11
Изобретение относится к литейному производству, а именно к изготовлению литейных форм.
Цель изобретения - снижение трудоемкости процесса и улучшения ка- честна форм.
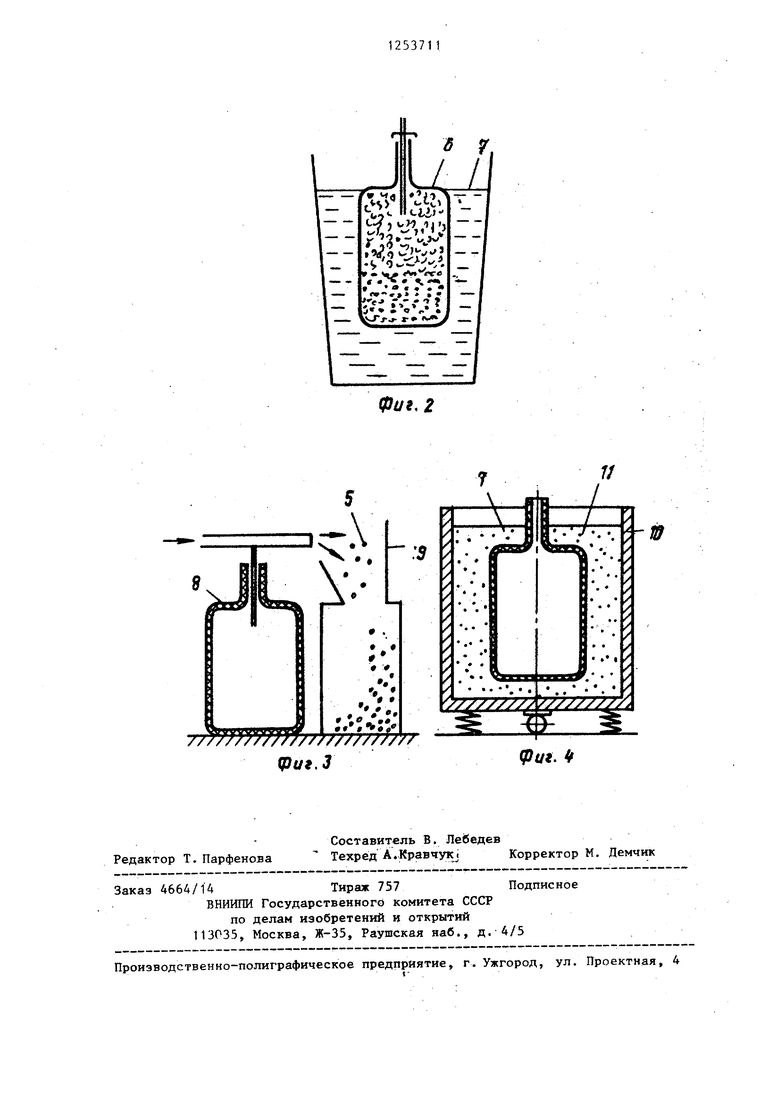
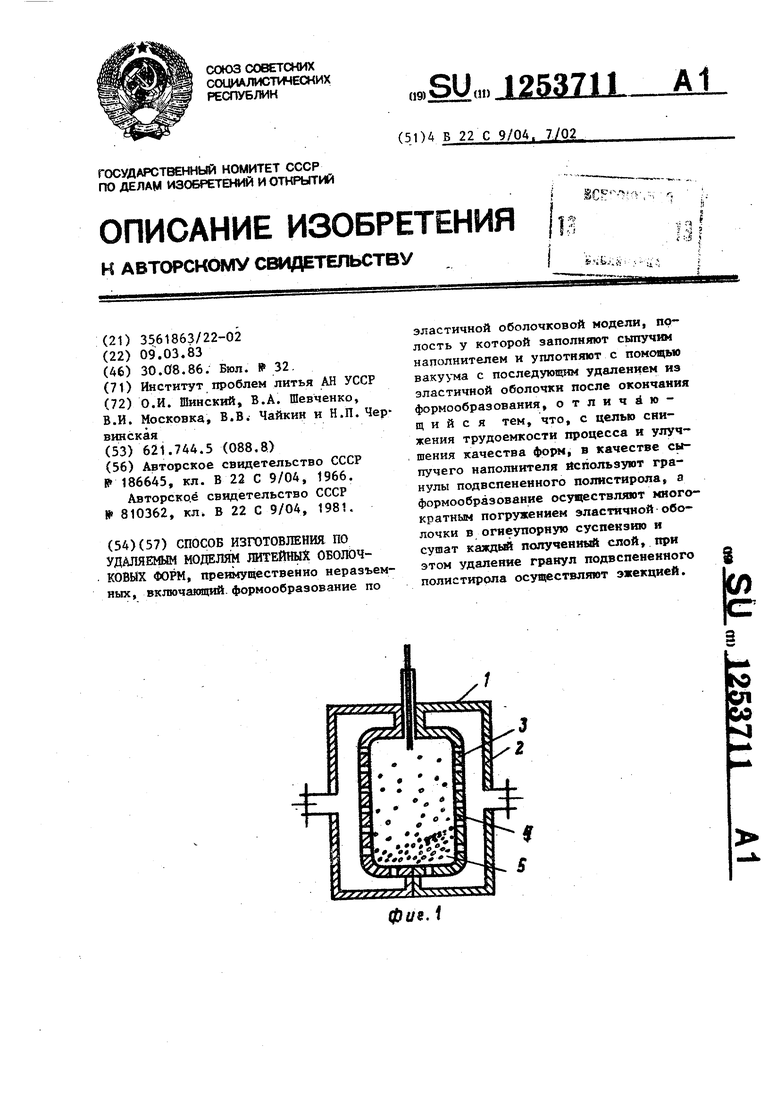
На фиг. 1 показано заполнение эластичной оболочки модели гранулами подвспененного полистирола и его уплотнение вакуумированием; на фиг. 2 - нанесение на модель керамической оболочки ее погружением в огнеупорную суспензию; на фиг. 3 - удаление гранул подвспененного полистирола из полученной формы методом эжекции; на фиг. 4 - засыпка готовой формы огнеупорным наполнителем и его уплотнение.
Способ реализуется следующим
способом.
Модель изготавливают в пресс- форме 1 (фиг. 1)j в полость пресс- формы, образованную двойньми стенками 2 и 3, (внутренняя стенка 3 имеет отверстия для отсоса воздуха и повторяет конфигурацию оттгавки) помещают эластичную пленку А, например полиэтиленовую толщиной 0,1 мм, .и отсасывают воздух. Пленка притя- гивается плотно к внутренней поверхности пресс-формы, образуя эластичную оболочку, во внутрь которой засыпают гранулы 5 подвспененного полистирола, после чего, создавая в ней вакуум ниже атмосферного давления, эластичную оболочку герметизируют, и готовую модель извлекают из пресс-формы. Готовую модель 6 (фиг. 2) погружают в емкость с огне- упорной суспензией 7, подготовленной так, что подвижность ее достаточна для заполнения всех пазов и профильных каналов эластичной оболочки Модель выдерживают в суспензии б-Ва после чего извлекают и производят сушку в течение мин. Затем цикл повторяют до получения заданной прочности оболочки и производят удаление наполнителя из модели эжек- цией. Для этого, разгерметизировав оболочку 8, извлекают струей воздуха из оболочки гранулы 5 подвспененного полистирола и транспортируют
1 ,2
бункер 9. После удаления гранул одели на форму наносят.еще 2-3 слоя успензии. Прокаливание готовой кеамической оболочки производят при ВЗО-ЭЗО С, после чего охлаждают ее с печью. Затем керамическую форму станавливают в опоку 11. и заполнят ее, например, кварцевым песком 12.
Благодаря нанесению огнеупорной суспензии на эластичную оболочку моели с последующим удалением наполнителя устраняются деформации и растрескивание керамической оболочковой формы, что позволяет снизить брак литья на 3-5%.
Пример. Для изготовления неразъемной керамической формы на аль, полученнзпо путем вакуумиро- вания полости (разрежение 0,05 МПа), ограниченную полиэтиленовой пленкой толщиной 0,1 мм и заполненную гранулами пенополистирола фракгши 0,05-0,2 мм, наносили путем окунания огнеупорную суспензию (электрокорунд белый 200 г; гидролизованный этилсиликат 120 г; 15%-й раствор Na-КМЦ 5 г). После нанесения каждого слоя суспензии производили его сушку в течении 7-10 мин при 85°С. Удаление гранул наполнителя из формы производили после получения прочной 4-слойной керамической оболочки путем эжектирования (давление возду-. ха 0,2 МПа). Освобожденную от гранул пенополистирола керамическую форму прокаливали при . Готовую форму устанавливали в опоку, засыпали кварцевым песком, уплотняли на вибростоле и подавали под заливку.
Благодаря нанесению огнеупорной суспензии на эластичную оболочку модели с последующим удалением наполнителя обеспечивали устранение деформации и растрескивание керамической оболочки, что позволило снизить брак литья на 3-5%, снизить трудозатраты, так как дЛя изготовления отливки 20 кг вес модели составляет всего 80 г в отличие от известного способа, согласно которому вес равен 5 кг, что деформирует оболочку модели и иск ажает ее форму.
Внедрение предлагаемого способа позволяет снизить трудозатраты.
фиг. 2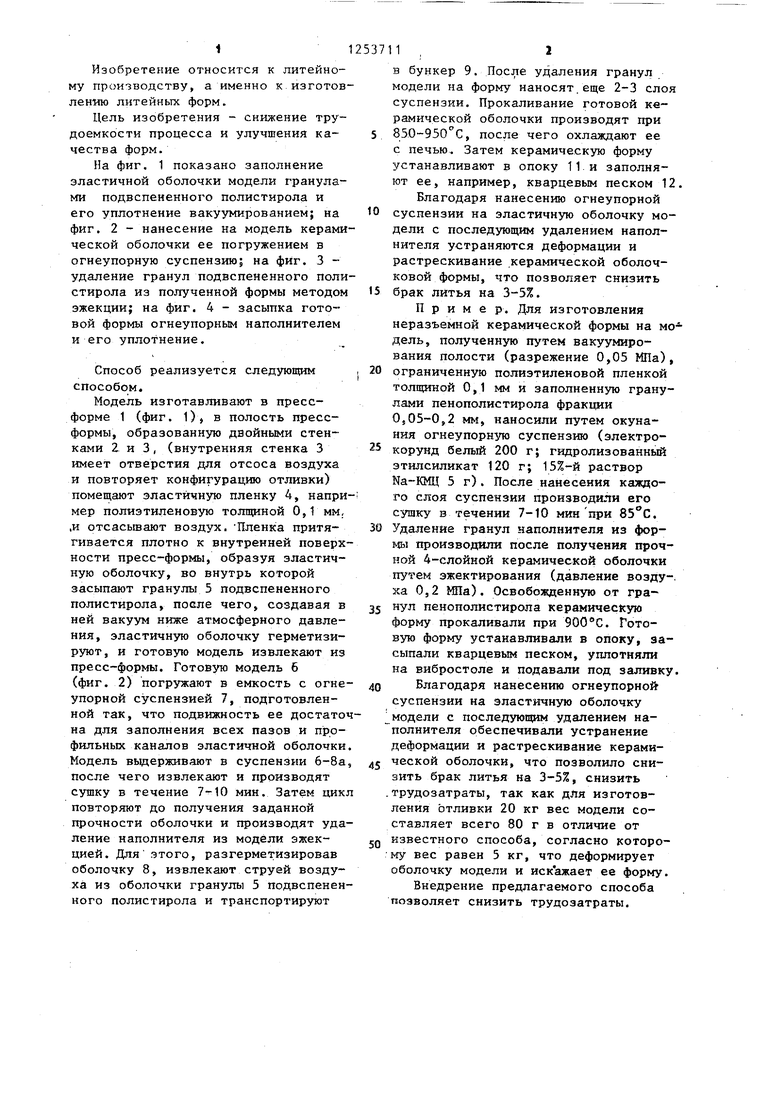
| название | год | авторы | номер документа |
|---|---|---|---|
| Модель для вакуумно-пленочной формовки | 1984 |
|
SU1189565A1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНОЙ ОТЛИВКИ С ВНУТРЕННИМИ ПОЛОСТЯМИ СЛОЖНОЙ КОНФИГУРАЦИИ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2002 |
|
RU2231414C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ИЗ ЧЕРНЫХ И ЦВЕТНЫХ МЕТАЛЛОВ | 1992 |
|
RU2048955C1 |
| ГАЗИФИЦИРУЕМАЯ МОДЕЛЬ ДЛЯ ЛИТЫХ ЗАГОТОВОК РЕЖУЩЕГО ИНСТРУМЕНТА И ПРЕСС-ФОРМА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2048953C1 |
| Способ литья заготовок под давлением | 1989 |
|
SU1839122A1 |
| Способ изготовления литейных форм | 1987 |
|
SU1553239A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ В ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2009 |
|
RU2418648C2 |
| ГРАНУЛЫ ПЕНОПОЛИСТИРОЛА С УПРОЧНЯЮЩЕЙ ОБОЛОЧКОЙ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2542302C2 |
| Композиция для изготовления теплоизоляционных изделий | 1980 |
|
SU885202A1 |
| Способ изготовления теплоизоляционных изделий | 1979 |
|
SU870387A1 |
id
ut,3
Редактор Т. Парфенова
Составитель В. Лебедев Техред А.Кравчук Корректор М. Демчик
Заказ 4664/14Тираж 757Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
(pt/f.
| 0 |
|
SU186645A1 | |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Способ изготовления литейнойфОРМы и МОдЕль для ЕгО РЕАлизАции | 1979 |
|
SU810362A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
