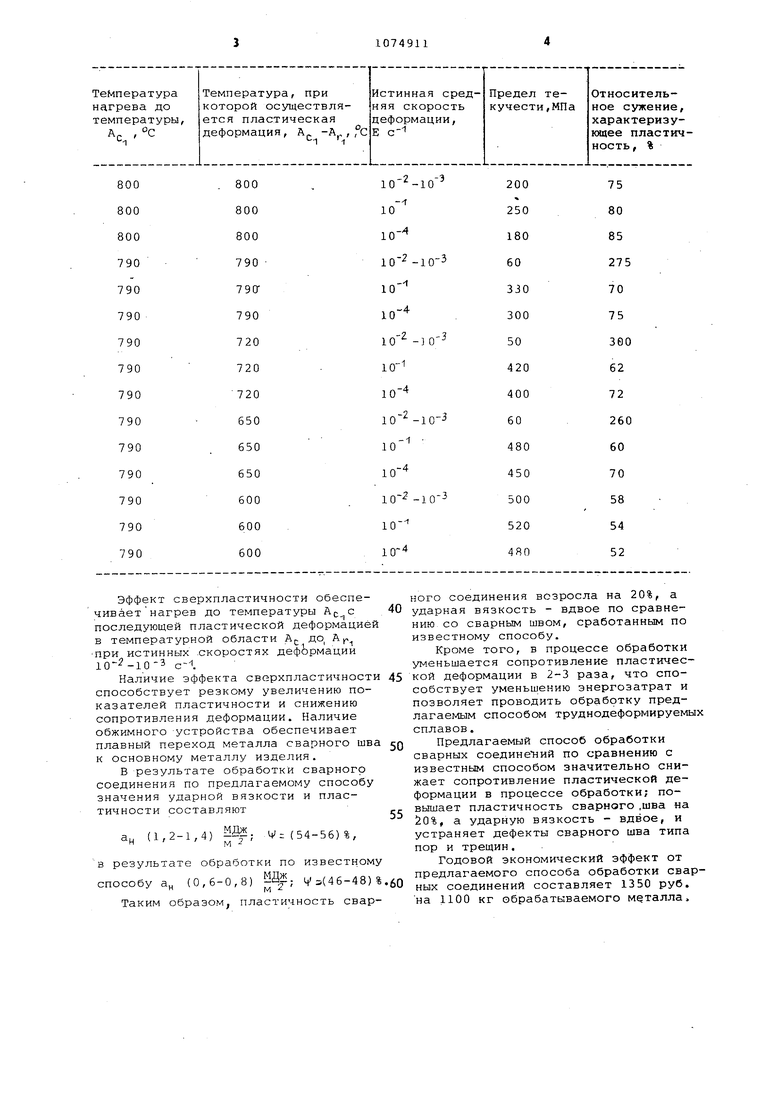
Изобретение относится к способам обработки сварных соединений, выполненных аргоно-дуговым или микроплазменным способами, и предназначено :для использования, преимущественно, в машиностроении. Известен спо-соб термической обработки сварных стальных изделий, который осуществляется путем повышения мощности источника нагрева до значения, обеспечивающего получение сварного соединения конструкции, а затем охлаждения соединения до нижнего порога температуры, при которой проявляется эффект сверхпластичности. Кроме того, в процессе охлаждения производят термоциклирование в интервале сверхпластичности стали при напряжениях от 2-3 кг/мм до предела текучести стали. Известный способ термической обработки устраняет неблагоприятные структурные изменения при сварке, проплавы, повышает коррозионную стой кость, снижает остаточные напряжения что, в очередь, значительно повышает качество и эксплуатационную надежность сварных соединений l. Однако этот способ неэкономичен, он требует больших энергетических затрат производства. Наиболее близким к предлагаемому по технической сущности и достигаемому результату является способ обработки сварных соединений, преимущественно труб, включающий нагрев сварного шва до пластичного состояния металла и пластическую деформацию, которую осуществляют осадкой торцов труб навстречу одна другой 2 Однако обработка сварных швов по известному способу,вызывает появление остаточных напряжений, значитель но снижающих качество и эксплуатационную надежность сварных соединений Целью изобретения являются повышение качества сварного шва путем по вьзшения пластичности и ударной вязкости. Поставленная цель достигается тем что согласно способу обработки свар ных соединений, преимущественно тру включающему нагрев сварного шва и пластическую деформацию усадкой тор цов труб навстречу одна другой, нагрев проводят до температуры АС, металла труб, а пластическую де(рормацию ведут в интервале температур АС -А со скоростями, обеспечивающими сверхпластичность металла труб На фиг. 1 изображен сварной шов; нафиг. 2 и 3 -.две последовательные стадии обработки сварного шва по предлагаемому способу. Способ осуществляют следующим обра 3 ом. Проводят нагрев сварного шва до температуры начала фазовых превращений (А,, ) металла трубы. Затем в обжимном устройстве осуществляют пластическую деформацию усадкой торцов трубы навстречу одна другой, в температурной области начала и конца фазовых превращений при интервале скоростей сверхпластичности материала трубы, В результате действия этих факторов в зоне соединения реализуется явление сверхпластичности, позволяющее устранить дефекты сварного соединения типа подрезов пор и трещин, испра1зить структуру перегретой околошовной зоны, улучшить пластичность, ударную вязкость, уменьшить остаточные напряжения и деформирующие усилия обработки, и тем самым, повысить качество с варных ccJeдинeмийo В ряде случаев предлагаемый способ позволяет исключить последующую термическую обработку сварных соединений . Пример. Обрабатывают по предлагаемому способу трубу из стали ферритно-мартенситного класса 14Х17Н2 с толщиной стенки 12 м1л, выполненную аргонно-дуговым способом с применением неплавящего.ся вольфрамового электрода. Изделие 1 помещают под нагревательный элемент (например, высокочастотный индуктор) с таким расчетом, чтобы основной разогрев металла происходил в зоне 2 сварного шва и в районе околошовной зоны 3, можно также использовать агрев под сварку. Разогрев указанных зон 2 и 3 производят до температуры А начале фазовых превращений металла трубы, т.е. до i 7 goС для стали 14X17H2. Затем изделие 1 подают в обжимное устройство 4, например в обжимные валки или обжимное кольцо, где разогретое место осаживают в интервале температурной области ., т.е. при (790-650)°С, соответствующих йачалу и концу фазовых превращений сталей ферритно-мартенситного класса, в том числе стали 12Х17Н2 с истинныи скоростями деформации с 1 Сочетание нагрева сварного шва о температуры А и пластической еформации, осуществляемой в темпет.е. {790ратурной области А,- -А,, 1 2 650) С и в интервале скоростей 10 10 сйызывает эффект сверхпластичности, протекающий для сталей феррито мартенситного класса. Механические свойства стали 4х17Н2 приведены в таблице. Эффект сверхпластичности обеспечивает нагрев до температуры последующей пластической деформацие в температурной области А до Ар при истинных .скоростях дефЬрмации IO -10З с-1. Наличие эффекта сверхпластичност способствует резкому увеличению показателей пластичности и снижению сопротивления деформации. Наличие обжимного устройства обеспечивает плавный переход металла сварного шв к основному металлу изделия. В результате обработки сварного соединения по предлагаемому способу значения ударной вязкости и пластичности составляют :i,2-l,4) (54-56) в результате обработки по известном способу а„ (0,6-0,8) Ч (46-48) Таким образом, пластичность свар ного соединения возросла на 20%, а ударная вязкость - вдвое по сравнению со сварным швом, сработанным по известному способу. Кроме того, в процессе обработки уменьшается сопротивление пластической деформации в 2-3 раза, что способствует уменьшению энергозатрат и позволяет проводить обработку предлагаемым способом труднодеформируемых сплавов. Предлагаемый способ обработки сварных соединений по сравнению с известным способом значительно снижает сопротивление пластической деформации в процессе обработки; повышает пластичность сварного ,шва на 2.0%, а ударную вязкость - вдвое, и устраняет дефекты сварного шва типа пор и трещин. Годовой экономический эффект от предлагаемого способа обработки сварных соединений составляет 1350 руб. на 1100 кг обрабатываемого металла.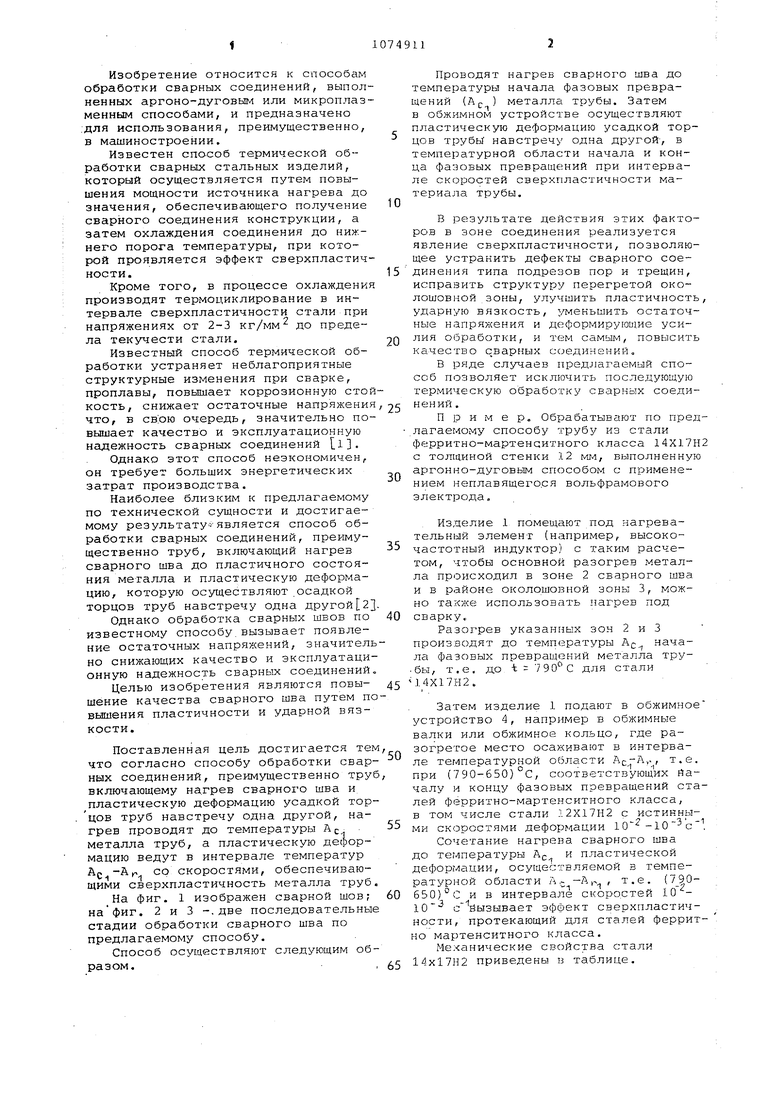
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термомеханической обработки сварных соединений | 1988 |
|
SU1636462A1 |
| СПОСОБ СМЯГЧАЮЩЕЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ СТАЛИ АУСТЕНИТНО-МАРТЕНСИТНОГО КЛАССА МАРКИ 07Х16Н6 | 2012 |
|
RU2499842C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СОЕДИНИТЕЛЬНЫХ ЭЛЕМЕНТОВ ТРУБОПРОВОДОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2005 |
|
RU2304625C2 |
| Способ термической обработки сварных соединений из мартенситностареющих сталей | 1980 |
|
SU1022996A1 |
| Способ обработки сварных соединений | 1975 |
|
SU565944A1 |
| Способ обработки сварных соединений | 1990 |
|
SU1687635A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ СОЕДИНЕНИЙ ИЗ МАРТЕНСИТНО-СТАРЕЮЩИХ СТАЛЕЙ | 1972 |
|
SU331107A1 |
| Способ производства сварных труб | 1990 |
|
SU1748979A1 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ МЕТАЛЛОВ И СПЛАВОВ, ПРЕТЕРПЕВАЮЩИХ ПОЛИМОРФНОЕ ПРЕВРАЩЕНИЕ | 1996 |
|
RU2110379C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ СОЕДИНЕНИЙ | 1998 |
|
RU2126453C1 |
СПОСОБ ОБРАБ- КИ. СВАРНЫХ СОЕДИНЕНИЙ преимущественно труб, включающий нагрев сварного шва и пластическую деформацию усадкой торцов труб навстречу одна другой, о тличающийся тем, что, с целью повышения качества сварного шва путем повышения пластичности и ударной вязкости, нагрев проводят до температуры А,. металла труб, а пластическую деформацию ведут в интервале температур А. -А со скоростями, обеспечивающими ci верхпластичность металла труб. со
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ термической обработки сварныхСТАльНыХ издЕлий | 1978 |
|
SU829698A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ обработки сварных соединений | 1975 |
|
SU565944A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
