Изобретение относится к литейному производству, в частности к конструкции автоматов для изготовления литейных стержней пескодувно-пескострельным способом в нагреваемой оснастке с вертикальной плоскостью разъема.
Целью изобретения является упрощение конструкции и повышение производительности автомата.
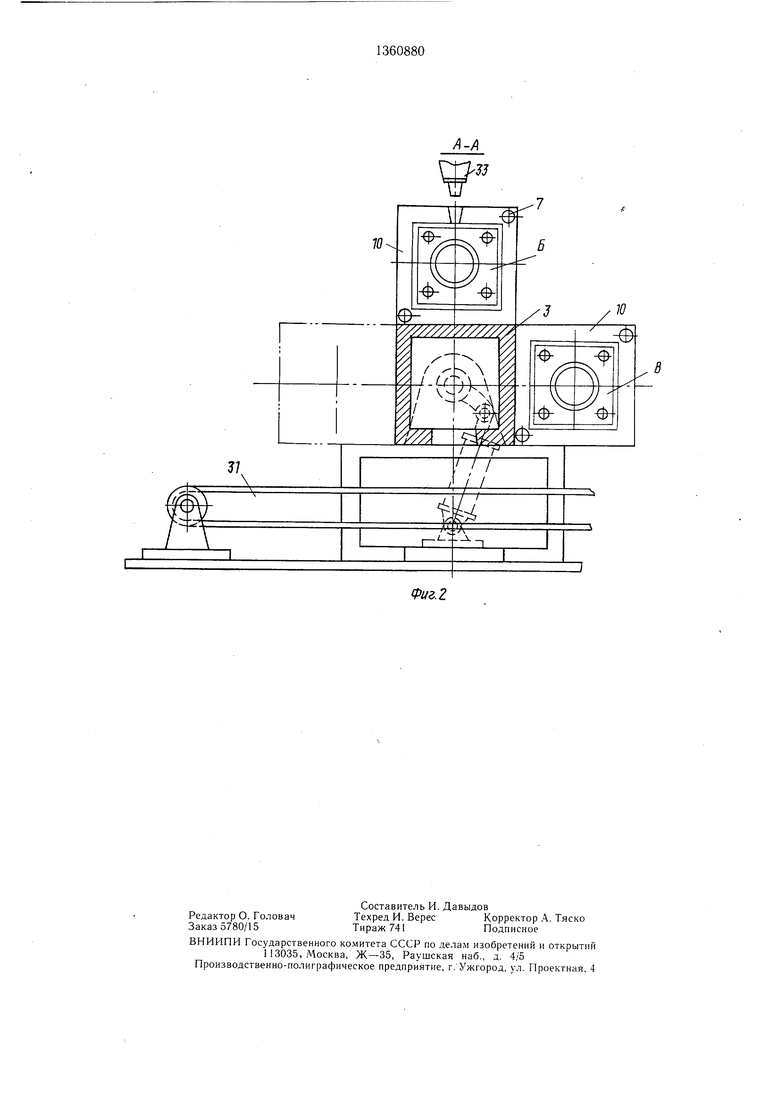
На фиг. 1 показан автомат, рабочий момент (на секции Б произведен надув стержня, на секции В в это время производятся раскрытие стержневого ящика и извлечение стержня); на фиг. 2 - разрез А-А на фиг. 1.
Автомат для изготовления литейны.х стержней содержит станину 1, на которой закреплена подвижно на цапфе 2 рама 3 с закрепленными на ней стержневыми ящиками Б и В. На основных плитах 4 и 5 корпуса закреплены колонны 6 и 7 стержневых ящиков Б и В. На колоннах 6 и 7 установлены подвижно плиты 8 и 9, на которых закреплены половинки 10 и 11 стержневых ящиков. На плитах 4 и 5 закреплены цилиндры 12 и 13, а на их щтоках 14 и 15 - плиты 8 и 9 и упоры 16 и 17. На основных плитах 4 и 5 подвижно установлены толкатели 18 и 19 и на них закреплены плиты 20 и 21. На концах толкателей 18 и 19 подвижно установлены регулировочные элементы 22 и 23 и пружины 24 и 25. На плитах 8 и 9 закреплены нагревательные элементы 26 и 27. Цилиндр 28 для поворота рамы 3 на 90° установлен на станине 1 подвижно, а его щток 29 связан с цапфой 2 рамы 3 через коромысло 30. Транспортер 31, установленный под стержневыми ящиками Б и В, служит для приема готового стержня 32, а надувная головка 33 установлена на общей станине 1.
Автомат работает следующим образом.
Нагретые нагревательными элементами 26 и 27 половинки 10 и 11 стержневого ящика секции Б автоматически собираются и
подводятся под надувную головку 33. После надува стержня 32 секция Б переводится посредством цилиндра 28 на позицию для извлечения стержня 32 из стержневого ящика. При этом включаются цилиндры 12 и 13 на раскрытие стержневого ящика штоками 14 и 15, закрепленными на половинках 10 и 11, которые постепенно раскрываются, но толкатели 18 и 19 удерживают стержень 32 до тех пор, пока упоры 6 и 17 не достигнут плит 20 и 21, закрепленных на толкателях 18 и 19. В это время то лкатели 18 и 19 отходят, а пружины 24 и 25 сжимаются, отпуская стержень 32. Освобожденный стержень выходит из ящика и укладывается на транспортер 31. В это время секция В с уже нагретыми половинками стержневого ящика переводится под надувную головку 33 для надува стержня. Так как стержневые ящика на обеих секциях аналогичны, то и порядок работы на них аналогичен.
В предлагаемом автомате решена проблема автоматизированного съема готовых стержней, в результате чего увеличивается его производительность, а также достигается упрощение конструкции.
,
Формула изобретения
Автомат для изготовления литейных стержней в нагреваемой оснастке, содержащий станину, стержневой ящик с вертикальным разъемом, устройство для заполнения стержневого ящика смесью и механизм закрывания стержневого ящика, отличающийся тем, что, с целью упрощения и по- выщения производительности автомата, он снабжен дополнительным стержневым ящиком, рамой и транспортером, при этом оба стержневых ящика закреплены на раме перпендикулярно друг другу, рама установлена на станине с возможностью поворота на 90° в обе стороны относительно горизонтальной оси, а транспортер расположен под стержневым ящиком.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления крупногабаритных литейных стержней | 1983 |
|
SU1196110A1 |
| Стержневой ящик | 1982 |
|
SU1058705A1 |
| Автомат для изготовления стержней | 1981 |
|
SU1051807A1 |
| Установка для изготовленияОбОлОчКОВыХ СТЕРжНЕй | 1979 |
|
SU810364A1 |
| Стержневой ящик | 1982 |
|
SU1050807A1 |
| Способ изготовления литейных форм и стержней и устройство для его осуществления | 1988 |
|
SU1579629A1 |
| Пескодувная машина | 1974 |
|
SU728979A1 |
| Надувное сопло пескодувно-пескострельных машин | 1986 |
|
SU1468645A1 |
| Многопозиционный автомат для изготовления литейных стержней | 1980 |
|
SU910316A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ В ГОРЯЧИХЯЩИКАХ | 1967 |
|
SU204502A1 |
Изобретение относится к литейному производству, в частности к конструированию автоматов для изготовления литейных стержней пескодувно-пескострельным способом в нагреваемой оснастке с вертикальной плоскостью разъема. Цель изобре 2ti го ге 8 /1-Н л 5 27 w 21 i / / / //// /п тения - упрощение конструкции и повышение производительности автомата. .Автомат обеспечивает автоматизированный съем готовых стержней. Автомат снабжен двумя секциями стержневых ящиков Б и В, расположенными на раме 3 перпендикулярно друг другу. Рама 3 цапфами 2 укреплена на станине 1 с возможностью поворота на 90° в обе стороны. После надува стержня 32 секция Б переводится посредством 11илпндра 28 на позицию для извлечения стержня 32 из стержневого ящика. Освобожденный стержень выходит из яп;ика и укладывается на транспортер 31. В это время секция В с уже нагретыми половинками стержневого ящика переводится под надувную головку 33 для надува стержня. Стержневые ящики на обеих секциях аналогичны. 2 ил. lO 25 / VW 0 z 271517 СО 05 о 00 оо о , фигЛ
| ПЕСКОДУВНАЯ МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ В НАГРЕВАЕМЫХ ЯЩИКАХ | 0 |
|
SU295340A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
