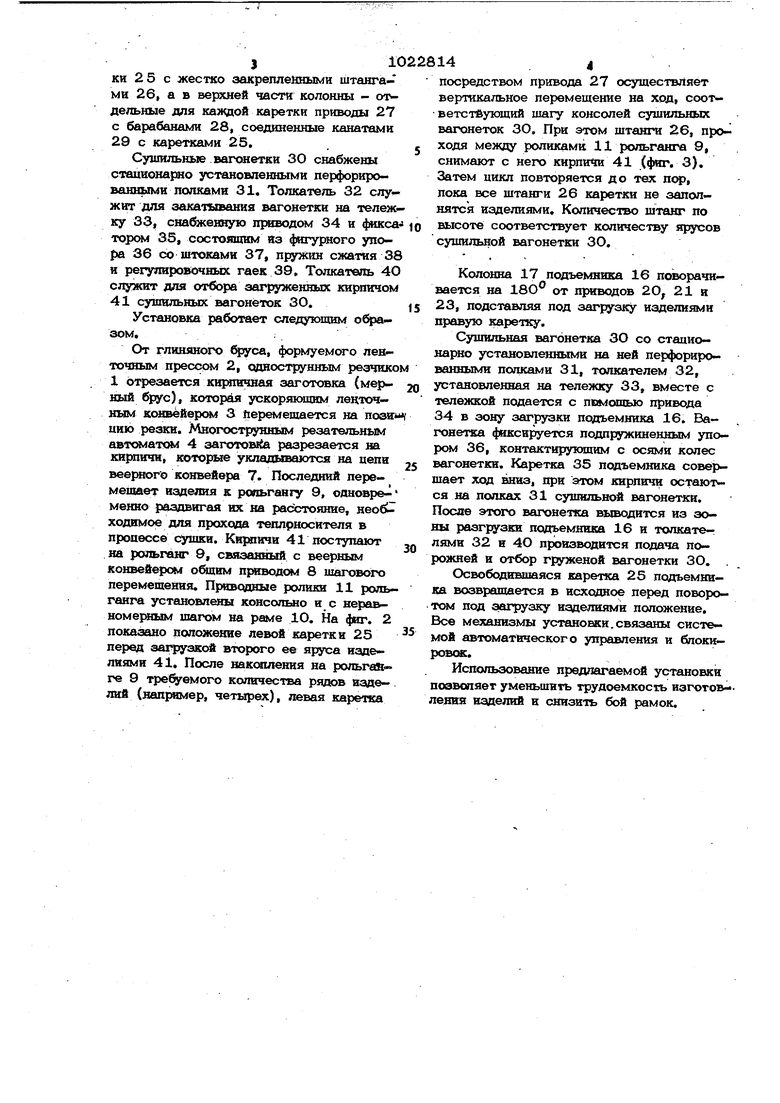
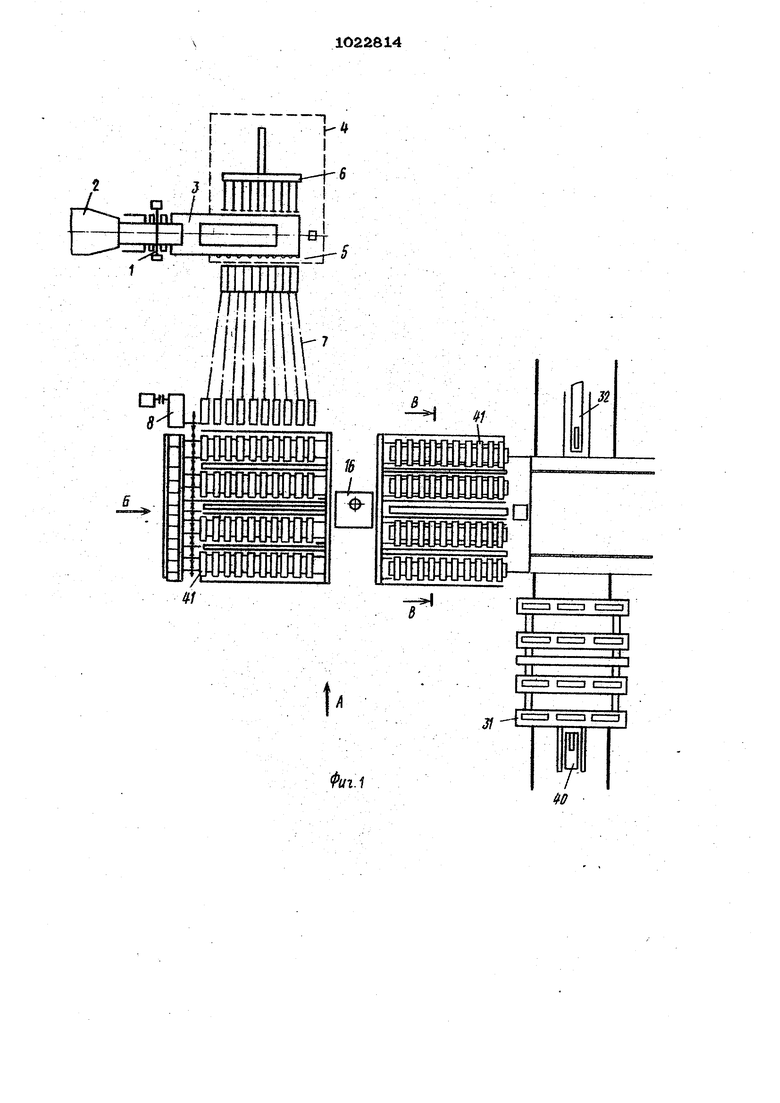
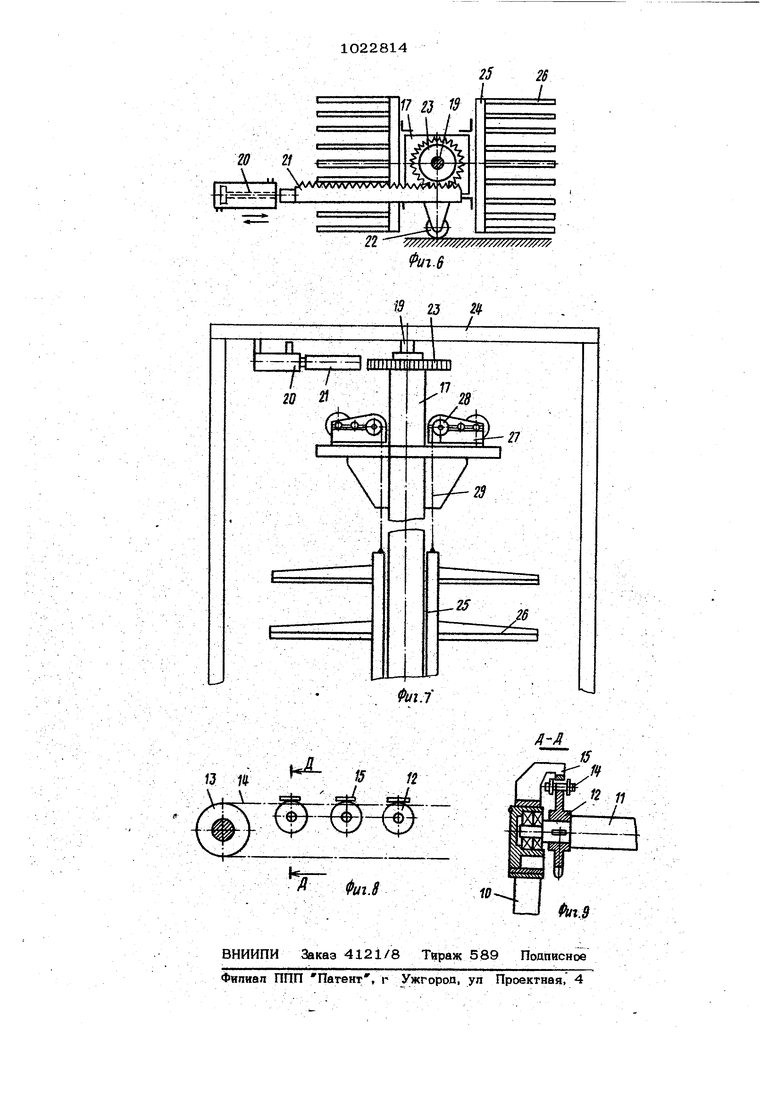
10 Изобретение относится к механизмам для изготовления глиняного кирпича, блоков и других подобных изделий и може быть использовано в промышленности строительных материалов. Известна установка для укладки кирпи ча-сырца на полочную вагонетку, включающая транспортер для отбора кирпича ОТ ленточного;Пресса, группирующий тран портер, захватное устройство для рзда кирпичей, установленное на каретке комплектукнцее устройство, захватное уст ройство для группы киртичей с пневмоподуииками, подъемник вагонеток и устрой ство для подачи последних в зону подьемника 1. Эта установка характеризуется невы сокой производительностью, а отсутствие устройства для многострунной резки предопределяет низкое качество изделий. Наиболее близким .техничесваш решением к изобретению является линия для многострунной резки и уклаДки кирпича на сушильные вагонетки, включакяцая резательный полуавтомат, отделяющий от выходящего из пресса глишшого (зус кирпичные заготовки, ускорякядий ленточ ный конвейер, подающий заготовки в зон многоструйного резчика, состоящего, например, из стационарно устансжленных струн и перекладчика бокового резания, цепной веерный конвейер раздвижки изделий, цепной конвейер подачи рамок и транспортер, передающий рьмхи с кирпичем-сыумом в зону двухвильчатой Kapeiv ки поворотного подъемника; передшсжную тележку с поворотной ШIaтфo яv oй для подачи сушильных вагонеток в зону разгрузки подъемника, толкатели и поворотный круг для подачи и отбора сушильных вагонеток 2 . Эксплуатация известной линии предусматривает затрати большого количества труда на съем рамок с порожних сушильных вагонеток, доставку их к автомату многострунной резки и укладку на цепной конвейер подачи рамок. Цель изобретения - снижение трудоемкости изготовления кирпича. Цель достигается тем, что в установке для резки и укладки кирпича-сырц на консольные сушильные вагонетки, включающей однострунный резчик, ускоР51ЮЩИЙ конвейер подачи кирпичных заготовок, многострунный автомат бокового резания бруса на кирпичи, цепной веерный конвейер раздвижки кирпичей, подъемник с поворотной колонной, ва которой установлены каретки со штангами, тол14катели консольных сушильных вагонеток и тележку с приводом ввода ее в зону разгрузки подъемника, консольная сушильная вагонетка снабжена стационарно установленными перфорированными полками, при этом между цепным веерным конвейером и поворотным подъемником смонтирован рольганг с приводными консольными роликами, причем штанги кареток вьшолнены Ij -образного сечения и рас- положены перпендикулярно направлению перемещения кирпича. На фиг. 1 изображена предлагаемая установка} на фиг. 2 - вид А на . 1; на фиг, 3 - вид Б на )иг. Ij на фиг. 4 разрез В-В на фиг. 1; на фиг. 5 - вид Г на фиг. 2 (узел установки фиксатора); на . 6 - механизм поворота колонны, план; на фкг. 7 - узел установки привода подъема кареток и поворота, вид сбоку} на фиг. 8 - общий привод веерного конвейера и рольганга, вид сбоку; на фкг. 9разрез Д-Д на фиг. 8. Установка состоит из однострунного резчика 1 для отделения от выходящего из пресса 2 глиняного бруса кирпичной заготовки, ускоряющего ленточного конвейера 3, подающего заготовки в зону многострунного резательного автомата 4, состоящего, например, из стационарно установленных струи 5 и толкателя 6 бокового резания бруса на кирпичи; цепного веерного конвейера 7 для раздвижки изделий с приводом 8; рояьганга 9, состоящего из рамы 10, на которой смонтированы консольные ролики 11, приводимые звездочками 12; звездочка 13 привода веерного конвейера и приводные звездочки 12 рольганга охвачены ойцей цепью 14. Для обеспечения постоянного зацепления, над цепью 14 в месте установки звездочек 12 смонтированы на раме 1О прижимы 15 (фиг. 9). Ролики 11 установлены с неравномерным шагом. Для набрра кирпичей служит поворотный подъемник 16, состоящий из колонны 17, немеющей возможность поворота в нижней 18 и верхней 19 цапфах. В зоне верхней цацфы установлен механизм поворота колонны, состоящий, например, из цилиндра 20, шток которого соединен с рейкой 21, а на рейке смонтирован упорный ролик 22. Рейка постоянно находится в зацеплении с зубчатым колесом23,жестко связанным с колонной 17 подъемника. Верхняя цапфа и цилиндр 2О укреплены на каркасе 24 подъемнике. На колонне 17 подъемника смонтированы с возмож ностью вертикалшого перемеш вния карет- ки 2 5 с жестко закрепленными штанга- ми 26, а в верхней части колонны - отдельные для каткрюй каретки приводы 27 с барабанами 28, соединенные канатами 29 с каретками 25.. Сушильные вагонетки 30 снабжены стационарно установленными перфорированными палками 31. Толкатель 32 служит для закатывания вагонетки на тележ ку 33, снабженную щжшодом 34 и фикса торсам 35, состоящим аз фигурного упора 36 со штоками 37, пружин сжатия 38 и ре1: уяировочных гаек 39, Толкатель 4О служит для отбора загруженных ки1н1ичом 41 сувщльных вагонеток 30. Установка работает следующим офазом. От глиняного бруса, формуемого левточным прессом 2, одностигшлым резчико 1 отрезается кирпичная заготовка (мерный брус), которая ускорякицим ленточным конвейером 3 перемешается на noss цию резки. Многострунным резательным еоукматои 4 заготов1 а разрезается на кирпичи, которые укладываются на цепи конвейера 7 Последний перемешает изделия к рольгангу 9, одновременно раздвигая их на расгстояние, необ ходимое для прокола теплрносителя в процессе . Кирпичи 41 поступают на рольганг 9, связанный с веерным конвейером о&цим приводом 8 шагового перемещения. Приводные ролики 11 рольганга установлены консолыю и с неравномерным шагом на раме Ю. На фщ. 2 показано полсжение левой каретки 25 загрузке второго ее яруса изделиями 41. После накопления на рольгап- ге 9 требуемого количества р5здов изделий (например, четырех), левая каретка посредством привода 27 осуществляет вертикальное перемещение на ход, соответстйуюший шагу консолей сушильных вагонеток ЗО, При этом штанги 26, проходя между роликами 11 рольганга 9, снимают с него кирпичи 41 (фиг. 3). Затем цикл повторяется до тех пор, пока все штанги 26 каретки не заполнятся изделиями. Количество штанг по высоте соответствует количеству ярусов сушильной вагонетки ЗО. Колонна 17 подъемника 16 поворачивается на 180 от приводов 2О 21 и 23, подставл5ш под загрузку изделиями правую каретку. Сушильная вагонетка ЗО со стационарно установленными на ней перфортрованными полками 31, толкателем 32, установленная на тележку 33, вместе с тележкой подается с помсяпью привода 34 в зону загрузки подъемника 16. Eia- гонетка фиксируется по/щ ужиненньо) упором 36, контактирующим с осями колес вагонетки. Каретка 35 подъемника совершает ход вниз, при атом кирпичи остаются на полках 31 сушильной вагонетки. После этого вагонетка выводится из зоны разгрузка подъемника 16 и толкатеЛ51МИ 32 в 4О производится подача порожней и отбор груженой вагонетки ЗО. . Освободившаяся каретка 25 подъемника возвращается в исходное перед поворотом под загрузку иапелиями положение. Все механизмы устаноЕКИ.связаны системой автоматического управления и блокировок. Использование предлагаемой установки поэвспяет уменьшить трудоемкость нзготов-. ления изделий и снизить бой рамок.
I
--r
,
L
ml
roi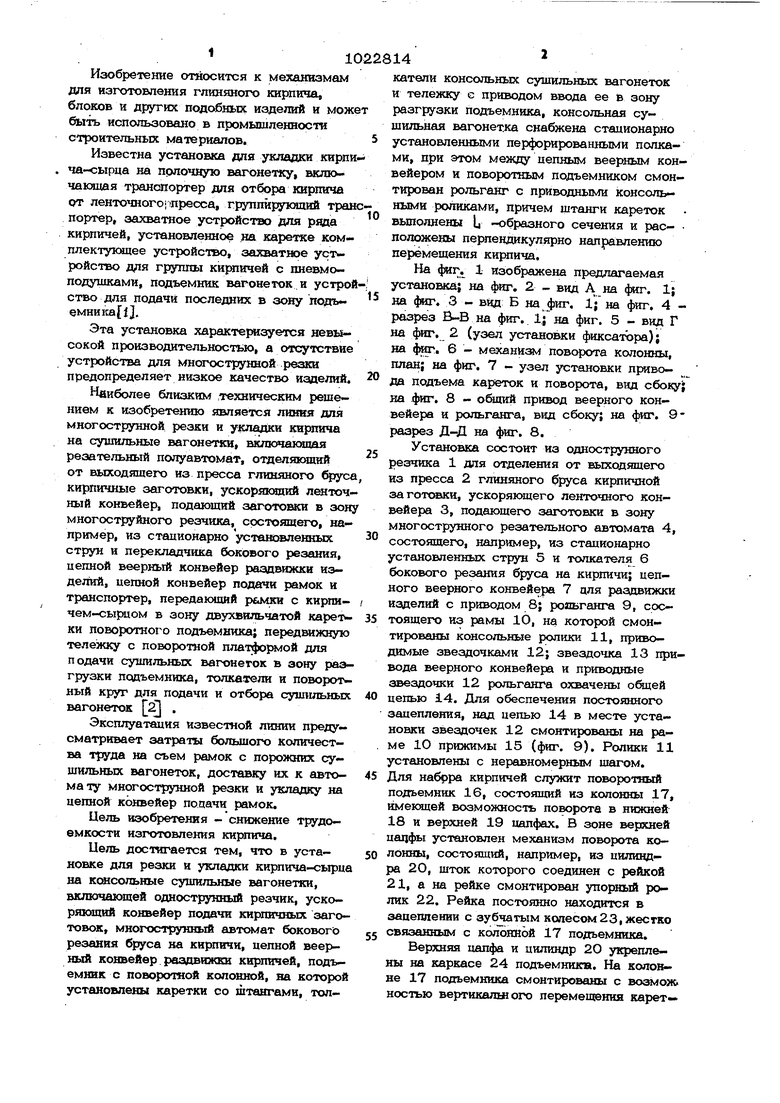
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для многострунной резки и укладки кирпича на сушильные вагонетки | 1984 |
|
SU1186497A1 |
| Автоматическая линия для производства керамических изделий | 1986 |
|
SU1369898A1 |
| Установка для многоструйной резки и укладки кирпича на сушильные вагонетки | 1986 |
|
SU1414653A1 |
| Установка для резки и укладки изделий на сушильные вагонетки | 1977 |
|
SU745693A1 |
| Установка для укладки кирпича на полки сушильной вагонетки | 1990 |
|
SU1784465A1 |
| Автоматическая линия формования и сушки керамических изделий | 1978 |
|
SU764985A1 |
| Установка для укладки керамических камней на сушильные вагонетки | 1985 |
|
SU1235737A1 |
| Установка для резки и укладки кирпича-сырца на консольные вагонетки | 1983 |
|
SU1144888A1 |
| Установка для укладки кирпича-сырца на сушильную полочную вагонетку | 1985 |
|
SU1310218A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА КЕРАМИЧЕСКОГО КИРПИЧА ПЛАСТИЧЕСКОГО ФОРМОВАНИЯ | 2005 |
|
RU2294280C2 |
УеТЛНСВКА ДЛЯ РЕЗКИ И УКЛАДКИ КИШТЙЧАнСЫрЦА НА КОНСОШэШЛЕ СУШИЛЬНЫЕ ВАГОНЕТКИ, вкшочажявая однострунный , ускоряКэщвй конвейер подачн кщшвчных загото вок, многострунный автомат болсового резания бруса на киршпи, nenHoiBi веер ный конвейер раздвижки кирпичей, подьI емнШс с поворотной колошнэй, на кото рой установлены каретки со штангами, толкатели консольных сушшващох вагонеток и тележку о приводом ввода ее в 30J4y разгрузки ,: отличающаяся тем, что, с целью снижения трудоемкости йагофовления кирпича, консольная сушильная вагояетка снабжена стапионаряо усташэвленными перфорированньо полкш и, при этом между вепным веервым козшейёром и поворотным подъемвкком о ош-ировав рольганг с приводными консольными роликами, а штанги кареток выполнены 1-о()аэног9 сечения и расположены перпевддкуля1зво направлению перемещения кирпича.
J
I T
-г
Pui:i
Jj.
ДДJJL
JL
JE
IL
л-ч
IfD
Вид А W- щадвддшд. ШШШШЖШ -лааалдддт одщуЩщщт -«ддаододщ Д f fjf JL WWt.2 I- J L, --I
2f
1022814 U Ш UJM fUJ I J и In nnnmn / Ш 9t t I -. . Л - .
Й/г.,У „V „ --у, S°/ &йд i Г I г г-- П iL-Jf ti Ji 1 71 f rn .,r-iT d J/
