1
Изобретение относится к литейному производству, в частности к оборудованию для изготовления стержней.
Известна пескодувная машина для изготовления оболочковых стержней в нагревательных ящиках с вертикальной плоскостью разъема, содержащая пескодувную головку, смонтированную на тележке, которая размещена в верхней части станины, две подвижные плиты, с закрепленными на них половинками стержневого ящика, нагревательные и толкательные плиты, подъемный стол и приводы для закрывания и кантовки стержневого ящика 1.
Машина снабжена устройством для съема и удаления готовых стержней, выполненных в виде приемного стола с подпружиненными штырями, фиксируемого на тележке, устанавливаемой над подъемным столом, и имеющего возможность перемещения в вертикальной плоскости до упора штырей в выталкиваемый стержень. При этом одна из подвижных плит с половинкой стержневого ящика смонтирована на горизонтальном валу, на котором укреплены рычаги, связывающие плиты с приводом ее поворота для выдачи изготовленного стержня на приемный стол.
Недостатком известной машины является наличие большого количества механизмов,
участвующих в съеме и удалении готовых стержней, привод в действие которых осуществляется шестью цилиндрами, а именно: отвод левой половинки стержневого
ящика - одним цилиндром с обеспечением одновременного выталкивания готового стержня из левой половинки стержневого ящика вторым цилиндром, поворот правой половинки стержневого ящика из вертикального положения в горизонтальное - третьим цилиндром, перемещение тележки с приемным столом с подпружиненными штырями - четвертым цилиндром, подъем подъемного стола вместе с приемным столом до соприкосновения подпружиненных штырей со стенкой оболочкового стержня - пятым, а выталкивание стержня из правой половинки стержневого ящика - шестым цилиндром.
Все это делает известную машину металлоемкой и сложной в изготовлении и обслуживании.
Целью изобретения является упрощение конструкции установки за счет сокращения
приводных органов.
Указанная цель достигается тем, что устройства для съема стержней выполнены в виде поворотных рычагов с упругими захватами и кинематически связаны с толкательной плитой, которая снабжена тягами,
взаимодействующими с рейками механизма подрыва.
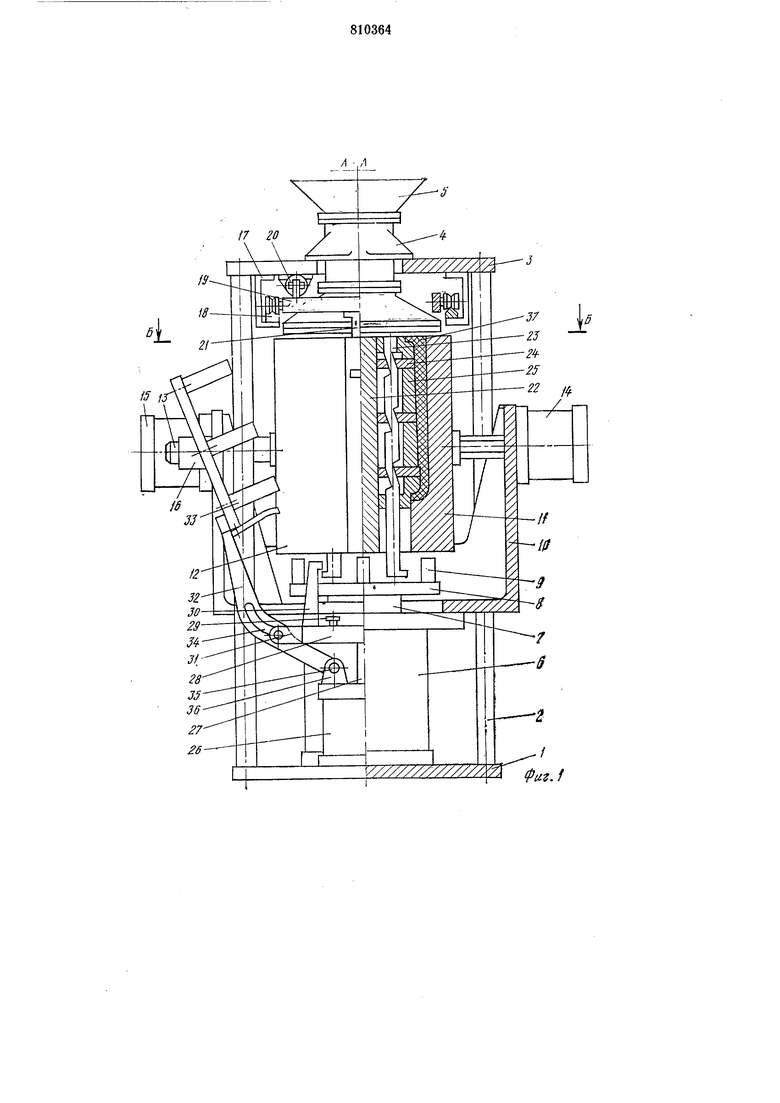
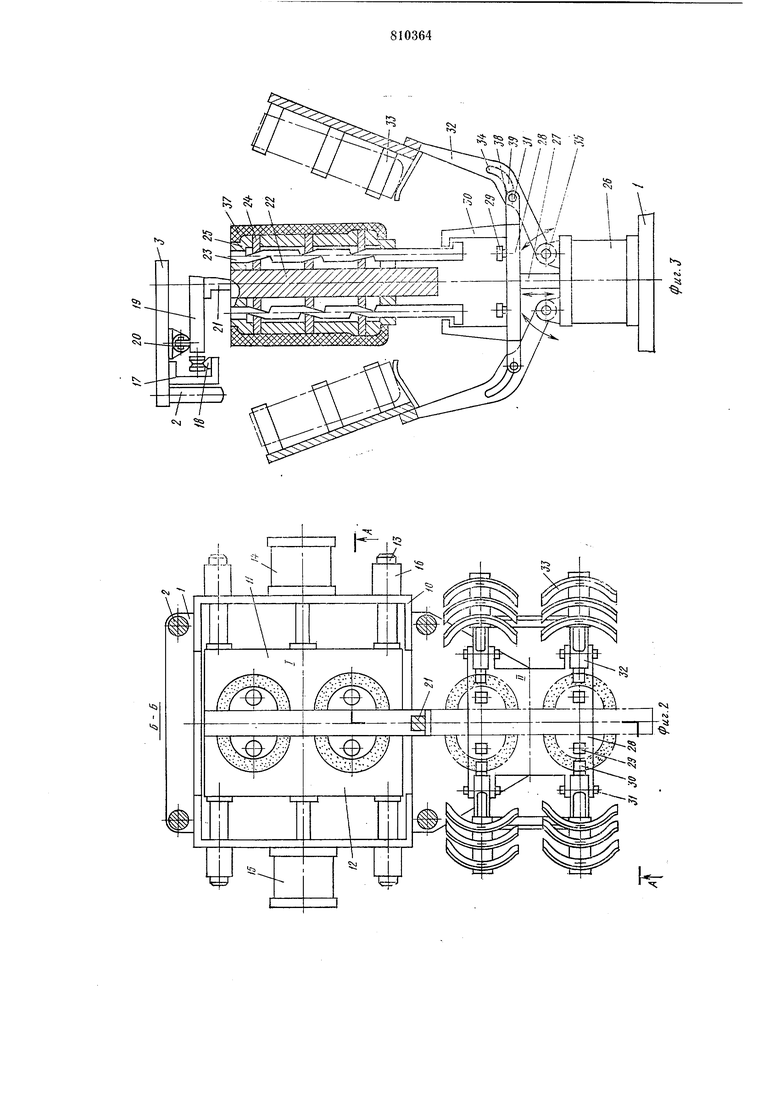
На фиг. 1 представлена предлагаемая установка; общий вид с разрезом А-А фиг. 2; на фиг. 2 - разрез Б-Б фиг. 1; на фиг. 3- устройства для съема стержней в исходном положении; на фиг. 4-то же, в момент подрыва стержней.
Предлагаемая установка содержит нижнее основание 1, на котором установлены стойки 2. На стойках 2 смонтировано верхнее основание 3, на котором жестко закреплена иескострельная головка 4 с приемным лотком 5. На нижнем основании 1 на позиции I надува и формирования стержней установлен стол поджима, содержащий привод б, к штоку 7 которого жестко закреплена плита 8 с упорами 9.
На верхней части привода 6 стола поджима установлена с возможностью перемещения в вертикальной плоскости стержневая секция, содержащая основание 10, половинки 11 и 12 стержневого ящика со скалками 13, перемещающиеся посредством приводов 14 и 15 в направляющих 16.
К верхнему основанию 3 закреплены опоры 17 с направляющими 18, на которых расположена каретка 19 с приводом 20.
К каретке 19 жестко закреплена подвеска 21, на которой установлена с возможностью вертикального перемещения центральная формообразующая часть 22 стержневого ящика с механизмом подрыва стержней, содержащим рейки 23 и составные толкатели 24. Центральная формообразующая часть 22 содержит вставки 25, жестко закрепленные по обеим ее сторонам, в пазах которых размещены с возможностью перемещения в горизонтальной плоскости составные толкатели 24, взаимодействующие с рейками 23, которые установлены с возможностью осевого перемещения в отверстиях вставок 25.
На позиции II съема стержней на нижнем основании I расположены устройства для съема стержней, содержащие привод 26, к щтоку 27 которого жестко закреплена толкательная плита 28 с регулируемыми упорами 29, тягами 30 и роликами 31, поворотные рычаги 32 с упругими захватами 33 и фигурными пазами 34, установленные на осях 35 проущин 36.
Установка работает следующим образом:
Центральная формообразующая часть 22 стержневого ящика с механизмом подрыва стержней перемещается по направляющим 18 с позиции II съема стержней на позицию I надува и формирования стержней в разъем подвижных половинок 11 и 12 стержневого ящика. С помощью 14 и 15 подвижные половинки 11 и 12 закрываются. После закрытия стержневого ящика щток 7 привода 6 стола поджима поднимается вверх и прижимает стержневой ящик к пескострельной головке 4 (вместе со стержневым ящиком поднимается и основание 10 с приводами 14 и 15 стержневой секции), после чего производится надув смеси.
После окончания надува смесп стержневой ящик опускается, н идет процесс формирования стержней за счет тепла обогреваемого стержневого ящика.
Затем подвижные половинки 11 и 12
стержневого ящика раскрываются, а стержни остаются на центральной формообразующей части 22 стержневого ящика за счет разной чистоты обработки рабочих поверхностей подвил ных половинок 11 и 12
и центральной формообразующей части 22 стержневого ящика и более развитой конфигурации стержней в центральной формообразующей части 22 стержневого ящика. После раскрытия подвижных половинок
И и 12 стерл невого ящика центральная формообразующая часть 22 с помощью привода 20 перемещается на позицию II съема стержней так, чтобы рейки 23 механизма подрыва находились над регулируемыми упорами 29, а выступы входили в зацепление с тягами 30.
При движении штока 27 привода 26 вверх толкательная плита 28 посредством роликов 31 взаимодействует с поверхностями 38 фигурных пазов 34, поворачивая поворотные рычаги 32 с закрепленными на них упругими захватами 33 вокруг осей 35 внутрь до тех пор, пока упругие захваты 33 дойдут до соприкосновения с центральной формообразующей частью 22 стержневого ящика и своими упругими элементами обхватят готовые стержни 37. Ограничение поворота рычагов 32 осуществляется конструктивным
выполнением фигурных пазов 34.
При дальнейшем движении толкательной плиты 28 вверх ролики 31 перемешаются по фигурным пазам 34, удерживая поворотные рычаги 32 с упругими захватами 33 в заданном положении, а регулируемые упоры 29 нажимают на рейки 23, которые, в свою очередь, воздействуют на составные толкатели 24 и происходит подрыв стержней 37 и выдача их на упругие захваты 33.
При движении штока 27 с толкательной плитой 28 вниз ролики 31, перемещаясь по фигурным пазам 34, взаимодействуя с поверхностями 39, разворачивают поворотные рычаги 32 с упругими захватами 33 и стержнями 37 наружу, а в конце хода щтока 27 с толкательной плитой 28 тяги входят в контакт с рейками 23 и возвращают их вместе с составными толкателями 24 в исходное положение. В зависимости от длины
хода щтока 27 и формы выполнения фигурных пазов 34 разворот поворотных рычагов 32 с упругими захватами 33 может осуществляться с вертикального до горизонтального положения с целью дальнейшей цередачи стержней 37 на приемное или транспортирующее средства (на чертежах не ноказано).
Применение предлагаемого решения в установке для изготовления оболочковых стержней позволит производить подрыв и съем стержней одним приводом, что упростит конструкцию установки, ее обслуживание и эксплуатацию, повысит надежность работы, уменьшит габариты и вес.
Формула изобретения
Установка для изготовления оболочковых стержней в нагреваемых ящиках с вертикальным разъемом, содержашая установленные друг под другом на станине пескострельную головку, подъемный стол со стержневой секцией, на направляющих которой установлены с возможностью осевого перемещения две половинки стержневого
ящика, между которыми на подвижной каретке установлена центральная формообразующая часть стерл{невого ящика с механизмом подрыва стержней, содерлсащим
рейки и составные толкатели, толкательную плиту с приводом и устройства для съема стежней, отличающаяся тем, что, с целью упрощения конструкции путем сокращения приводных органов, устройства
для съема стержней выполнены в виде иоворотных рычагов с упругими захватами и кинематически связаны с толкательной плитой, которая снабжена тягами, предназначенными для взаимодействия с рейками механизма подрыва.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 235924, кл. В 22С 13/08, 1967.
i
| название | год | авторы | номер документа |
|---|---|---|---|
| П. К. С К. М. Овсянников, М. И. Вишнев, И. Е. Шуб, Р. И. Шварцман, С. А. Казенов, В. А. Кудрявцев и Г. В. Малаховский''^'С: | 1969 |
|
SU235924A1 |
| Автомат для изготовления крупногабаритных литейных стержней | 1983 |
|
SU1196110A1 |
| Пескодувная машина | 1974 |
|
SU728979A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ В ГОРЯЧИХЯЩИКАХ | 1967 |
|
SU204502A1 |
| СТЕРЖНЕВАЯ МАШИНА | 1970 |
|
SU267017A1 |
| Автомат для изготовления стержней | 1978 |
|
SU768539A1 |
| Блок стержневой оснастки и установка для изготовления литейных стержней | 1990 |
|
SU1759525A2 |
| Установка для изготовления литейных стержней по нагреваемой оснастке | 1976 |
|
SU662241A1 |
| Многопозиционный автомат для изготовления литейных стержней | 1980 |
|
SU910316A1 |
| Автомат для изготовления стержней | 1979 |
|
SU831355A1 |