Обычно При изготовлении литейных стержней прессованием стержни изготовляются из двух ПОЛОВИНОК с необходимостью в дальнейшем их склеивать. Помимо этого, в применяемых прессовых машинах процесс прессования стержней производится односторонне, так как прессование осуш,ествляется в одном направлении.
Описанная ниже конструкция нрессовой машины не имеет указанных недостатков. Процесс прессования осуществляется двухсторонним, так как стержневая смесь, будучи одновременно сжата полостями стержневого ящика, уплотняется и стержень образуется целым.
В предлагаемой мащине стержневой ящик снабл ен шарнирным разъемом для наполнения его смесью, дозирования ее и прессования смыканием цоловинок стержневого ящика. Такая констрзкцня позволяет три самостоятельные операции при изготовлении стержней (дозировка, наполнение стержневого ящика смесью и прессование) соединить в одну.
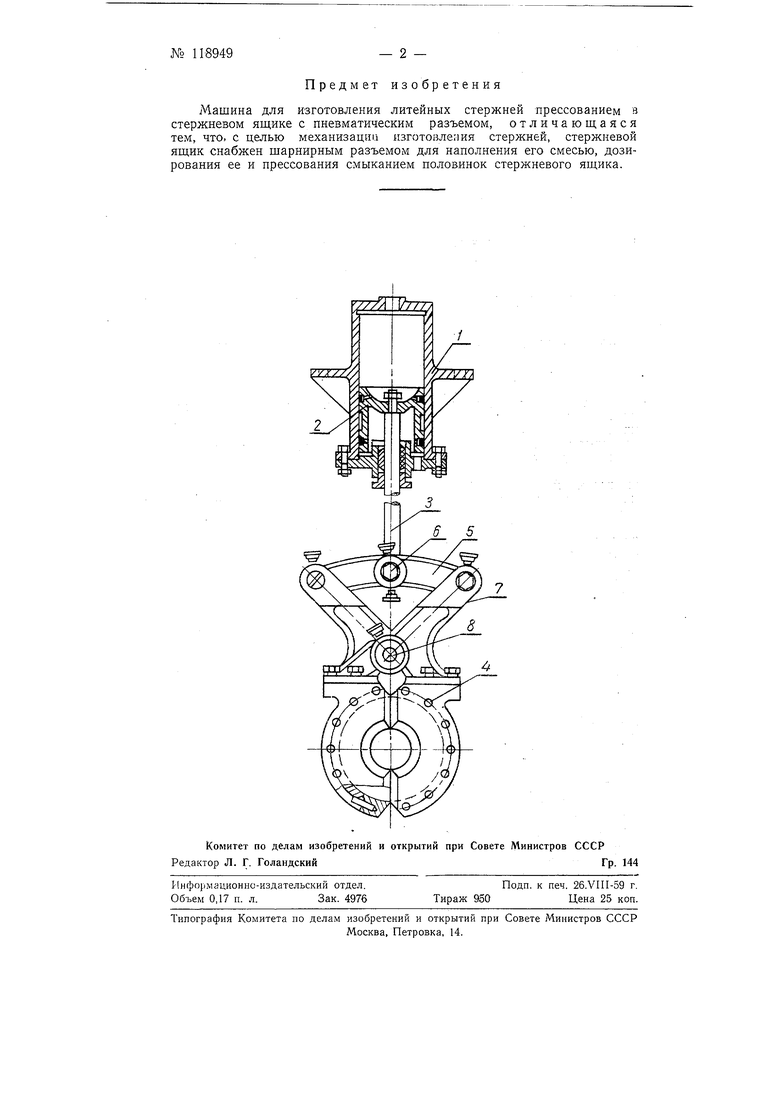
Сущность изобретения поясняется чертежом. Пневматический цнлиндр / с поршнем 2 и щтоком 3 служит для создания усилия смыкания и раскрытия половинок стержневого ящика 4. Распорные рычаги 3 пемещены на оси 6, укрепленной на конце щтока 3, и шарнирно соединены с силовыми рычагами 7, помещенными на неподвижной оси 8, прикрепленной к сварной станине. К силовым рычагам 7 крепятся половинки стержневого ящика 4.
Работает машина следующим образом. Пневматическим цилиндром стержневая смесь подается к стержневому ящику 4 до соприкосновения кромок раскрытого стержневого ящика со смесью, затем подается сжатый воздух в верхнюю часть цилиндра 1; шток 3 под действием перемещения порщня передает усилие через распорные рычаги 5 и силовые 7 на половинки стержневого ящика 4, смыкая их, наполняя стержневой смесью и тем самым формуя стержень.
В дальнейшем выпускается воздух из верхней части цилиндра / и подается сжатый воздух в его нижнюю часть; порщень 2 цилиндра, поднимаясь вверх, увлекает за собой рычаги 5 и 7, тем самым раскрывает половинки стержневого ящика 4, из которого извлекается пол ченный стержень.
№ 118949 Предмет изобретения
Машина для изготовления литейных стержней прессованием в стержневом ящике с пневматическим разъемом, отличаюш;аяся тем, что, с целью механизации изготовления стержней, стержневой ящик снабжен шарнирным разъемом для наполнения его смесью, дозирования ее и прессования смыканием половинок стержневого ящика.
- 2 - 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления литейных стержней | 1975 |
|
SU555973A1 |
| Пескодувная машина для изготовления стержней | 1984 |
|
SU1163970A1 |
| Прибор для испытания формовочных смесей на текучесть | 1957 |
|
SU112885A1 |
| Установка для изготовленияОбОлОчКОВыХ СТЕРжНЕй | 1979 |
|
SU810364A1 |
| Автомат для изготовления крупногабаритных литейных стержней | 1983 |
|
SU1196110A1 |
| СТЕРЖНЕВАЯ МАШИНА | 1970 |
|
SU267017A1 |
| ПЕСКОДУВНАЯ МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ В НАГРЕВАЕМЫХ ЯЩИКАХ | 1971 |
|
SU295340A1 |
| Автомат для изготовления литейных стержней в нагреваемой оснастке | 1986 |
|
SU1360880A1 |
| Автоматическая пескодувная машина для изготовления литейных стержней | 1956 |
|
SU109769A1 |
| Способ изготовления полых стержней | 1982 |
|
SU1122401A1 |