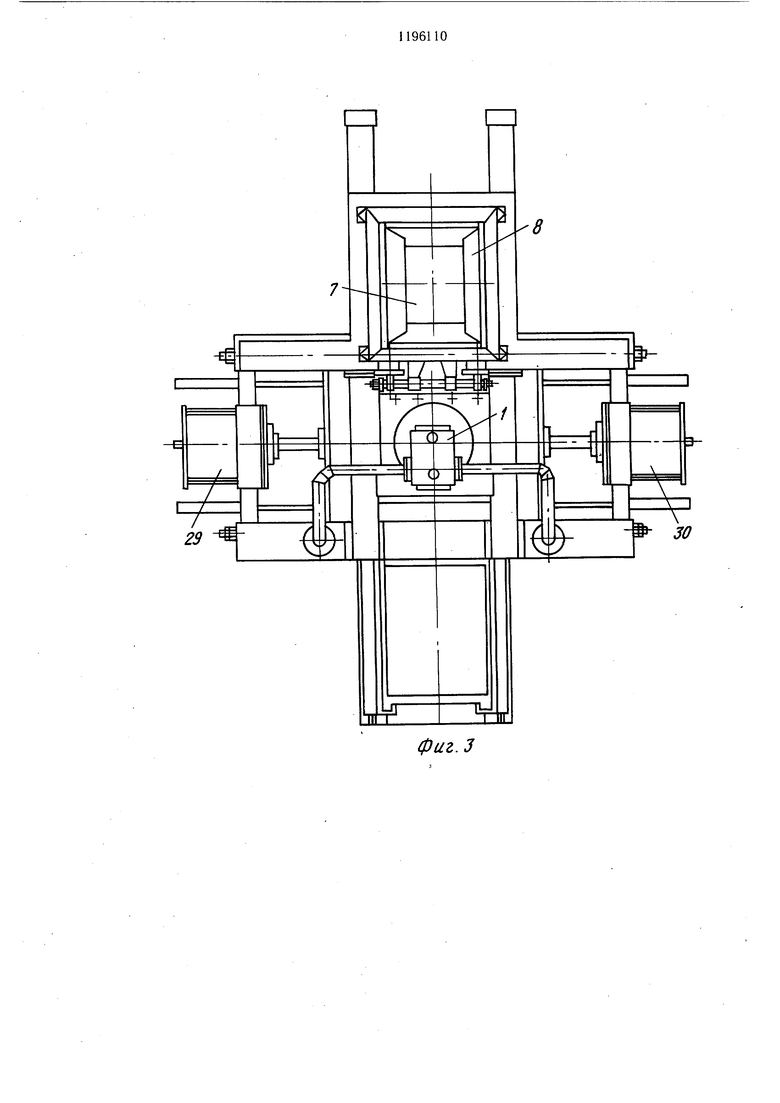
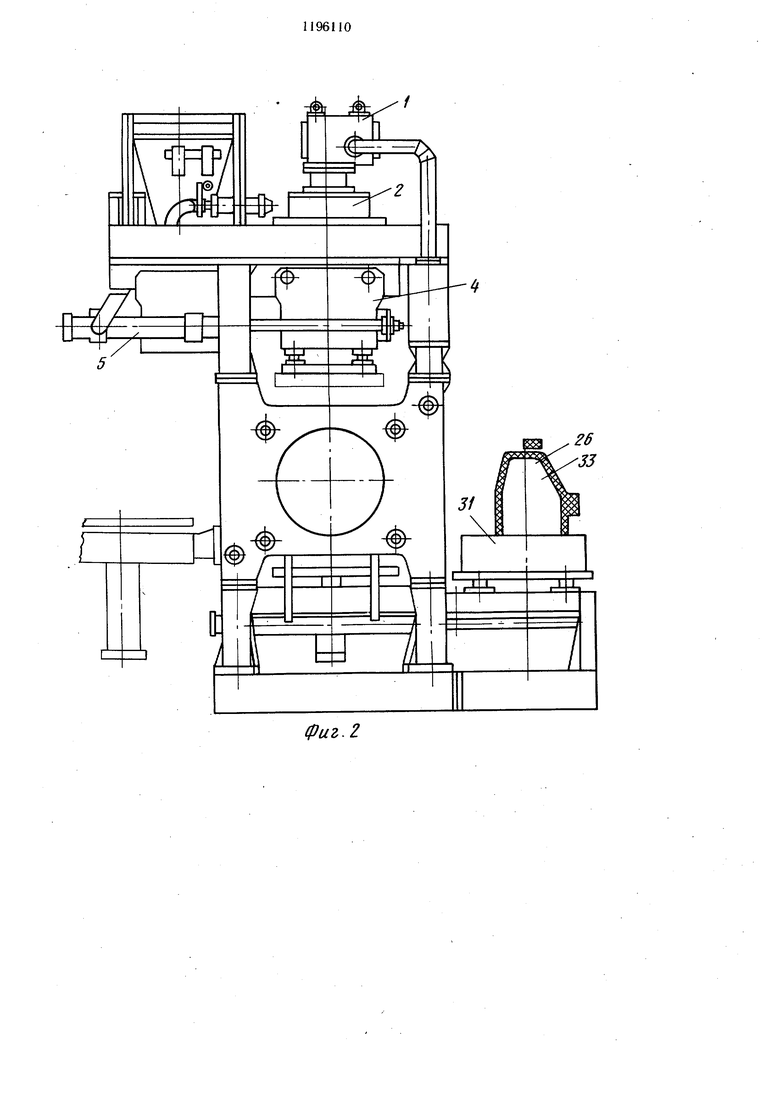
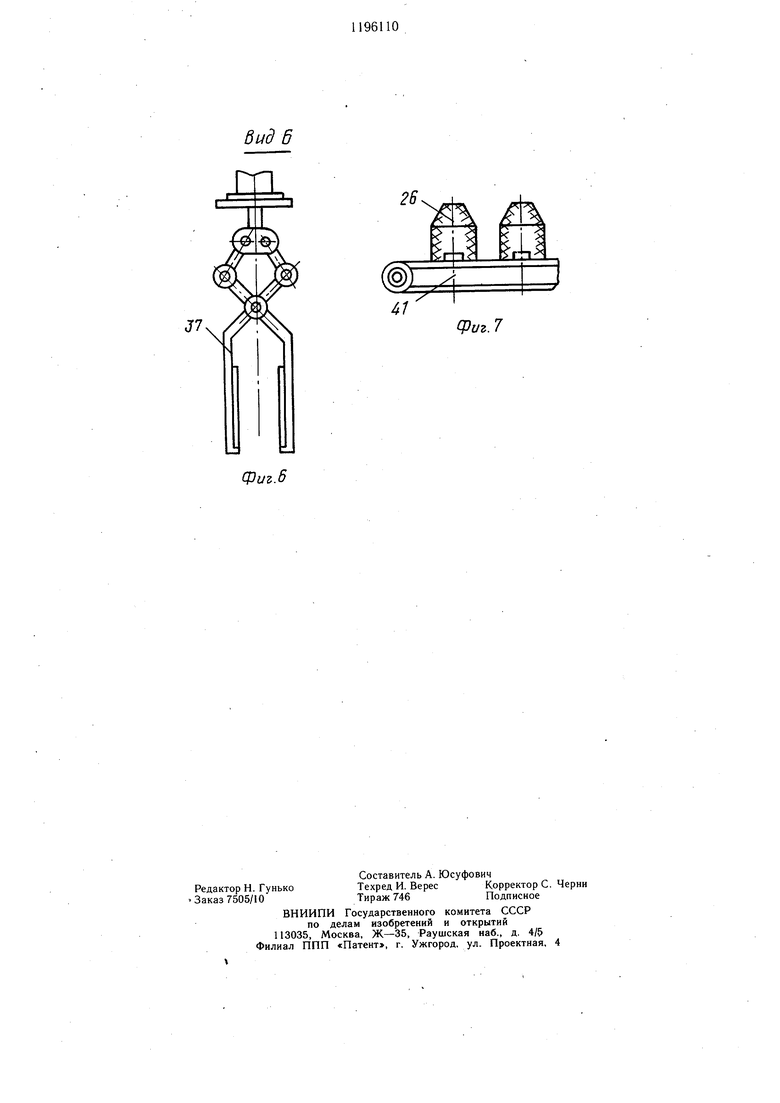
Изобретение относится к литейному производству, в частности может быть использовано для изготовления крупногабаритных литейных стержней из термоактивных смесей пескострельным способом, в горячих ящиках с вертикальной плоскостью разъема. Цель изобретения - повышение качества изготавливаемых стержней, облегчение условий протяжки и повышение производительности. На фиг. 1-3 показан предлагаемый авто мат; на фиг. 4 - разрез А-А на фиг. 1; на фиг. 5 - съемник для стержней; на фиг. 6 - вид Б на фиг. 5; на фиг. 7 - стержень с транспортером. Предлагаемый автомат для изготавливания крупногабаритных стержней содержит в верхней части клапан 1 надува, цилиндр 2 поджима, гильзу 3, находящуюся внутри головки 4 надува, цилиндр 5 перемещения головки 4, плиту 7, бункер 8 для смеси, стержневой ящик, состоящий из двух половин 9 и 10, закрепленных на плитах 11 и 12, закрепленных на подвижных траверсах 13 и 14, которые установлены подвижно на направляющих 15 и 16, встроенных в корпус 17: каждая половина 9 и 10 стержневого ящика имеет механизм 18 для отрыва стержней при протяжке. Механизм состоит из цилиндров 19, закрепленных неподвижно на плитах 20, которые закреплены неподвижно на траверсах 13 и 14, а штоки 21 - на плитах 22, на которых также закреплены упоры 23, упирающиеся в толкательную плиту 24 с толкателем 25. Кроме того, автомат содержит стержень 26, регулировочные направляющие 27, закрепленные на плитах 22 неподвижно, нагревательные элементы 28. На траверсах 13 и 14 закреплены цилиндры 29 и 30. В нижней части автомата имеется выдвижная каретка 31, на которой смонтированы стол 32, опустошитель 33, цилиндр 34 для опустошителя. Съемник 35 для стержня 26 состоит из тележки 36 с захватами 37, цилиндра 38, цепной передачи 39 и привода 40, транспортера 41. Работа автомата заключается в следующем. После подогрева и соответствующей обработки половинок 9 и 10 стержневого ящика и опустощителя 33 производят сборку стержневого ящика при помощи цилиндров 29, 30 и 34. Подводят надувную головку 4 при помощи цилиндра 5, поджимают ее к стержневому ящику цилиндром 2 и производят надув смеси при помощи надувного клапана 1 в полость стержневого ящика. После непродолжительной полимеризации стержня 26 производят разборку ящика, отрывают опустошитель 33 от стержня 26 при помощи цилиндра 34, потом раскрывают половинки 9 и 10 при помощи цилиндров 29 и 30. При этом одновременно срабатывают механизмы отрыва стержня от половинок 9 и 10 при помощи цилиндров 19, закрепленных на неподвижных плитах 20. Штоки 21 цилиндров 19 закреплены на подвижных плитах 22, на этих же плитах 22 закреплены упоры 23, которые при движении плит 22 толкают плиты 24, на которых закреплены толкатели 25, удерживающие стержень 26 по центру опустошителя 33, а при дальнейщем движении цилиндров 29 и 30 половинки 9 и 10 удаляются от центра и тем самым освобождают стержень 26, который находится на опустошителе 33. Толкатели 25 удерживают стержень до тех пор пока раскроется стержневой ящик полностью и только после этого толкатели отходят от стержня 26. После этого каретка 31 со стержнем 26 выдвигаются из зоны надува. Для съема стержня 26 с опустошителями 33 подводится съемник 35 на тележки 36, который захватывает стержень 26 и при помощи привода 40 и цепной передачи 39 передает стержень 26 на транспортер 41, а с транспортера 41 - на склад. Технико-экономическая эффективность от внедрения предлагаемого изобретения по сравнению с известным заключается в уменьшении брака стержней на 2-3%, экономии материалов за счет опустошения стержня на 10-15%, улучшении условий труда, благодаря полной автоматизации, повышении производительности.
фиг.З
фиг Л
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления литейных стержней в нагреваемой оснастке | 1986 |
|
SU1360880A1 |
| Стержневой ящик | 1982 |
|
SU1058705A1 |
| Автомат для изготовления стержней | 1981 |
|
SU1051807A1 |
| Установка для изготовленияОбОлОчКОВыХ СТЕРжНЕй | 1979 |
|
SU810364A1 |
| Стержневой ящик | 1982 |
|
SU1050807A1 |
| Устройство для протяжки стержней | 1983 |
|
SU1177051A1 |
| Стержневой ящик | 1981 |
|
SU1002082A1 |
| Автомат для изготовления стержней | 1978 |
|
SU768539A1 |
| Устройство для разъема и сборкиСТЕРжНЕВОгО ящиКА | 1978 |
|
SU827244A1 |
| Автомат для изготовления стержней | 1980 |
|
SU929306A1 |

. АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ЛИТЕЙНЫХ СТЕРЖНЕЙ, преимущественно в нагреваемых ящиках, содержащий смонтированные на корпусе пескодувно-пескострельную головку, несущую резервуар с насадкой, подвижные половинки стержневого ящика с нагревательными элементами, толкательные плиты с толкателями, устройство для закрывания стержневого ящика, выдвижную каретку и опустошитель, отличающийся тем, что, с целью повышения качества стержней, облегчения условий протяжки и повышения производительности, он снабжен приводной промежуточной плитой, жестко соединенной с толкательной плитой, и регулировочными штангами, связывающими промежуточную плиту с корпусом автомата, при этом промежуточная плита связана с силовым приводом посредством щтоков. ;о О)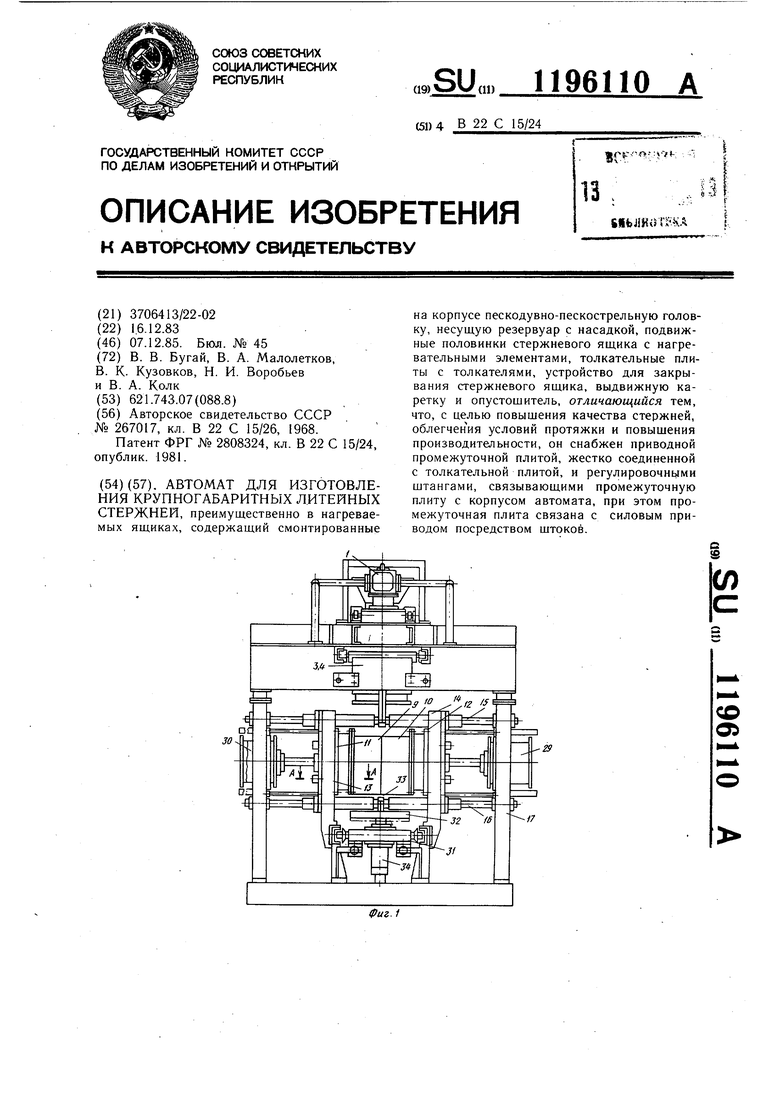
Сриг.7
| СТЕРЖНЕВАЯ МАШИНА | 0 |
|
SU267017A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Терапевтически применимые высокодозированные безводные растворы куркуминоидов | 2020 |
|
RU2808324C2 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
