2S
VO
Изобретение относится к порошковой металлургии, в частности к устройствам для получения металлическог порошка.
Цель изобретения - улучшение эксплуатационных характеристик путем устранения образования гарнисажа.
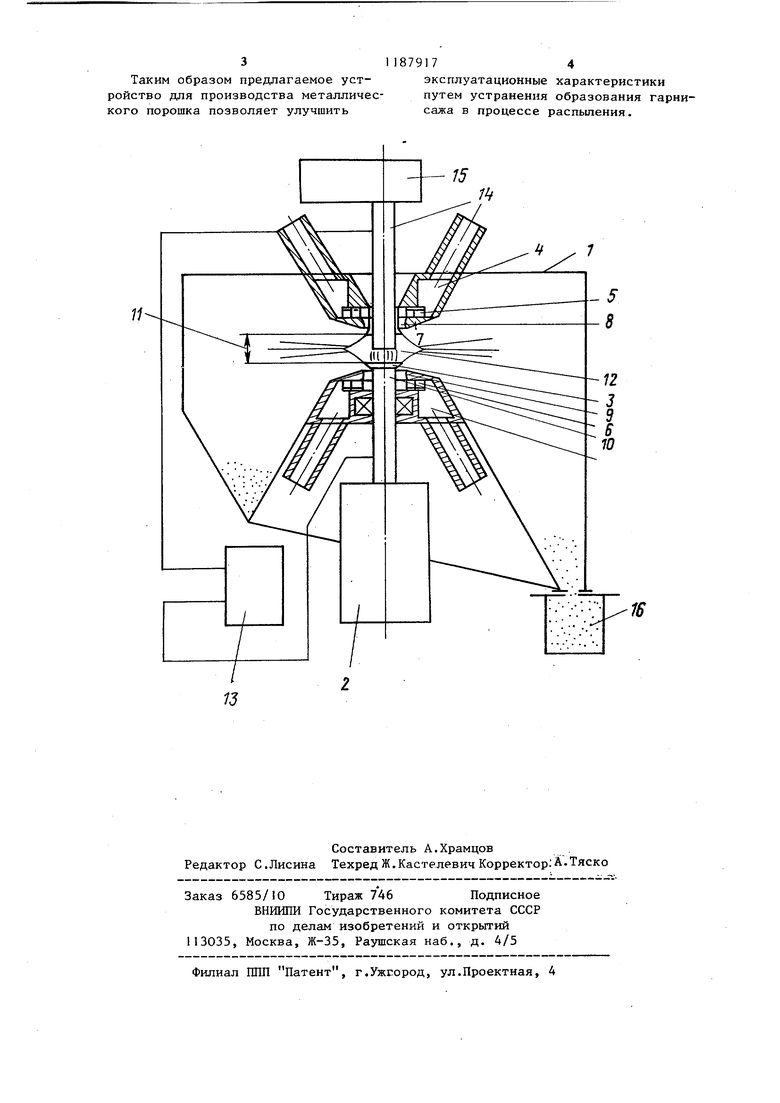
На чертеже схематически изображено устройство для производства металлического порошка.
Устройство для производства металлического nopdioKa включает корпус 1 привод 2 вращения, тугоплавкую пластину 3, ресиверные полости 4, основной 5 и дополнительный 6 завихрители основное наружное 7 и основное внутреннее 8 соп.ча, дополнительное наружное сопло 9, нерасходуемый вращающийся электрод 10, кольцевой зазор
11,вакуумную зону 12, блок 13 питания, невращающийся электрод 14, механизм 15 продольного перемещения бункер 16.
Работа устройства для производства металлического порошка осуществляется следующим образом.
Включается закрепленный на корпусе привод 2 вращения вращающегося электрода 10 со сменной тугоплавкой пластиной 3, нижняя поверхность которой является продолжением профиля сопла 10, при достижении расчетных оборотов энергоносительСсжатый газ) одновременно подается в ресиверные полости 4. При прохождении через основной 5 и дополнительный 6 завихрители зеркального типа газовые потоки закручиваются в направлении вращения электрода 10 со сменной тугоплавкой пластиной 3. При дальнейшем прохождении вращающихся газовых потоков через зазоры между основными наружным соплом 7 и внутренним соплом 8, дополнительным соосным наружным соплом 9 и нерасходуемым электродом 10, установленными симетрично с кольцевым зазором I1 к основным, вращающиеся потоки, встречаясь,образуют вакуумную зону
12.После этого подают питание от блока 13 на невращающийся 14 и вращающийся 10 электроды, включают механизм 15 продольного перемещения невращающегося электрода 14. При сближении электродов 10 и 14 в уже сформировавшейся вакуумной зоне 12, при достижении критического зазора между электродами генерируется
электрическая дуга, расплавляющая торец неподвижного электрода 14. При этом основная часть расплавленного металла электрода 14 электрическими силами взрьшного характера, центробежными и дополнительной вакуумной силами выносится из зоны горения дуги между торцами электродов при эт окружающий зону горения дуги вакуум зоны 12 способствует предварительном разобщению расплава металла в радиальном направлении. Предварительно разобщенные капли металла подхватываются основными или дополнительными газовыми потоками, распыляются и устремляются в зону встречи основного и дополнительного газовых потоков , где окончательно диспергируются. Окончательно диспергируемый сухой порошок собирается в бункере 16. По периферии вращающегося электрода 10 и невращающегося электрода 14 в процессе распыления оседают частицы недопыленного и распыленного металла, оксиды, образующие гарнисаж в процессе распыления. Но наличие интенсивного охлаждения электродов вызывает появление термических напряжений на границе раздела гарнисаж - электрод, приводящих к скалыванию гарнисажа в процессе распыления, кроме того, наличие дополнительных сил вакуума способствует более интенсивному удалению недопыленных капель, оксидов из зоны горения дуги, что уменьшает рост гарнисажа. Помимо этого, применение вращения для нерасходуемого электрода вызьшает появление вибрации и центробежных сил, что тоже в значительной мере способствует скальшанию гарнисажа в процессе распыления.
Пример. Распылению подвергался .медный невращающийся электрод 14 диаметром 20 мм, при числе оборотов вращающегося электрода 10, равным 3000 об/мин, давлении энергоносителя 0,2 МПа, напряжении 40 В и силе тока 600 А. По периферии тугоплавкой пластины 3 вращающегося электрода 10 образовался гарнисаж высотой 0,5-1 мм, что не влияло на процесс распыления. На верхнем невращающемся электроде гарнисажа не было. В прототипе высота гарнисажа достигала 10-15 мм.
311879174
Таким образом предлагаемое уст- эксплуатационные характеристики ройство для производства металличес- путем устранения образования гарникого порошка позволяет улучшить сажа в процессе распыпения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для производства металлического порошка | 1984 |
|
SU1210989A2 |
| СПОСОБ ВОЛКОВА ДЛЯ ПРОИЗВОДСТВА ХИМИЧЕСКИ АКТИВНЫХ МЕТАЛЛОВ И ИСПОЛЬЗОВАНИЕ ВЕРТИКАЛЬНО-СТАЦИОНАРНОГО ПЛАЗМАТРОНА - "ВСП" | 2008 |
|
RU2401477C2 |
| СПОСОБ ВАКУУМНО-ПЛАЗМЕННОЙ ПЛАВКИ МЕТАЛЛОВ И СПЛАВОВ В ГАРНИСАЖНОЙ ПЕЧИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2346221C1 |
| Устройство для производства металлических порошков | 1982 |
|
SU1090501A1 |
| СПОСОБ ПРОИЗВОДСТВА МЕТАЛЛИЧЕСКОГО ВОЛОКНА | 2004 |
|
RU2278000C2 |
| Способ изготовления лигатур в вакуумной дуговой печи с нерасходуемым электродом | 2020 |
|
RU2734220C1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ | 1972 |
|
SU428786A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКА КАРБИДА ВОЛЬФРАМА, УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ СПОСОБА И ПОРОШОК КАРБИДА ВОЛЬФРАМА, ПОЛУЧЕННЫЙ ЭТИМ СПОСОБОМ | 2005 |
|
RU2301133C1 |
| Устройство для изготовления сфероидизированных порошков | 1973 |
|
SU469496A1 |
| СПОСОБ ГАРНИСАЖНОЙ ПЛАВКИ МЕТАЛЛОВ И ГАРНИСАЖНАЯ ПЕЧЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2246547C1 |
УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА МЕТАЛЛИЧЕСКОГО ПОРОШКА, содерж.ащее распылительной узел, включающий осноёные внутреннее и наружное сопла, дополнительные внутреннее и наружное сопла, установленные симетрично с кольцевым зазором к основным, отличающееся тем, что с целью улучшения эксплуатационных характеристик путем устранения образования гарниса- жа в процессе распыления, оно дополнительно содержит расходуемый и нерасходуемый электроды, причем нерасходуемый электрод выполнен с возможностью вращения, расходуемый - с возможностью вертикального перемещения, и расположены соответственно внутри дополнительного и основного сопл. Я
| Устройство для производства металлических порошков | 1982 |
|
SU1090501A1 |
