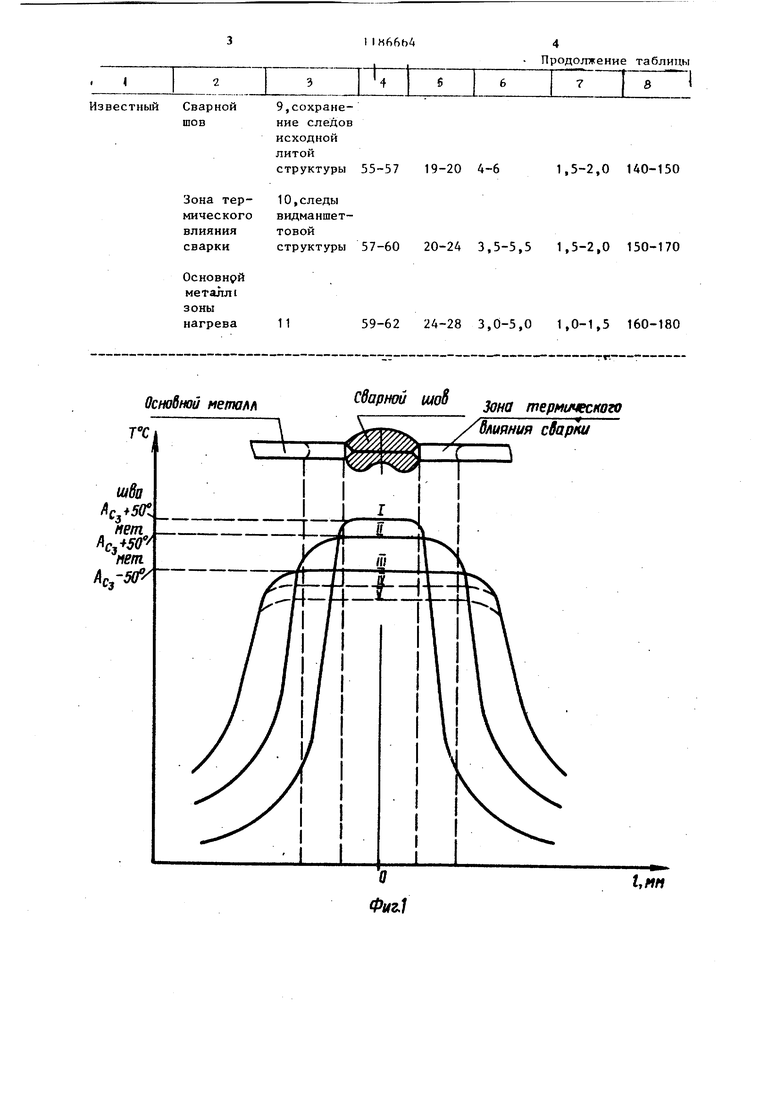
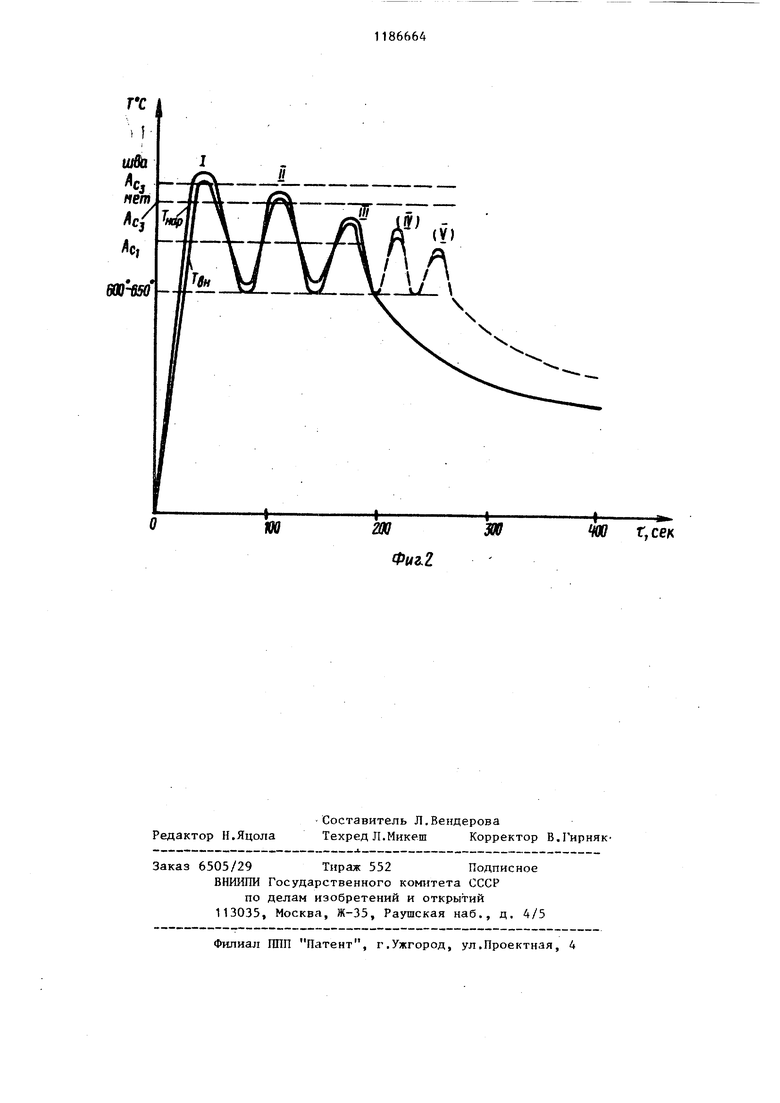
Изобретение относится к термической обработке сварных изделий и может быть использовано в металлургич кой и машиностроительной промьшшенности. Цель изобретения - повьшение качества сварных изделий путем обеспе чения однородности структуры и свойств по ширине и сечению сварног соединения и нагреваемой части осно ного металла изделия. Использование термической обработки сварных изделий по предлагаемому способу позволяет уменьшить брак по качеству сварных соеди нений. На фиг. 1 представлена схема рас пределения температуры различных зон сварного соединения; на фиг.2 схема распределения температур нагрева и охлаждения наружной и внутренней поверхностей трубы. Способ осуществляют следзгющим образом. Локальную термическую обработку сварных труб из стали 17Г2СФ 1020 мм (материал шва - сталь свое ГА) осуществляют ступенчатым нагревом с постепенно расширяющейся от ступени к ступени зоной нагрева при одновременном снижении температуры на каждой ступени. Температура нагрева на I ступени равна 950°С, ногр. 70 с, на II ступени 910°С, .бО с, на III ступени 280°С, нагрт 50 С. Ширина зоны нагрева на Iступени составляет 30 мм, на IIступени 130 мм, на III ступени 200 мм. Охлаждение между ступенями нагрева производится распыленной водой до 600-650 С со скоростью, не меньшей . Одновременно проводится термическая обработка сварных изделий по известному способу по режиму: температура нагрева 900-1000с,0,, 180 с, ширина зоны нагрева составляет 200 мм, нагрев трения последовательно расположенными индукторами. Результаты испытаний сварных изделий по предлагаемому и известному способам представлены в таблице. Как видно из таблицы, в результате термической обработки по предлагаемому способу существенно возрастает однородность и равновесность структуры по всем зонам сварного соединения, что в сочетании с мелкодиспёрсностью структуры обеспечивает однородность и повьш1ение уровня свойств по ширине и сечению сварного соединения и нагреваемой части основного металла изделия.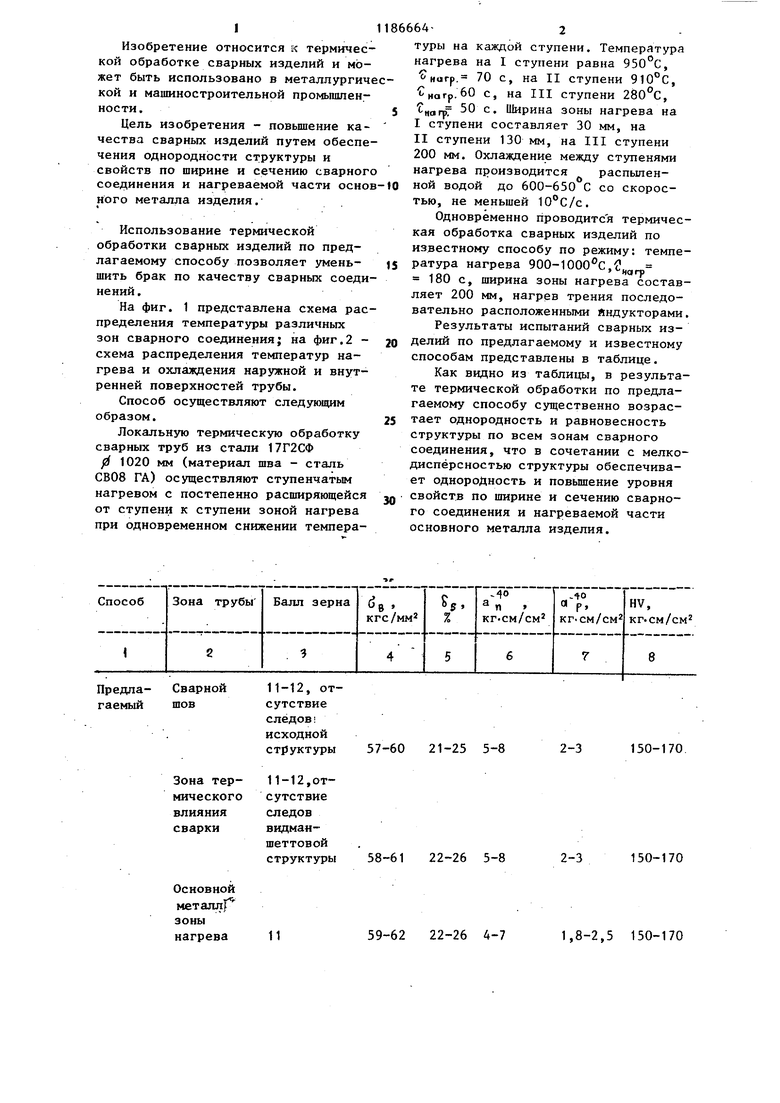
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической обработки высоколегированных сталей | 1982 |
|
SU1126615A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ СОЕДИНЕНИЙ ИЗ ВЫСОКОПРОЧНЫХ СПЛАВОВ НА НИКЕЛЕВОЙ ОСНОВЕ | 1996 |
|
RU2115758C1 |
| СПОСОБ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2004 |
|
RU2293620C2 |
| СПОСОБ ПРОИЗВОДСТВА СВАРНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2001 |
|
RU2221057C2 |
| Способ изготовления сварных соединений из высокопрочного чугуна | 1989 |
|
SU1613499A1 |
| Способ обработки сварных соединений | 1981 |
|
SU1074911A1 |
| Способ изготовления проката | 1981 |
|
SU1006509A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ЗАГОТОВОК ИЗ ГОРЯЧЕКАТАНЫХ ПРОФИЛЕЙ СТАРЕЮЩИХ НИКЕЛЕВЫХ СПЛАВОВ | 1991 |
|
RU2013175C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБ | 1992 |
|
RU2034050C1 |
| ВЫСОКОПРОЧНЫЙ СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ И СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ НЕГО | 2010 |
|
RU2443793C1 |
1. СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ ИЗДЕЛИЙ, включающий локальный ступенчатьй нагрев сварного изделия с промежуточным принудительным подстуживанием и окончательное охлаждение, отличающийс я тем, что, с целью повышения качества сварных изделий путем обеспечения однородности структуры и свойств, ступенчатый нагрев осуществляют с постепенно расширякнцейся от ступени к ступени зоной нагрева при одновременном снижении температуры на каждой ступени, а подстуживание между ступенями нагрева проводят до 600-650 С со скоростью не менее . 2. Способ по п. 1, о т л и ч а ющ и и с я тем, что на первой ступени ширину зоны нагрева выбирают Q в пределах 0,9-1,1 ширины шва-изде9 лия, а температуру нагрева - равной сл АС, металла шва плюс 40-60с, на второй ступени шину зоны нагрева выбирают в пределах 2-5 толщин сварного соединения, а температуру нагрева - равной АС, основного металла изделия плюс 40-60 с, на третьей ступени ширину зоны нагрева выбирают в пределах 5-8 толщин сварного соединения, а температуру нагрева - рав:ной АСЭ основного металла изделия X) минус 40-60 с. 9) 9)
Основной металлр зоны нагрева
150-170
2-3
57-60 21-25 5-8
150-170
2-3
58-61 22-26 5-8
1,8-2,5 150-170
59-62 22-26 4-7
Сварной 9,сохранешов ние следов исходной литой структуры 55-57 19-20 4-6 Зона тер-10,следы мическоговидманшетвлияииятовойсваркиструктуры 57-60 20-24 Основной металл нагрева 11 59-62 24-28
Основной металл . . нет. Kci 3bii-tH
Продолжение таблицы
1,5-2,0 140-150
Сварной MoS 3,5-5,5 1,5-2,0 150-170 3,0-5,0 1,0-1,5 160-180 Удлияния cffapfw Л вю-ш Фиг2400 г, сек
| Сурков А.В | |||
| и др | |||
| Влияние термоциклической обработки металлов на свариваемость сталей и на свойства сварных соединений | |||
| Материалы конференции | |||
| - Л.: Наука, 1980, декабрь, с | |||
| Способ очистки нефти и нефтяных продуктов и уничтожения их флюоресценции | 1921 |
|
SU31A1 |
| Промышленное применение токов высокой частоты | |||
| Труды ВНИИТВЧ | |||
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
| Подъемник для выгрузки и нагрузки барж сплавными бревнами, дровами и т.п. | 1919 |
|
SU149A1 |
