1
Изобретение относится к литейному производству, в частности к моделям и модельной оснастке для вакуумно-пленочной формовки.
Цель изобретения - повьшение качества отливок и снижение брака при изготовлении модели.
На фиг. 1 изображена предлагаемая модель; на фиг. 2 - пресс-форма с отверстиями и эластичной пленкой.
Модель состоит из герметично закрытой эластичной оболочки 1, изготовленной из. полиэтиленовой пленки, наружная поверхность которой имеет конфигурацию модели, а ее внутренняя полость заполнена газифицируемым материалом 2, зафиксированным с помощью вакуума, созданного внутри сухого подвижного наполнителя. Оболочка с наполнителем снабжена двумя патрубками 3 и 4, в которых установлены герметизирующие заглуш-. ки 5. Наполнителем являются гранулы пенополистирола, поэтому оставшиеся после удаления наполнителя гранулы пенополистирола газифицируют в процессе заливки металлом, значитель но уменьшая брак по засорам и неметаллическим включениям. Таким образом, путем использования при формовке модели, заполняемой гранулами газифицируемого материала, достигается повьппение качества отливок.
Предельные значения гранул пенополистирола выбраны из условий получения качественной модели и ее оптимальной массы. Нецелесообразно использовать пенополистирол фракции менее 0,4 мм из-за высокой объемной массы получаемой модели. В случае применения пенополистирола фракции более 2,5 мм получают низкое качество поверхности отливки, так как гранулы не заполняют тонкие пазы и профильные каналы формуемой поверхности Цля получения модели устанавливают металлическую пресс-форму с двойными стенками 6 и 7. Внутренние стен ки 6 имеют отверстия 8 для отсоса воздуха из внутренней полости 9 металлической пресс-формы, поверхность которой соответствует наружной по89S&5.2
верхности заданной модели. В полость пресс-формы помещают эластичную пленку, например этиленвинилацетатную толщиной 0,075 мм, и через отверстие 5 в стенках формы отсасывают воздух через патрубок 10 из полости между стенкой формы и помещенной в него пленкой. Пленка при этом плотно притягиваетсй к внутренней поверхности
О пресс-формы.
Затем в нее насыпают гранулы полистирола через патрубок 4 и после заполнения полости пресс-формы путем отсоса через этот же патрубок
15 создают в ней вакуум, например, до 0,2 атм, предварительно закрывают патрубок- 3 заглушкой 5, после чего место отсоса воздуха герметизируют, например, пленкой или.второй заглушкой 5с клапаном.
Удаление, гранул пенополистирола производят эжектированием их воздухом через патрубок 3, а для поддержания в полости модели атмосферного
25 давления снимают заглуйку 5- с дополнительного патрубка 4. Поддержание в полости модели при эжектировании более высокого давления позволяет сохранить геометрию формы модели.
30 Возможен и обратный порядок удаления гранул пенополистирола через патрубки 3 и 4 .
Оставшиеся гранулы сгорают при заливке формы металлом. При этом значительно уменьшается брак по засорам, что обеспечивает, повышение качества отливки.
Благодаря низкой плотности наполнителя эластичная оболочка надежно выдерживает нагрузку массы наполнителя, что устраняет брак от разрыва оболочки.
Экономический эффект от использования модели с газифицируемым наполнителем по сравнению с моделью с . обычным сыпучим наполнителем за счет сокращения брака литья .по засорам и неметаллическим включениям на 1,5 21, снижения брака при изготовлении модели на 3,5 - 5% дает 5 - 6 руб. на 1 т годного литья.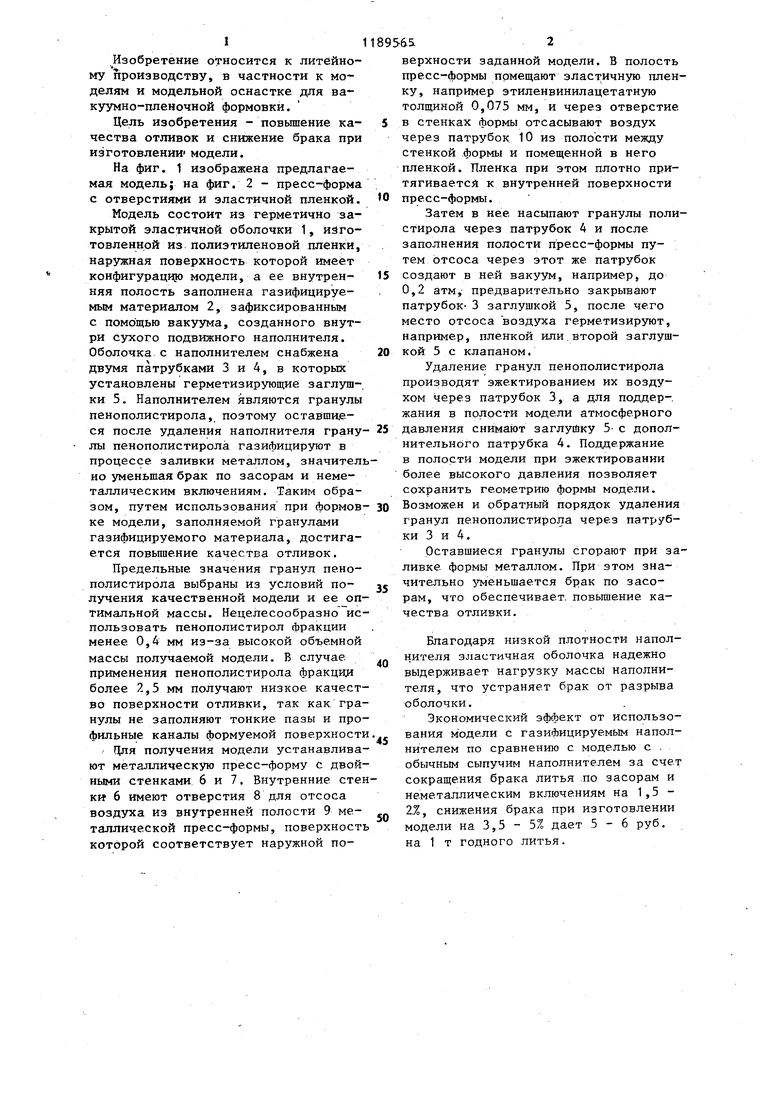
| название | год | авторы | номер документа |
|---|---|---|---|
| Газифицируемая модель | 1990 |
|
SU1799659A1 |
| Способ изготовления по удаляемым моделям литейных оболочковых форм | 1983 |
|
SU1253711A1 |
| Способ литья заготовок под давлением | 1989 |
|
SU1839122A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕНОПОЛИСТИРОЛОВОЙ ГАЗИФИЦИРУЕМОЙ МОДЕЛИ | 1996 |
|
RU2104818C1 |
| Композиция для изготовления литейных газифицируемых моделей | 2023 |
|
RU2818101C1 |
| Способ изготовления неразъемных литейных форм | 1983 |
|
SU1171186A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК С ПАРАЛЛЕЛЬНЫМИ ОБРАЗУЮЩИМИ БОКОВЫХ ПОВЕРХНОСТЕЙ | 1992 |
|
RU2086340C1 |
| ГАЗИФИЦИРУЕМАЯ МОДЕЛЬ ДЛЯ ЛИТЫХ ЗАГОТОВОК РЕЖУЩЕГО ИНСТРУМЕНТА И ПРЕСС-ФОРМА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2048953C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ ВАКУУМНО-ПЛЕНОЧНОЙ ФОРМОВКИ | 1991 |
|
RU2020026C1 |
| Способ подготовки литейных форм под заливку и опорный наполнитель для формовки | 1979 |
|
SU876288A1 |
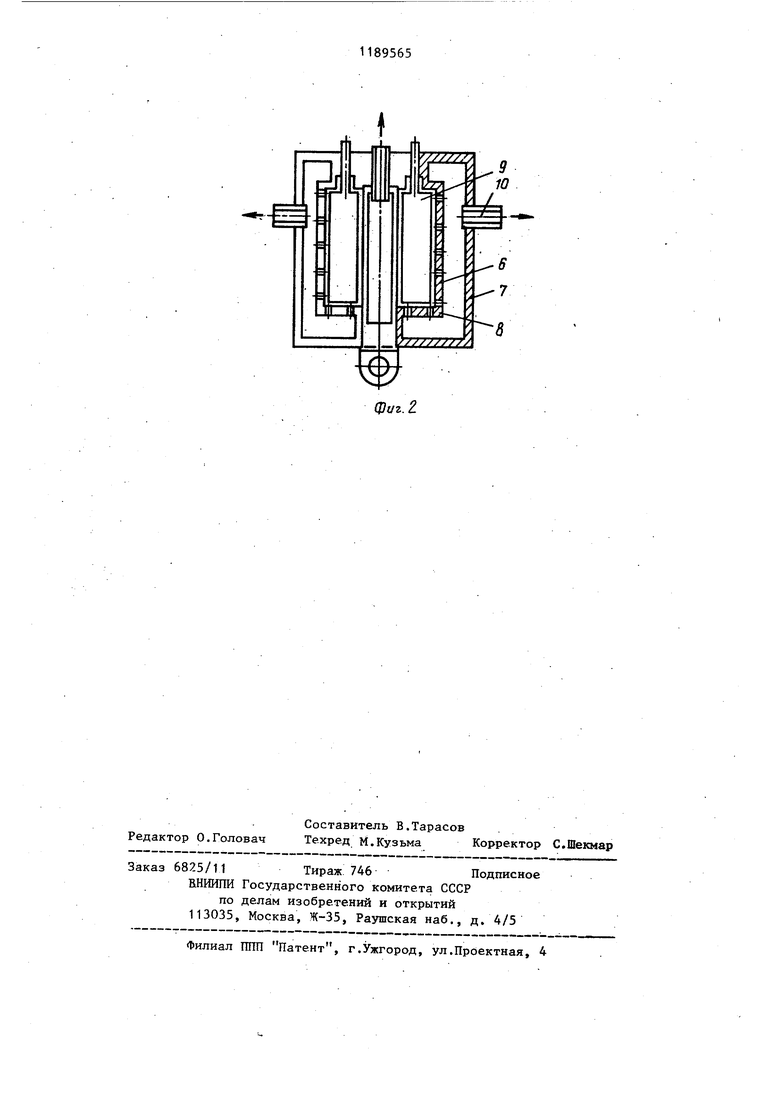
МОДЕЛЬ ДНЯ ВАКУУМНО-ПЛЕНОЧНОЙ ФОРМОВКИ, содержащая эластичную оболочку с патрубком в верхней ее части, заполненную уплотненным сыпучим материалом, отличающ а.я с я тем, что, с целью повышения качества отливок и снижения брака при изготовлении моделей, она снабжена дополнительным патрубком с заглушкой, расположенным в верхней части оболочки, а в качестве сыпучего материала взяты гранулы подвспененного полистирола диаметром 0,4 - 2,5 мм. . € J 4 г оо со ел 05 01
| Газифицируемая модель | 1972 |
|
SU534289A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Способ изготовления литейнойфОРМы и МОдЕль для ЕгО РЕАлизАции | 1979 |
|
SU810362A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
