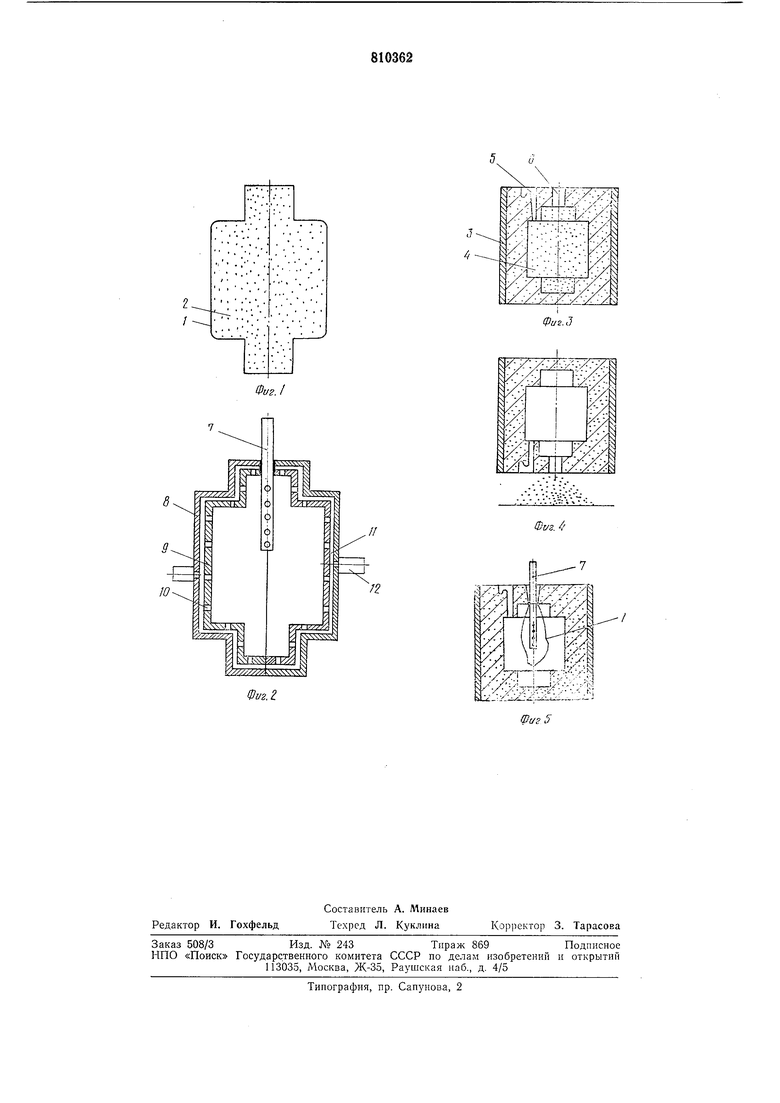
в оболочке модели отверстие, через которое удаляют наполнитель модели, например сухой кварцевый песок. После этого форме придают исходное положение (фиг. 5). Вставляют Б полость формы трубку 7, создают с помощью вакуумного насоса вакуум в полости формы. При этом под действием атмосферного давления, действующего через литниковую систему 5 и газопроницаемые стенки формы, эластичная оболочка 1 модели 4 (фиг. 5) сжимается и ее вместе с трубкой 7 удаляют из полости формы. Если форма изготовлена из холоднотвердеющей смеси или отверждена углекислотой, то наполнитель модели удаляют после отверждения формы. Если форма отверждается тепловой сушкой, то наполнитель модели удаляют перед отверждением формы во избежание его сценления с размягченной оболочкой модели.
Для формы чугунного литья оболочка модели может быть составлена в полости формы. При этом оболочка модели перед заформовкой смесью может быть покрыта связующим, например смолой и т. п., для лучшего ее сцепления с поверхностью формы.
Для форм стального литья оболочка может быть удалена во избежание науглероживания поверхности отливки. Для этого в полости формы создают вакуум ниже атмосферного давления, под действием которого она легко отделяется от стенок формы и удаляется.
Для получения неразъемной модели изготовляют стержневой ящик (фиг. 2) с двойными стенками 8 и 9 (промодель). При этом внутренние стенки 8 имеют отверстия 10 для отсоса воздуха из внутренней полости 11 стержневого ящика (промодели), а внутренняя поверхность соответствует наружной поверхности заданной модели.
В стержневой ящик (промодель) помещают эластичную пленку, например полиэтиленовую, через отверстия 10 в стенках
8 ящика Отсасывают воздух Через трубку 12 из полости между стенкой ящика и помещенной в него пленкой. Пленка при этом плотно притягивается к внутренней поверхности стержневого ящика. Затем в ящик засыпают сухой кварцевый песок, уплотняют его легкой вибрацией, создают в нем вакуум ниже атмосферного давления, после чего место отсоса воздуха герметизируют
пленкой. Герметизацию модели можно осуществить также установкой специального клапана на верхнем торце трубки 7 (фиг. 2). Готовую модель удаляют из стержневого
ящика или промодели.
Если отливка со стержнями, то стержни проставляются в промодель перед засыпкой в нее подвижного наполнителя модели.
Формула изобретения
1. Способ изготовления литейной формы, включающий установку эластичной оболочки модели с наполнителем в опоку, засыпку формовочного наполнителя, уплотнение и удаление наполнителя модели, отличающийся тем, что, с целью удешевления процесса и повышения качества отливок, модель изготавливают вакуумной формовкой, в форме и модели выполняют отверстие, через которое удаляют наполнитель модели, в полости формы создают вакуум, удаляют эластичную оболочку модели и заделывают отверстие в форме.
2. Модель для реализации способа по п. 1, содержащая эластичную оболочку и наполнитель, отличающаяся тем, что внутренняя полость эластичной оболочки модели заполнена сыпучим наполнителем,
уплотненным с помощью вакуума.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 317463, кл. С 22С 7/02, 1968.
ттит
J
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ И ФОРМ ПО ХОЛОДНОЙ ОСНАСТКЕ | 1995 |
|
RU2086341C1 |
| Способ изготовления литейных стержней и форм по холодной оснастке | 1991 |
|
SU1838026A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ СТЕРЖНЕЙ ПО ХОЛОДНОЙ ОСНАСТКЕ В ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2002 |
|
RU2229357C1 |
| Способ вакуумно-пленочной формовки | 1979 |
|
SU859011A1 |
| Способ изготовления по удаляемым моделям литейных оболочковых форм | 1983 |
|
SU1253711A1 |
| Способ изготовления литейных форм | 1979 |
|
SU821032A1 |
| Способ вакуумной формовки | 1988 |
|
SU1629133A1 |
| Способ изготовления литейных форм и устройство для его осуществления | 1980 |
|
SU908477A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВАКУУМНО-ПЛЕНОЧНЫХ ФОРМ | 1992 |
|
RU2017561C1 |
| Способ изготовления литейных форм | 1986 |
|
SU1359054A1 |
Фиг. I
Фиг. 2.
Фиг.
