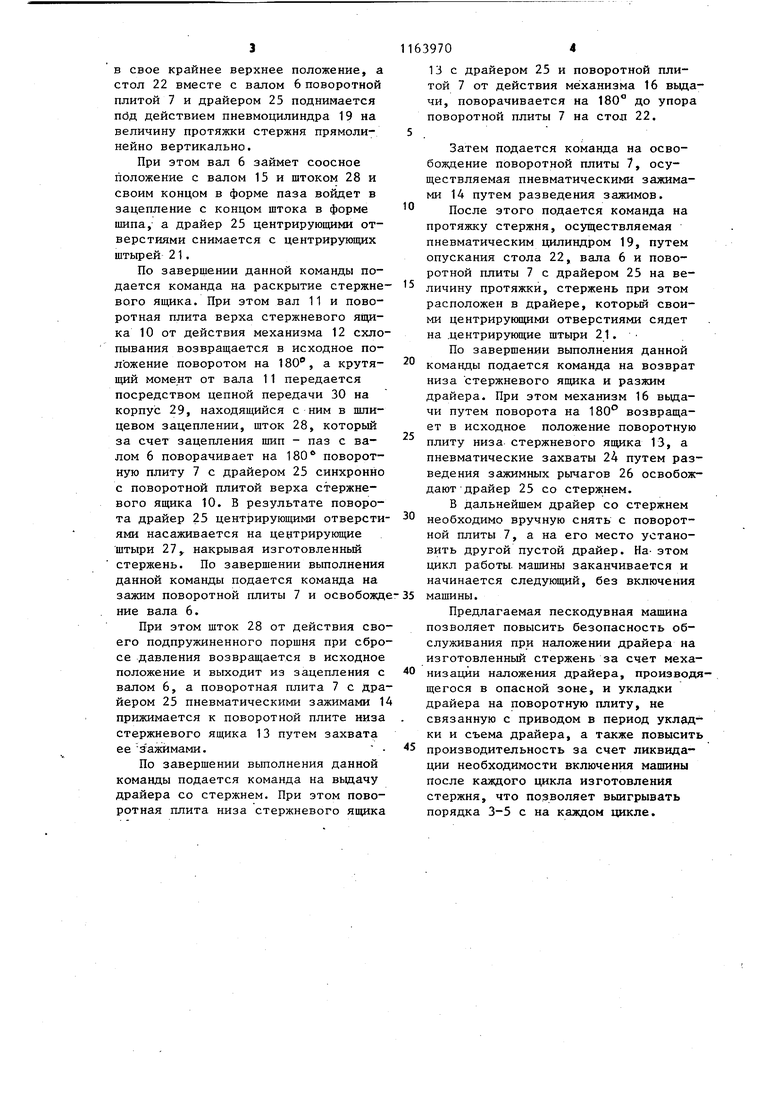
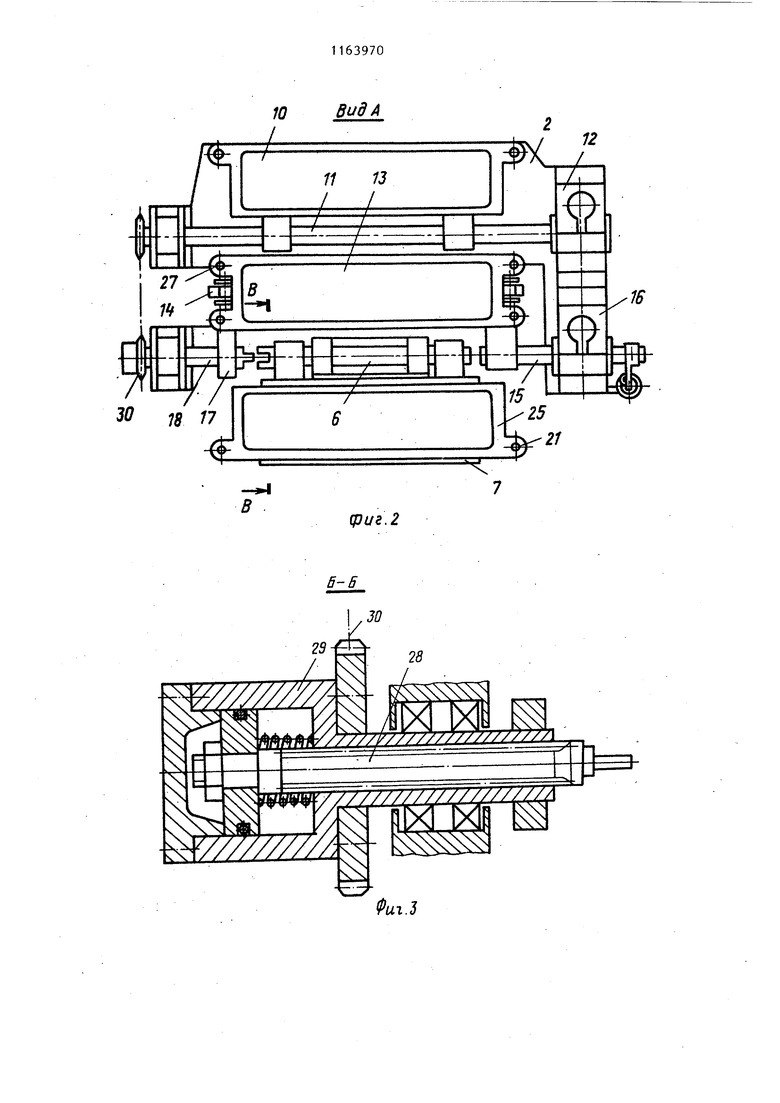
Изобретение относится к литейному производству, в частности к машинам для изготовления литейных стержней в ящиках с горизонтальной плоскостью разъема. Цель изобретения - повышение безопасности обслуживания машины при наложении драйера на изготовленный стержень и повьшение производительности. . На фиг. 1 изображена машина, общий вид; на фиг. 2 - вид А на фиг.1; на фиг. 3 - разрез Б-Б на фиг. 1;. на фиг. 4 - разрез Б-В на фиг. 2. Пескодувная машина содержит станину 1, в которой расположен пневматический цилиндр подъема рабочего стола 2, соединенную четырьмя колоннами 3 с траверсой 4, в которой расположен механизм вдува смеси, механизм 5 протяжки, на котором расположен вал 6 с поворотной плитой 7, защитную заслонку 8, перемещающуюся в вертикальной плоскости при помощи пневматического цилиндра 9. На рабочем столе 2 расположены две поворотные плиты с половинками стержневого ящика, имекяцие возможность поворота на 160°. Поворотная плита с верхом стержне вого ящика 10 жестко соединена с валом 11 механизма 12 схлопывания . Поворотная плита с низом стержневого ящика 13 с двумя пневматическими зажимами 14 соединена с одной стороны жестко с валом 15 механизма 16 выдачи драйера, а с другой стороны посредством подшипника 17 скольжения с валом 18 наложения, предназначенным для обеспечения, синхронного поворота плиты 7 относительно поворотной плиты с верхом стержневого ящика 10. Механизм протяжки, имеющий возможность перемещения в вертикальной плоскости при помощи пневматического цилиндра 19 двустороннего действия состоит из плиты 20 с установленными на ней двумя штырями 21, стола 22 с тремя направляющими 23. В нижней части поворотной плиты 7 расположены два пневматических захвата 24, служащие для прижима драйера 25 к поворотной плите, и представ ляющее собой пневматический цилиндр одностороннего действия, к штоку которого прикреплены два зажимных рычага 26, шарнирно соединенных с поворотной плитой 7. На нижнем стержневом ящике 13 дополнительно установлена пара центрирующих штырей 27, обеспечивающих точное наложение драйера и расположенных симметрично относительно оси поворота плиты 7, штырям 21, служащим для точной укладки драйера на новоротную плиту. Вал 6, имеющий один конец в форме паза, расположен в одной вертикальной плоскости с валом 15. Вал 18 наложения, установленный соосно валу 15 на рабочем столе 2, представляет собой вращающийся в своей опоре пневмоцилиндр одностороннего действия со штоком 28, имеющим свободньй конец в форме шипа и находящийся в шлицевом зацеплении с корпусом 29, кинематически связанным с в.алом 11 цепной передачей 30. Машина работает следуюшд1м образом, Драйер 25 своими центрирующими отверстиями вручную устанавливается на центрирующие штыри 21 до упора своей нижней плоскостью на поворотную плиту 7. После вьшолнения операции по изготовлению стержня, включающую опускание защитной заслонки 8, подъем рабочего стола 2, выдув стержневой смеси в обе половинки стержневого ящика 10 и 13, опускание рабочего стола, подается команда на схлопывание половинок стержневого ящика и зажим драйера 25 на поворотной плите 7 . При этом механизм 12 схлопывания совместно с поворотом вала 11 и поворотной плитой верха стержнево- . го ящика 10 поворачивает на 180 посредством цепной передачи 30 корпус 29, который в свою очередь поворачивает на этот же угол и шток 28, находящийся с ним в шлицевом зацеплении. Кроме поворота на 180 штоку передается от своего поршня (при воздействии на него сжатого воздуха) линейное перемещение вперед, а зажим драйера осуществляется схватом за его наружную поверхность зажимными рычагами 26 пневматического захвата 24. По завершении вьшолнения данной команды подается команда на подъем заслонки и механизма протяжки стержня, при этом защитная заслонка 8 при помощи пневмоцилиндра 9 поднимается
в свое крайнее верхнее положение, а стол 22 вместе с валом 6 поворотной плитой 7 и драйером 25 поднимается пбд действием пневмоцилиндра 19 на величину протяжки стержня прямолинейно вертикально.
При этом вал 6 займет соосное положение с валом 15 и штоком 28 и своим концом в форме паза войдет в зацепление с концом штока в форме шипа, а драйер 25 центрирующими отверстиями снимается с центрирующих штьфей 21.
По завершении данной команды подается команда на раскрытие стержневого ящика. При этом вал 11 и поворотная плита верха стержневого ящика 10 от действия механизма 12 охлопывания возвращается в исходное положение поворотом на 180, а крутя1ЦИЙ момент от вала 11 передается посредством цепной передачи 30 на корпус 29, находящийся с ним в пшицевом зацеплении, шток 28, который за счет зацепления шип - паз с валом 6 поворачивает на 180 поворотную плиту 7 с драйером 25 синхронно с поворотной плитой верха стержневого ящика 10. В результате поворота драйер 25 центрирующими отверстиями насаживается на центрирующие штыри 27,. накрывая изготовленный стержень. По завершении вьтолнения данной команды подается команда на зажим поворотной плиты 7 и освобождение вала 6.
При этом шток 28 от действия своего подпружиненного поршня при сбросе давления возвращается в исходное положение и выходит из зацепления с валом 6, а поворотная плита 7 с Драйером 25 пневматическими зажимами 14 прижимается к поворотной плите низа стержневого ящика 13 путем захвата ее Зажимами. По завершении выполнения данной команды подается команда на выдачу драйера со стержнем. При этом поворотная плита низа стержневого ящика
13 с драйером 25 и поворотной плитой 7 от действия механизма 16 выдачи, поворачивается на 180° до упора поворотной плиты 7 на стол 22.
.
Затем подается команда на освобождение поворотной плиты 7, осуществляемая пневматическими зажимами 14 путем разведения зажимов.
После этого подается команда на протяжку стержня, осуществляемая пневматическим цилиндром 19, путем опускания стола 22, вала 6 и поворотной плиты 7 с драйером 25 на величину протяжки, стержень при этом расположен в драйере, который своими центрирующими отверстиями сядет на .центрирующие штьфи 21.
По завершении выполнения данной команды подается команда на возврат низа стержневого ящика и разжим драйера. При этом механизм 16 вьщачи путем поворота на 180 возвращает в исходное положение поворотную плиту низа стержневого ящика 13, а пневматические захваты 24 путем разведения зажимных рычагов 26 освобождают драйер 25 со стержнем.
В дальнейшем драйер со стержнем
необходимо вручную снять с поворотной плиты 7, а на его место установить другой пустой драйер. На- этом цикл работы, машины заканчивается и начинается следующий, без включения
машины.
Предлагаемая пескодувная машина позволяет повысить безопасность обслуживания при наложении драйера на изготовленный стержень за счет механизации наложения драйера, производящегося в опасной зоне, и укладки драйера на поворотную плиту, не связанную с приводом в период укладки и съема драйера, а также повысить
производительность за счет ликвидации необходимости включения машины после каждого цикла изготовления стержня, что позволяет выигрывать порядка 3-5 с на каждом цикле. 0 75 77 Вид А (риг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая пескодувная машина для изготовления литейных стержней | 1956 |
|
SU109769A1 |
| Установка для изготовленияОбОлОчКОВыХ СТЕРжНЕй | 1979 |
|
SU810364A1 |
| Установка для изготовления литейных стержней | 1975 |
|
SU561607A1 |
| Кантователь | 1990 |
|
SU1726122A1 |
| Установка для разборки и сборки стержневых ящиков | 1989 |
|
SU1692721A1 |
| Установка для изготовления стержней | 1989 |
|
SU1713718A1 |
| Многопозиционный автомат для изготовления литейных стержней | 1980 |
|
SU910316A1 |
| П. К. С К. М. Овсянников, М. И. Вишнев, И. Е. Шуб, Р. И. Шварцман, С. А. Казенов, В. А. Кудрявцев и Г. В. Малаховский''^'С: | 1969 |
|
SU235924A1 |
| ПЕСКОДУВНАЯ МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ В НАГРЕВАЕМЫХ ЯЩИКАХ | 1971 |
|
SU295340A1 |
| Линия для изготовления литейных стержней | 1982 |
|
SU1026932A1 |
ПЕСКОДУВНАЯ МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ, содержащая станину, цилиндр подъема рабочего стола, механизм вдува смеси, две поворотные плиты с закрепленными на них верхней и нижней половинками стержневого ящика, жестко закрепленные на валах, горизонтально установленных на рабочем столе, механизм протяжки и драйер, отличающаяся тем, что, с целью повышения безопасности процесса наложения драйера и производительности машины, она снабжена дополнительной поворотной плитой, размещенной на механизме протяжки, и механизмом синхронизации движения дополнительной поворотной плиты и поворотной плиты верхней половинки стержневого ящика, при зтом драйер закреплен на дополнительной плите.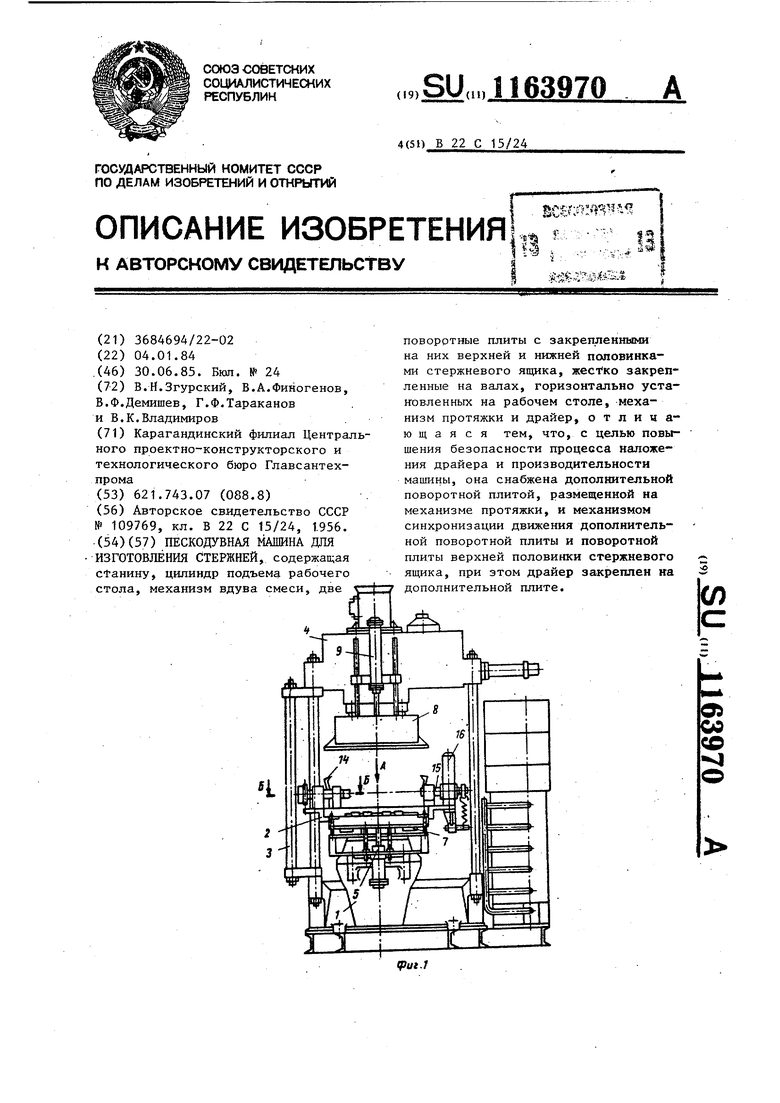
Фиг.
| Автоматическая пескодувная машина для изготовления литейных стержней | 1956 |
|
SU109769A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| - | |||
