фиг. 3 разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 2; на фиг. 5 - схема работы 1 укладчика; на фиг. 6 - схема работы ; разгрузчика.
Установка содержит подающий тран портер 1, однострунное режущее уст- |ройство 2, многострунный резчик 3, {механизм 4 раздвижки и укладки изде |лий на рамки 5 и рольганг 6. I Перпендикулярно оси механизма :4 раздвижки и укладки изделий уста- ;новлен конвейер 7 подачи рамок, раз |грузчик 8 рамок и снижатель 9, Шаго 1вьш конвейер 10 подачи рамок с кир- пичом-сырцом в зону укладчика 11, ;запасник 12 и подъемник 13 установлены перпендикулярно к оси рольган- :га 6„
I На одной оси со снижателем 9 и Подъемником 13 по ходу движения ва- :гонеток расположены толкатель 14, передаточное устройство 15, смонтированное между снижателем 9 и подъемником 13, и толкатель 16 вагонеток Нежду транспортными путями установ- Ьен двухсекционный шаговьй толкатель 17, связанный с толкателем 14 самоходной тележкой 18. Разгрузчик 8 установлен между цепями конвейера 7 подачи рамок и состоит из двухвиль- чатой каретки 19 с упорами 20, сдвоенного параллелограммного механизма 21, соединенных четырехопорной траверсой 22jH цепного приводного кон- тура 23,
Кривоаипы параллелограммного механизма 21 вьшолнены в. виде секторов 24 и 25, закрепленных на валох, причем сектор 24 через зубп 1тую па- ру 26 соединен с двуплечим рычагом 27, закрепленным на станине,
Цепной контур 23 снабжен жестким толкающим элементом 28, взаимодействующим с упорами 20 двухвильчатой каретки 19 и двумя односторонними упорами 29 и 30. Соединительные звенья параллелограммного механизма 21 образуют траверсу 22, служащую
направляющий для двухвильчатой каретки 19. В крайнем верхнем или нижнем положениях параллелограммный механизм 21 фиксируется упорами 31 и 32 через секторы 24 и 25. Укладчик 11 имеет аналогичную разгрузчику 8 конструкцию.
Установка работает следующим образом.
Выходящий из пресса брус приводит в движение подающий транспортер 1 и однострунное режущее устройство 2, отрезающий мерньй брус, которьй подается на многострунньш резчик 3, струны которого перемещаются в вертикальной плоскости и разрезают мер- ньй брус на кирпичи. Механизмом 5 кирпич-сырец раздвигается на необхо- димьй зазор и укладывается на рамку 5. Рамка с кирпичом-сырцом рольгангом 6 перемещается к шаговому конвейеру 10, которьй снимает их с рольганга и в шаговом режиме перемещает их в зону работы укладчика 11.
При накоплении необходимого количества груженых рамок на конвейере 10, например трех, включается привод цепного контура 23, которьй же стким толкающим элементом 28, взан- модействуя с одним из упоров 20, перемещает вправо двухвильчатую каретку 19 по траверсе 22, а односто ронним упором 29 через двуплечий
рычаг 27, зубчатую пару 26 поворачивает сектор 24. Последний поворачиваясь по часовой стрелке, перемещает через сдвоенньй параллелограммньй механизм 21 и траверсу 22 с двухвильчатой кареткой 19 вверх, Двухвильча- тая каретка 19 одновременно перемещается вверх и вправо, при этом она приподнимает рамки 5 с кирпичом-сьф- цом с цепи конвейера 10 и перемещается вправо в крайнее положение в зону загрузки сушильной вагонетки.
В конце хода параллелограммного механизма секторы 24 и 25 прижимаются к упорам 32, чем достигается точная фиксация крайнего верхнего положения двухвильчатой каретки 19.
При дальнейшем перемещении цепного контура 23 односторонний упор 29 выходит из зацепления с двуплечим рычагом 27, а толкаюп11-гм элементом 28 двухвильчатая каретка 19 с гружеными рамками продолжает перемещаться в крайнее правое папожение.
При подходе в крайнее правое положение каретки 19 односторонний упор 30 свободно проходит над двуплечим рычагом 27, В крайнем правом положении дается команда на реверсивное движение цепного контура 23, который упором 30 поворачивает двуплечий рычаг 27 уже по часовой стрелке и через зубчатую пару 27, сектор 24 и параллелограммньй механизм 21 опускает двухвильчатую каретку 19 и соответственно рамки с кирпичом- сырцом на полку сушильной вагонетки. Двухвильчатая каретка 19 при опускании начинает возвращаться упорами 20 и толкающим элементом 28 в крайнее левое положение. При полном опускании параллелограммного механизма 21 с кареткой 19 упор 30 выходит из зацепления с двуплечим рычагом 27, а в конце хода цепного контура 23 входит в зацепление с ним односторонний упор 29. Подъемник 13 поднимает вагонетку на шаг и цикл работы укладчика 11 повторяется.
При сбое в работе подъемника 13 или отсутствии на нем суш шьной вагонетки при наборе трех груженых рамок в зоне укладчика: 11 дается команда на их подъем запасником. Работа запасника 12 продолжается до момента начала возможности загрузки рамок укладчиком или до его полного заполнения.
При сбое в линии загрузки рамок кирпичом и их отсутствии в зоне укладчика 11 рамки вьщаются на укладчик из запасника, т.е. происходит обратный цикл. Порожние рамки снимаются с вагонетки, стоящей на сни- жателе 9, разгрузчиком 8. Съем и укладка рамок на конвейер 7 подачи рамок разгрузчиком 8 происходит в цикле, обратном циклу работы укладчика 11, Порожние рамки конвейеро 7 перемещаются на механизм 4 раздвижки и укладки кирпича на рамки. Порожние вагонетки с рамками двухсекционным шаговьм толкателем 17 снимаются с лафета, накапливаются и передаются по одной на самоходную тележку 18, которая перемещает их к толкателю 14. Толкатель 14 перемещает порожнюю вагонетку на снижатель 9, а самоходная тележка 18 возвраща щается в исходное положение. Снижатель 9 в режиме, опускает
вагонетку, разгрузчик 8 снимает и укладывает рамки на конвейер 7.
После разгрузки рамок с вагонетки снижатель 9 находится в крайнем нижнем положении, вагонетка передаточным устройством 15 снимается со снижателя и, если подъемник 13 находится в крайнем нижнем положении Q без вагонетки, подается на подъемник.
При освобождении от вагонетки снижатель 9 поднимается в исходное положение и принимает следующую вагонетку. Подъемник 13, после установ- 5 ки вагонетки, поднимается и в шаговом режиме загружается рамками с кирпичом-сырцом.
После полной загрузки вагонетки подъемник 13 находится в верхнем положении, она снимается толкателем 16 и подъемник 13 опускается в исходное положение. Далее цикл работы повторяется.
0
25
Формула изобретения
Установка для многострунной резки и укладки кирпича на сушильные вагонетки, содержащая установленные в технологической последовательности
0 однострунное режущее устройство, многострунньй резчик, механизм раздвижки и укладки кирпичей на рамки, конвейер подачи рамок от разгрузчика, рольганг, шаговый конвейер
g для передачи рамок с кирпичом в зону укладчика, установленный на станине, и толкатели сушильной вагонетки, отличающаяся тем, что, с целью повышения надежности установ0 ки, она снабжена запасником груженых рамок, установленным в зоне укладчика,двуплечим рычагом,смонтированным на станине, при зтом разгрузчик и укладчик расположены пас раллельно друг другу и каждый из них выполнен в виде двухвильчатой к.арет ки, на вилах которой закреплены упоры, параллелограммного механизма, соединительные звенья которого имеют нaпpaвляюa иe для каретки и приводного цепного контура с жестко, закрепленными на нем толкающими элементами, контактирую1цими с упорами вил и односторонними упорами, контактирующими с двуплечим рычагом, соединенным посредством зубчатой передачи с паралмелограммным механизмом.
0
5
Т
JS
(риг.1
«Nl
SO
nt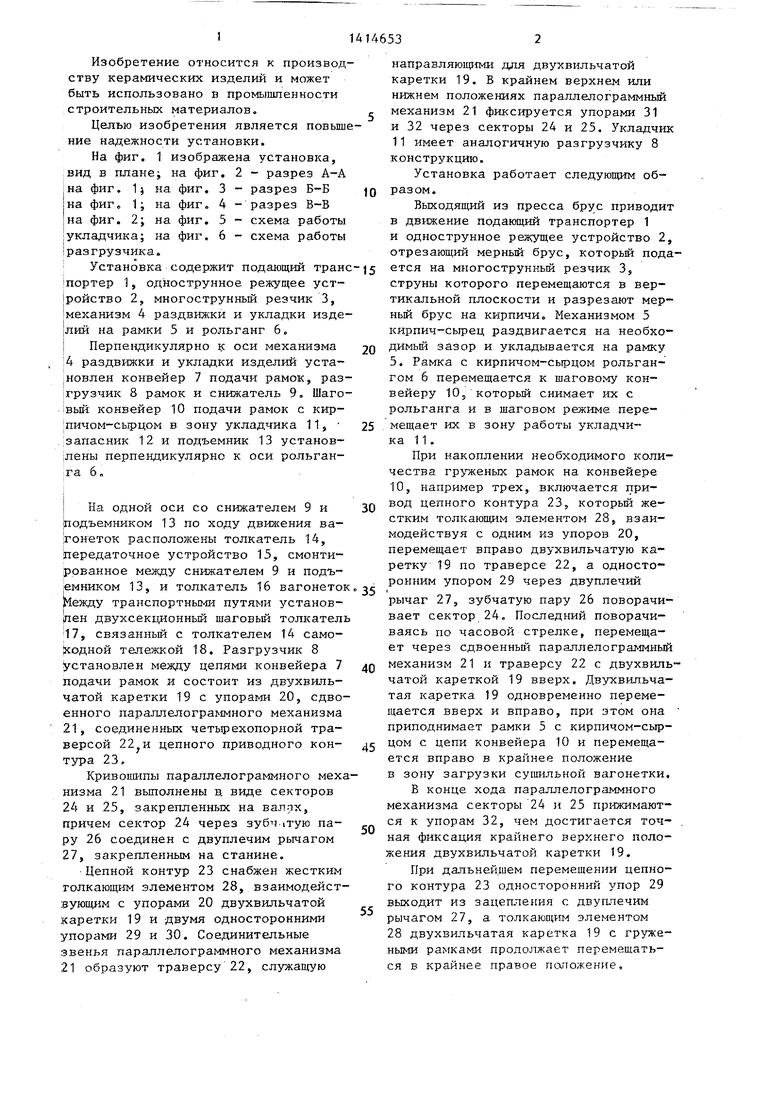

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для резки и укладки кирпича-сырца на консольные сушильные вагонетки | 1981 |
|
SU1022814A1 |
| Установка для многострунной резки и укладки кирпича на сушильные вагонетки | 1984 |
|
SU1186497A1 |
| Поточная линия | 1975 |
|
SU590142A1 |
| Поточная линия для производства керамических труб | 1977 |
|
SU737218A1 |
| Автоматическая линия для производства керамических изделий | 1986 |
|
SU1369898A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ФОРМОВКИ И СУШКИ КЕРАМИЧЕСКОГО КИРПИЧА ПЛАСТИЧЕСКОГО ФОРМОВАНИЯ | 2013 |
|
RU2534283C2 |
| Автоматическая линия формования и сушки керамических изделий | 1978 |
|
SU764985A1 |
| Поточная линия для производства дренажных раструбных труб | 1983 |
|
SU1079456A1 |
| Установка для съема кирпича сСушильНОй ВАгОНЕТКи | 1979 |
|
SU814760A1 |
| Автомат-укладчик кирпича-сырца на сушильные рамки | 1983 |
|
SU1150084A1 |


Изобретение относится к производству керамических изделий, например кирпича, камней. Цель изобретения - повьшение надежности установки, Установка содержит однострунное режущее устройство, многострунньй резчик, механизм раздвижки и укладки изделий на рамки, рольганг, перпендикулярно которому установлены шаговый конвейер подачи рамок с кирпичом-сырцом в зону укладчика и запасник. Перпенди-. кулярно оси механизма раздвижки и укладки изделий на рамки установлен конвейер подачи рамок, разгрузчик рамок и снижатель. Разгрузчик рамок и укладчик выполнены одинаковой конструкции. 6 ил. (Л
fO 21
5
10 20 22 f . V
29
31 26
иг.5
фиг.
1 5 22 20
Л
31 26 29
ViiZ.6
Т
| Установка для многострунной резки и укладки кирпича на сушильные вагонетки | 1984 |
|
SU1186497A1 |
| Установка для укладки керамических камней на сушильные вагонетки | 1983 |
|
SU1133104A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
