Изобретение относится к неразрушающему контролю поверхностных слоев изделий машиностроения и может быть использовано дан прогнозирования:долговечности изделий в условиях цикли- 5 ческих нагрузок.
Целью изобретения является повышение достоверности контроля.
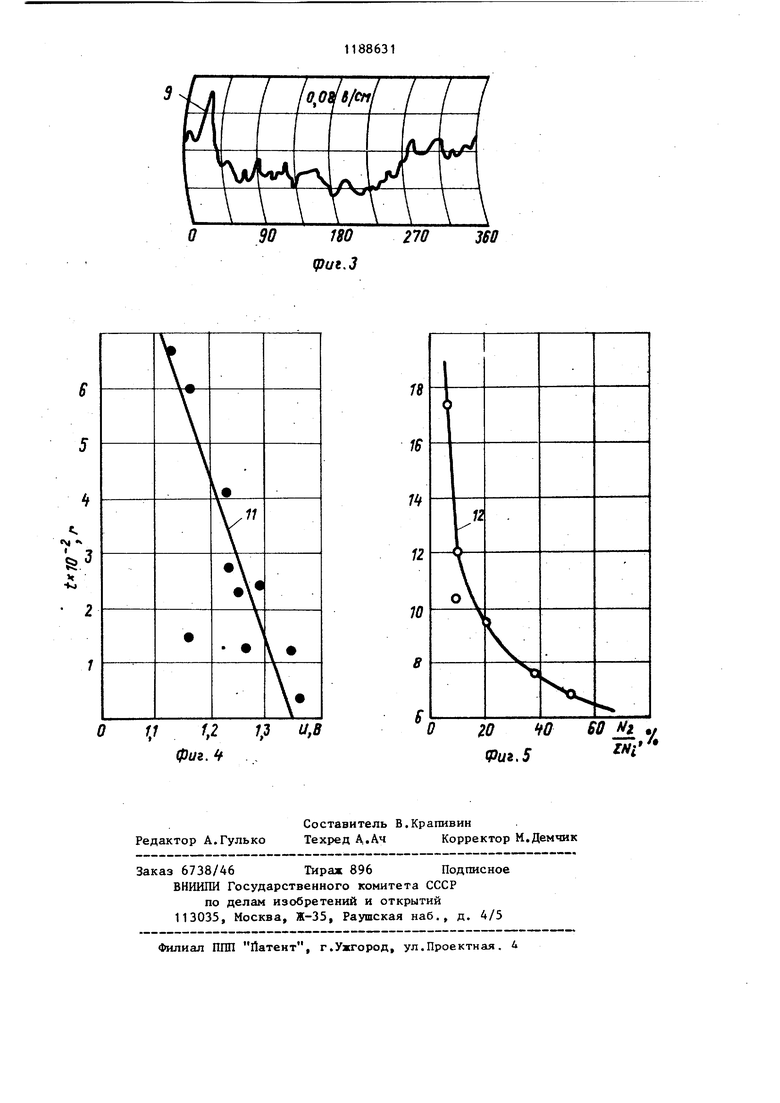
На фиг. 1 представлена блок-схема устройства для реализации предпагае- 10 мого способа; на фиг. 2 и 3 - ос циллограммы огибающих сигналов преобразователя, соответствующие одной замкнутой линии сканирования и характерные для двух областей долговеч- 15 кости; на фиг.4 - зависимость долговечности от суммарного сигнала преобразователей; на фиг. 5 - зависи-f. мость долговечности от относительной мощности гармоник выше первой.20
Устройство для реализации способа содержит не менее двух высокочастотных генераторов 1 и 2, первый вихретоковый преобразователь 3, к входу которого поочередно подключаются ге- 25 нераторы 1 и 2, и блок 4 обработки сигналов, к входу которого подключен первый преобразователь 3. Вторая часть устройства/содержит последовательно соединенные низкочастотный генератор 5, второй преобразователь 6 н второй блок 7 обработки информации.
Способ реализуется следующим образом.
Для заданного типоразмера контроируемой детали определяют ширину и глубину зоны действия контактных напряжений. Исходя из полученной глубины действия максимальных касательых напряжений, определяют нижнюю частоту тока возбуждения одного из ысокочастотных генераторов 1 и 2,
обеспечивающую глубину проникновения электромагнитного поля не менее, чем глубина действия касательных напряжений. Верхнюю частоту выбирают из условия выявления поверхностных неоднородностей. Последовательно преобразователем 3 проводят многолинейчатое сканирование контролируемой поверхности на одной, затем на другой и т. частотах. Затем сигналы .преобразователя 3 обрабатываются в блоке 4 и регистрируются сканирующим прибором, входящим в этот же блок. Полученные осциллограммы 8 и 9 используют дпя определения наличия в объеме поверхностного слоя остролокализованных неоднородностей, отмечаемых на осциллограммах в. виде выбросов 10, их координат, типа и амплитуд выбросов. Далее преобразователем 6, возбуждаемым генератором 5, определяют интегральные свойства участков поверхностного слоя, включающих обнаруженные неоднородности и превыщающих по размерам ширину зоны действия контактных напряжений. Сигнал преобразователя 6 обрабатывается и регистрируется блоком 7. Качество поверхностного слоя о пределяют по суммарному сигналу, пропорциональному амплитудам обоих преобразователей с учетом коордилат расположения неоднородностей, ее типу и распределению напряжений в повер хностном слое. О качестве деталей также судят по относительной мощности гармоник огибающих выше первой, координате расположения линии сканирования и распределения напряжений в поверхностном слое. Зависимости 11 и 12 характеризуют связь между долговечностью контролируемой детали и указанными параметрами сигналов преобразователей 3 и 6.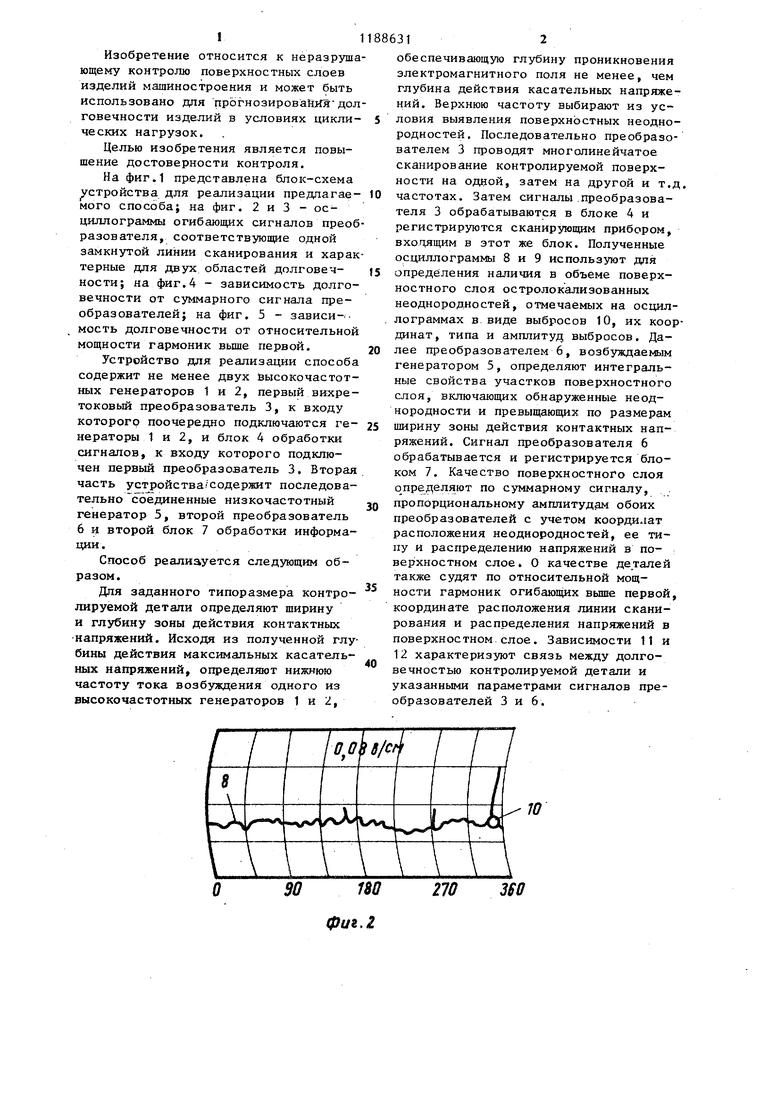
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ неразрушающего контроля качества поверхностного слоя деталей | 1984 |
|
SU1272206A1 |
| Способ контроля поверхностного слоя термообработанных и шлифованных ферромагнитных изделий | 1987 |
|
SU1446547A1 |
| УСТРОЙСТВО ОПРЕДЕЛЕНИЯ СТЕПЕНИ НЕОДНОРОДНОСТИ СТРУКТУРНОГО СОСТОЯНИЯ МАГНИТНЫХ МЕТАЛЛОВ ВИХРЕТОКОВЫМ МЕТОДОМ | 2019 |
|
RU2725020C1 |
| УСТРОЙСТВО ДЛЯ ВИХРЕТОКОВОЙ ДЕФЕКТОСКОПИИ ФЕРРОМАГНИТНЫХ ТРУБ СО СТОРОНЫ ИХ ВНУТРЕННЕЙ ПОВЕРХНОСТИ | 2015 |
|
RU2634544C2 |
| Способ электрического сканирования для неразрушающего контроля электропроводящих изделий | 1990 |
|
SU1820314A1 |
| УСТРОЙСТВО ОПРЕДЕЛЕНИЯ СТЕПЕНИ НЕОДНОРОДНОСТИ ЭЛЕКТРОПРОВОДИМОСТИ НЕМАГНИТНЫХ МЕТАЛЛОВ ВИХРЕТОКОВЫМ МЕТОДОМ | 2019 |
|
RU2713031C1 |
| ВИХРЕТОКОВОЕ УСТРОЙСТВО | 2008 |
|
RU2360268C1 |
| Способ вихретокового контроля углепластиковых объектов | 2019 |
|
RU2729457C1 |
| Способ неразрушающего контроля на основе магнитно-резонансного эффекта для определения наличия дефектов сплошности и локальной структурной неоднородности в металлопрокате, изготовленном из ферромагнитных сплавов, и устройство для его осуществления | 2024 |
|
RU2824299C1 |
| Способ контроля механических свойств металлопроката, изготовленного из ферромагнитных металлических сплавов и устройство для его осуществления | 2023 |
|
RU2807964C1 |
СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ПОВЕРХНОСТНОГО СЛОЯ РАБОЧИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ПОДИИПНИКОВ КАЧЕНИЯ, заключающийся в том, что с помощью не менее двух вихретоковых преобразователей различных размеров в- поверхностномслое деталей возбуждают вихревые токи, последовательно сканируют преобразователями ; эерхность детали при разных частотах возбуждающего тока и по реакции преобразователей определяют качество поверхностного слоя, о т л и ч а ющ и и с я тем, что, с целью повышения достоверности контроля, предва- рительно посредством приложения нагрузки возбуждают контактные напряжения в поверхностном слое детали и определяют пшрину и глубину зоны распределения контактных напряжений, выполняют многолинейчатое сканирование преобразователем меньших размеров по поверхности детали, выбирая наименьшую частоту возбуждения, тока преобразователя из условия равенства глубины проникновения электромагнитного поля и глубины действия максимальных касательных напряжений, вы(Л полняют сканирование поверхности вто1№1м преобразователем, размеры которого не меньше ширины зоны действия контактных напряжений, и определяют качество слоя по сумме амплитуд сигналов обоих преобразователей и относительной мощности гармоник эо огибающих сигналов выше первой для 00 каждой отдельно взятой замкнутой лиаь нии сканирования первым преобразовасо телем.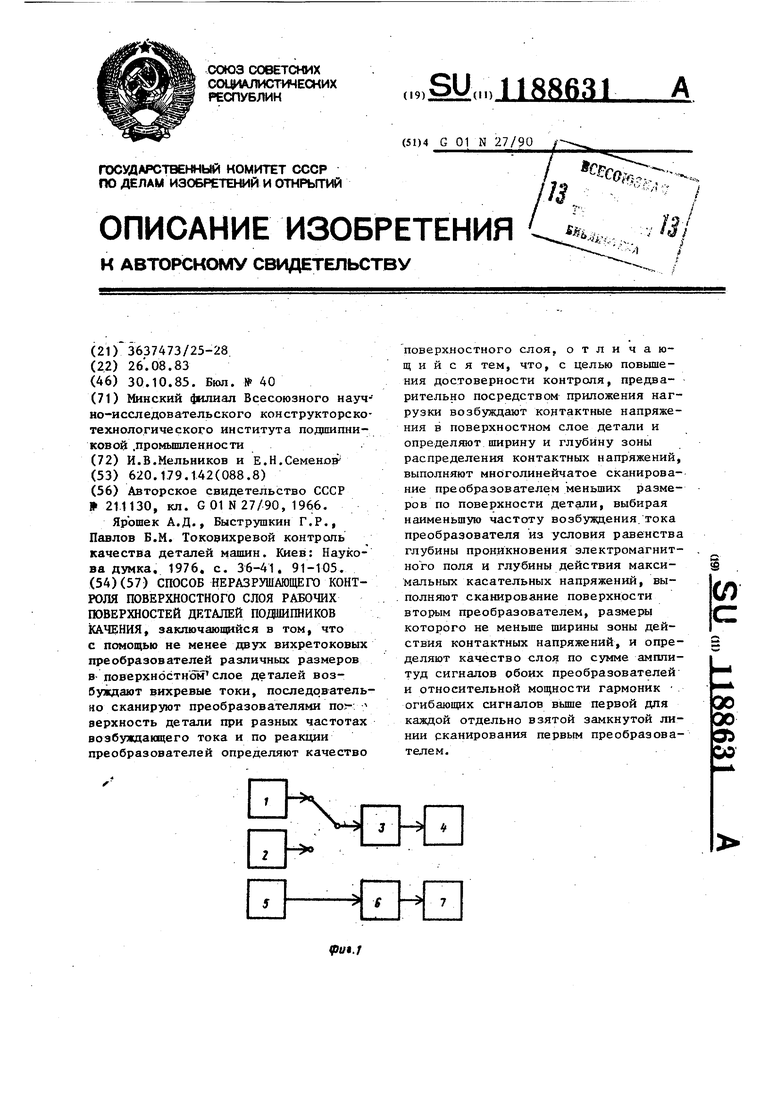
фиг. 2
| СПОСОБ ОПРЕДЕЛЕНИЯ ТОЛЩИНЫ ПОВЕРХНОСТНО-ОБРАБОТАННЫХ СЛОЕВ МЕТАЛЛА | 0 |
|
SU211130A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Ярошек А.Д., Быструшкин Г.Р., Павлов Б.М | |||
| Токоеихревой контроль качества деталей машин | |||
| Киев: Наукова думка, 1976, с | |||
| Коридорная многокамерная вагонеточная углевыжигательная печь | 1921 |
|
SU36A1 |
| Огнетушитель | 0 |
|
SU91A1 |
