Изобретение относится к порошковой металлургии, в частности к уст-ройствам для нанесения покрытий из порошка, и может быть использовано при нанесении порошковых покрытий на машиностроительных и ремонтных пред- приятияX.
Цель изобретения - повышение прО изводительности, упрощение конструкции и расширение технологических воз можностей.
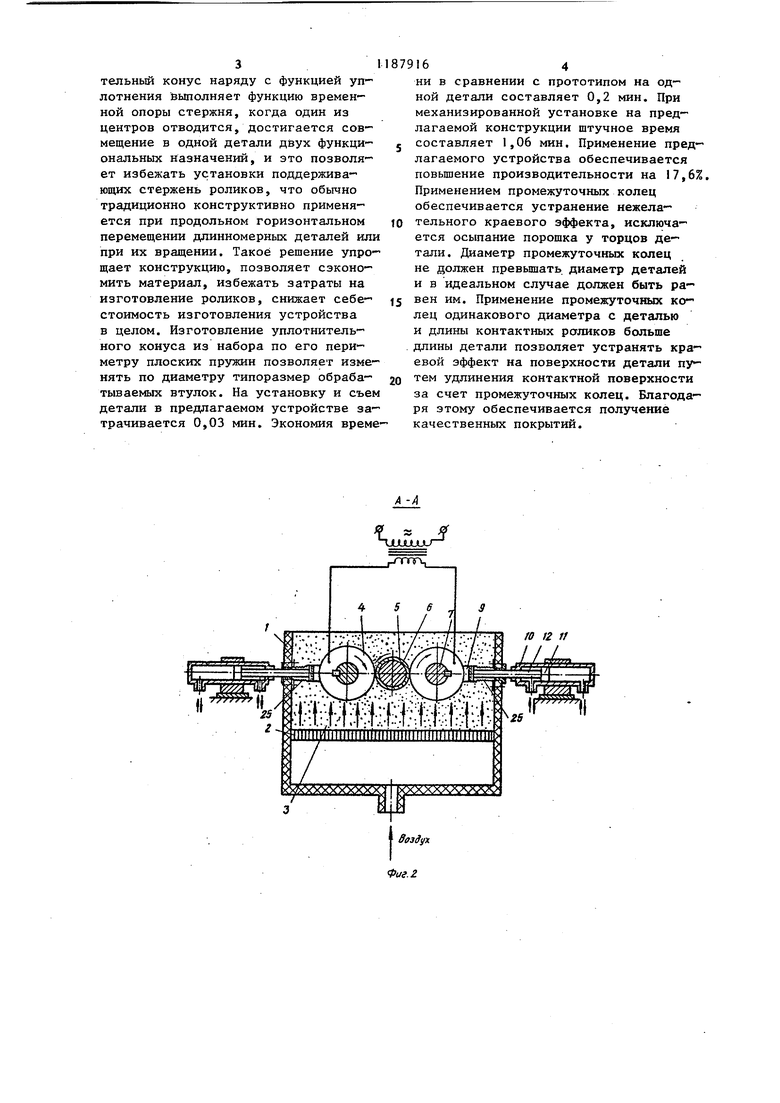
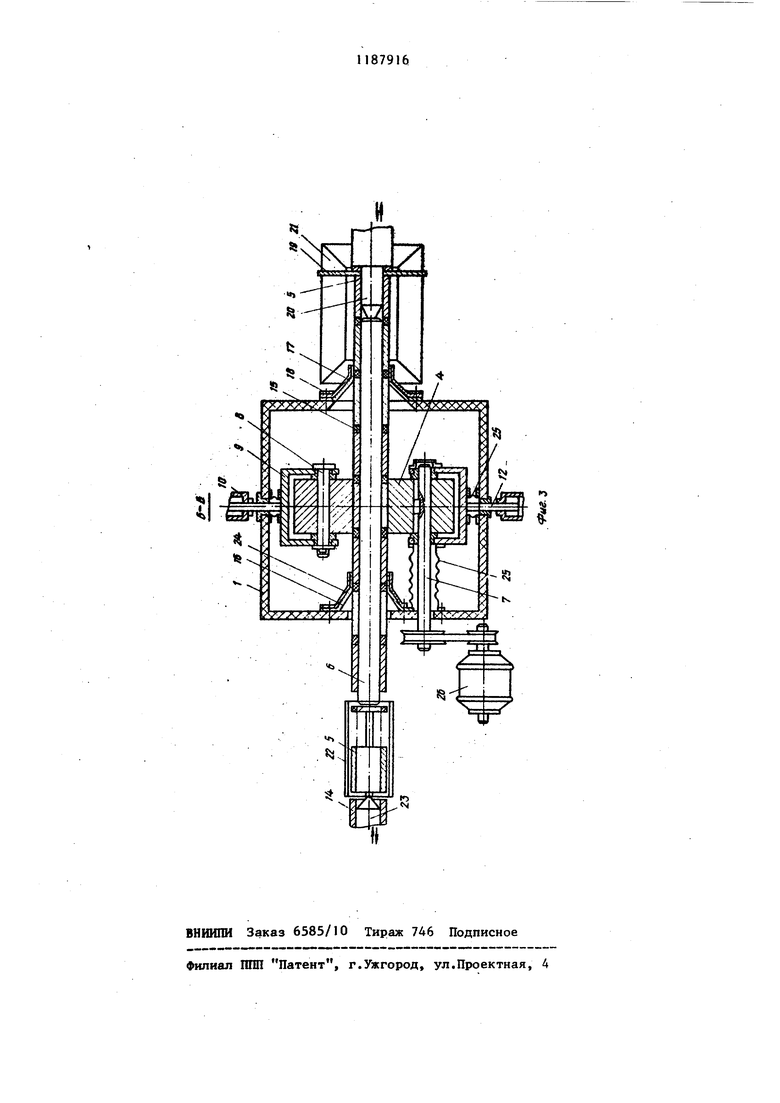
На фиг. 1 схематически изображено предлагаемое устройство, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Устройство состоит из камеры 1 псевдоожижения с газораспределительной решеткой 2, предназначенной для размещения в ней порошка 3 и подачи через нее псевдоожижанлцего агента (в данном случае воздуха)). В камере псевдоожижения помещены контактные ролики 4, взаимодействующие с деталью 5, которая установлена на стержне 6 с возможностью движения по нему. Вал 7 и ось 8 установлены в подвижных траверсах 9, связанных с цилиндрами 10, имеющими поршни 11 и 12 Устройство также содержит магазин I3 загрузки деталей, польй толкатель 14 промежуточные кольца 15, разделяющие детали и размещенные в магазине 16 загрузки, уплотнительный выходной конус 17, через который детали вытал- киваются из камеры. Конус 17 вьшол- нен с манжетой 18. Для ограничения движения деталей по стержню имеется ограничитель 19. Устройство включает правый отводной центр 20, приемный бункер 21, центрирующую призму 22 для размещения оси стержня детали и промежуточного кольца, левый отводной центр 23, входной уплотнительный конус 24, через которьй детали проталкивают по стержню в камеру псевдоожижения, гофрированный защитный кожух 25 и привод 26.
г
Устройство работает следующим образом.
Из магазина 13 загрузки деталей и магазина 16 загрузки промежуточных колец деталь 5 и промежуточное кольцо 15 подают на центрирующую призму 22, при этом левый отводной центр 23 и толкатель 14 находятся в крайнем левом положении. Затем толкатель 14 и отводной центр 23 перемещают вправо, проталкивая деталь 5 и промежуточное кольцо 15 по центрирующей призме 22 на стержень 6, и далее по стержню 6 детали 5 и кольца 15 проталкиваются через входной конус в камеру 1 псевдоожижения, а обработанные детали этим же движением выталкиваются из камеры через выходной конус 17 до упора в ограничитель 19. Когда очередная необработанная деталь 5 останавливает против контактных роликов 4, полый толкатель 14 отводится в исходное положение, а левый отводной центр 23 остается на месте, центрируя стержень вместе с правым отводным центром 20. Контактные ролики 4 подводят к детали 5, сообщают им и детали вращение от привода 26, подают на ролики 4 напряжение и вьшолняют цикл обработки детали 5 по напеканию порошка на их поверхность. После окончания процесса напекания прекращают псевдоожижение порошка 3 и вращение роликов 4, отводят правый отводной центр 20, и обработанная деталь 5 падает в приемный бункер 21 вместе с промежуточным кольцом 15, после чего отводной центр 20 вновь подводят к стержню, контактные ролики отводят от детали 5 и повторяют цикл проталкивания деталей 5 и промежуточных колец 15 в камеру 1 псевдоожижения. Промежуточные кольца 15 из приемного бункера 21 возвращают в магазин б загрузки. Попадание частиц порошка на подвижные элементы конструкции предотвращается защитными гофрированными кожухами 25 а вынос частиц порошка из камеры псевдоожижения предотвращается соответственно входным и выходным уплотнительным конусами 24 и 17.
Преимущество предлагаемого устройства для нанесения покрытий из порошка состоит в том, что оно обеспечивает возможность производить непрерывную подачу деталей типа втулок в камеру псевдоожижения, где вм полняется напекание порошка на наружную поверхность втулки. Непрерывная подача деталей практически исключает подготовительно-заключительное время. Для одевания детали на стержень или сбрасывание ее в приемньш бункер необходимо отводить центры, которыми центрируется стержень. Благодаря тому, что уплотни-
31
тельный конус наряду с функцией уплотнения вьшолняет функцию временной опоры стержня, когда один из центров отводится, достигается совмещение в одной детали двух функциональных назначений, и это позволяет избежать установки поддерживающих стержень роликов, что обычно традиционно конструктивно применяется при продольном горизонтальном перемещении длинномерных деталей или при их вращении. Такое решение упрощает конструкцию, позволяет сэкономить материал, избежать затраты на изготовление роликов, снижает себестоимость изготовления устройства в целом. Изготовление уплотнитель- ного конуса из набора по его периметру плоских позволяет изменять по диаметру типоразмер обрабатываемых втулок. На установку и съем детали в предлагаемом устройстве затрачивается 0,03 мин. Экономия време
879164
ни в сравнении с прототипом на одной детали составляет 0,2 мин. При механизированной установке на предлагаемой конструкции штучное время
J составляет 1,06 мин. Применение предлагаемого устройства обеспечивается повьшение производительности на 17,6%, Применением промежуточных колец обеспечивается устранение нежела-
to тельного краевого эффекта, исключается осыпание порошка у торцов детали. Диаметр промежуточных колец не должен превьшать диаметр деталей и в идеальном случае должен быть ра-
(5 вен им. Применение промежуточных колец одинакового диаметра с деталью и длины контактных раликов больше длины детали позволяет устранять краевой эффект на поверхности детали пу-
0 тем удлинения контактной поверхности за счет промежуточных колец. Благодаря этому обеспечивается получение качественных покрытий.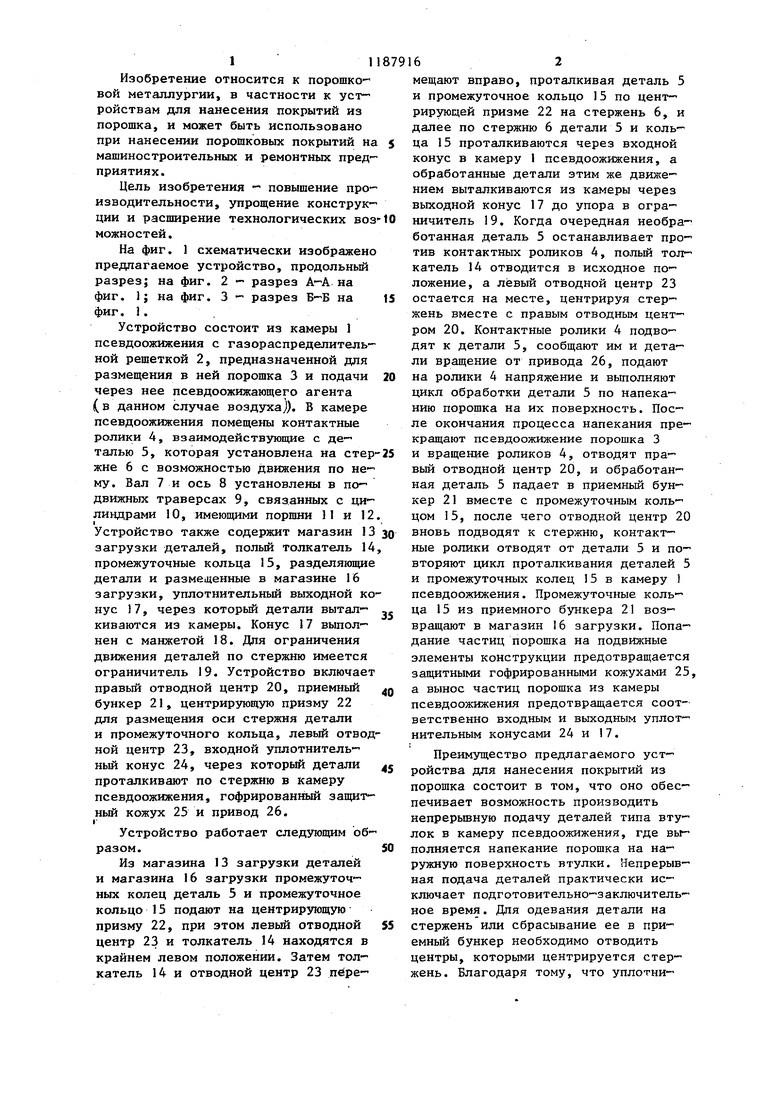
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для УПАКОВКИ ДЕТАЛЕЙ ТИПА КОЛЕЦ | 1971 |
|
SU306054A1 |
| Устройство для магнитно-абразивного полирования деталей | 1972 |
|
SU526496A1 |
| АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1991 |
|
RU2022752C1 |
| Станок вертикального наружного хромирования | 2021 |
|
RU2782942C1 |
| Устройство для сборки пайки конденсаторов с осевыми выводами | 1974 |
|
SU602322A1 |
| Устройство для нанесения покрытий из металлических порошков | 1977 |
|
SU725819A1 |
| Устройство для установки уплотнительных колец во внутренние канавки деталей | 1987 |
|
SU1484548A1 |
| Автомат для сборки деталей типа вал с дисками | 1988 |
|
SU1551511A2 |
| УСТРОЙСТВО для НАНЕСЕНИЯ ПОЛИМЕРНЫХ ПОКРЫТИИ НА ДЕТАЛИ СЛОЖНОЙ КОНФИГУРАЦИИ | 1972 |
|
SU356173A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ЭЛЕКТРИЧЕСКИ ЗАРЯЖЕННЫХ ПОРОШКООБРАЗНЫХ МАТЕРИАЛОВ | 1998 |
|
RU2149711C1 |
1. УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ ПОРОШКА преимущественно на детали типа втулок, содержащее камеру псевд ожижения порошка, стержень и механизм перемещения деталей, отличающееся тем, что, с целью повьшения производительноения технологических возможностей, оно снабжено входным и выходным уплотнительными конусами для установки в горизонтальном положений стержня с набором по их периметру плоских пружин, разделительными кольцами, механизмами загрузки деталей и разделительных колец, центрирующей призмой, подвижными центрами и полым толкателем, установленными по оси стержня. 2. Устройство по п. 1, отличающееся тем, что, с целью предотвращения выноса порошка из i камеры псевдоожижения, входной конус установлен меньшим диаметром внутрь (Л камеры, а выходной - меньшим диаметром наружу.
.
| Авдеев Н.В | |||
| Металлирование | |||
| М.: Машиностроение, 1978, с | |||
| Приспособление с иглой для прочистки кухонь типа "Примус" | 1923 |
|
SU40A1 |
| УСТРОЙСТВО для НАНЕСЕНИЯ ПОЛИМЕРНЫХ ПОКРЫТИИ НА ДЕТАЛИ СЛОЖНОЙ КОНФИГУРАЦИИ | 0 |
|
SU356173A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
