1
J. Изобретение относится к станкостроению и может быть использовано для .обработки деталей со сложными л аней штыми поверхностями на станках с программным управлением.
Цель изобретения - расширение технологических возможностей за счет возможности обработки более широкого I диапазона типоразмеров деталей в : пределах возможного перемещения пи- I ноли станка.
I
На фиг. 1 представлена фрезерная
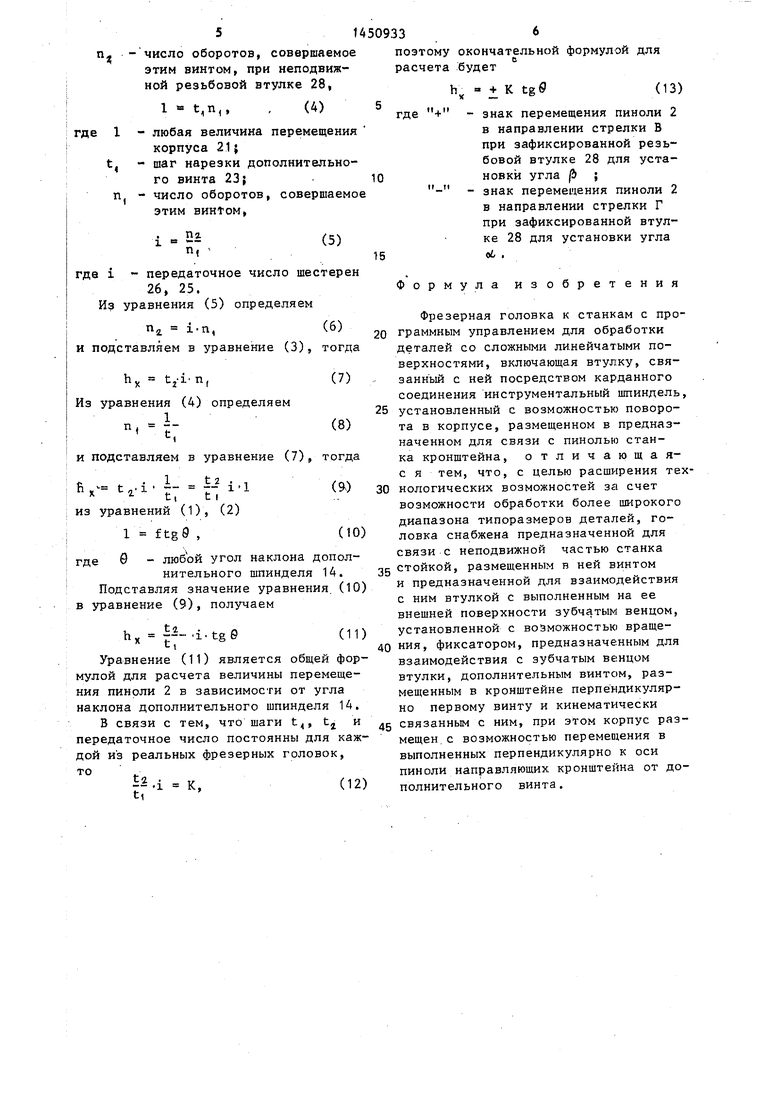
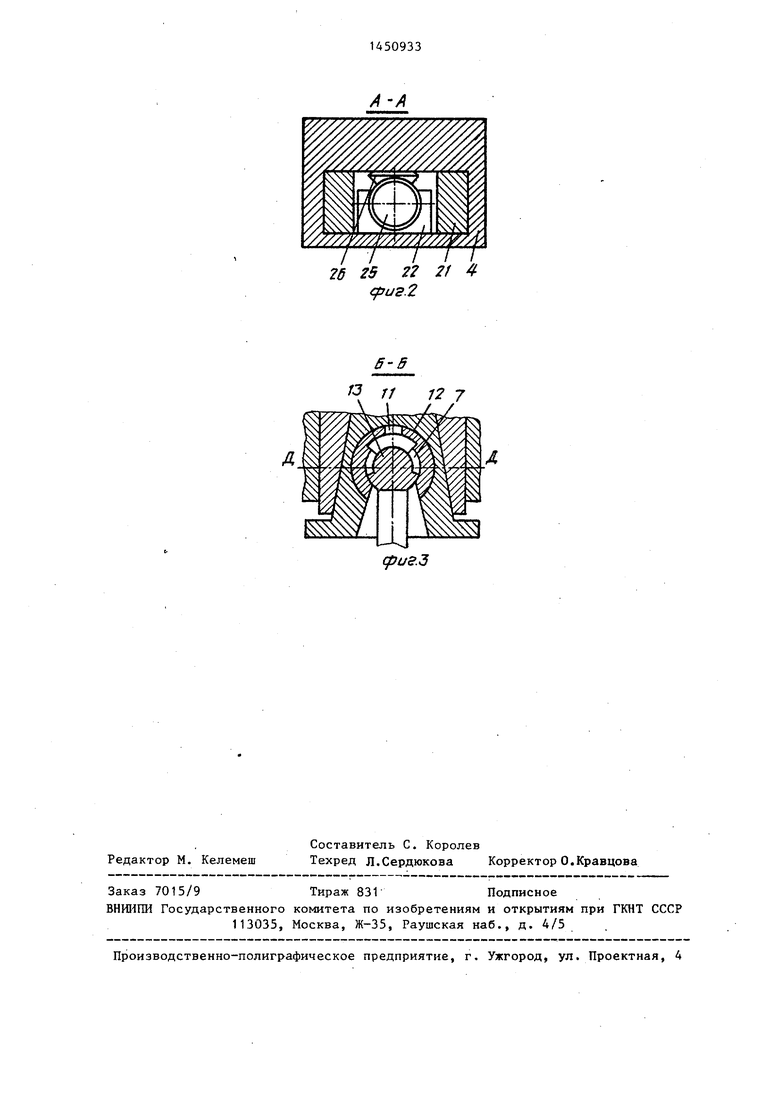
j головка, разрез:, на фиг. 2 - сече- 1 ние А-А на фиг. 1; на фиг. 3 - се- I чение Б-Б на фиг. 1.
В бабке 1 фрезерного станка уста- новлена с возможностью перемещения ; по стрелкам В, Г пиноль 2, внутри ; которой помещен шпиндель 3, а снаружи закреплен кронштейн 4. В конической расточке шпинделя 3 расположена втулка 5, закрепленная в нем посредством штревеля 6. Во втулке 5 выполнено сферическое гнездо 7, в котором размещена с возможностью вращения вокруг оси Д-Д сферическая чашка 8 карданного соединения, имеющая дуговой шпоночный паз 9, с которым взаимодействует закрепленная в шпинделе 3 шпонка 10, и шпонку 11, имеющую возможность взаимодействия с дуговым шпоночным пазом 12 сферической головки 13, которая помещена в сферическую полость чашки 8 с воз можностью вращения вокруг оси Е-Е. Сферическая головка 13 принадлежит
инструментальному шпинделю 14, имеющему шейку 15, размещенную в коническом раструбе 16 втулки 5, и концевую часть 17, в которой выполнено
5 конусное отверстие 18, являющееся
посадочным местом для хвостовика концевой фрезы 19. Концевая часть 17 установлена с возможностью перемещения во внутренней обойме сферичес10 кого подшипника 20, наружная обойма которого закреплена в корпусе 21, установленного в направляющих кронштейна 4 с возможностью перемещения. В кронштейне выполнена стойка 22, в
15 которой установлен дополнительный
винт 23, например, с левой нарезкой, связанной с нарезкой в стенке 24 корпуса 21, имеющий на конце коническую шестерню 25. Последняя соединена с
20 конической шестерней 26, принадлежащей расположенному в кронштейне 4 винту 27, имеющему несамотормозящую например правую,нарезку и установлен- ному параллельно оси пиноли 2. По средством ответной нарезки винт 27 соединен с резьбовой втулкой 28, установленной с возможностью вращения в подшипниках качения 29, закрепленнь1Х в приданной бабке 1 стойке 30, и
снабженной зубчатым венцом 31. На внешней стороне стойки 30 закреплены соединенный электрический с ЧПУ станка электромагнит 32 и опора 33, в которой с возможностью поворота на 35 оси 34 расположен фиксатор 35, отжимаемый от электромагнита пружиной 36 и снабженный зубцами 37, имеющими
ВОЗМОЖНОСТЬ взаимодействия с зубчаты венцом 31,
Устройство работает следующим образом.
В исходном положении пиноль 2 йахЪдится в крайнем верхнем положени ось инструментального шпинделя 14 совмещена с осью пиноли 2, электромагнит 32 обесточен,пружиной 36 фиксатор 35 дослан до упора в торец опоры 33, при этом его зубцы 37 находятся вне контакта с зубцами венца 31.
Для обработки детали 38 включают вращение шпинделя 3, совместно с которым вращается втулка 5, посредство щпонки 10 - чашка 8 и посредством шпонки 11 - инструментальный шпиндел 14 с концевой фрезой 19 и внутренней обоймой сферического подшипника 20. В таком положении осуществляют фрезерование участка I на детали 38, посл завершения которого осуществляют по программе фрезерование скосов II, III, расположенных на детали 38 под углом об , . Для настройки фрезы 19 на угол р отводят столом станка (не показан) деталь 38 от фрезы 19, по завершению отвода включается электромагнит 32, который притягивает к себе фиксатор 35 и тем соединяет его зубцы 37 с зубцами венца 31, стопоря тем втулку 28 от вращения. Пиноль 2 перемещается на запрограммированную величину h, при этом винт 27 перемещается на ту же величину в резьбовой втулке 28 и от несамотор- мозящей правой нарезки приводится во вращение совместно с шестерней 26 в направлении стрелки Ж, как бы вывинчиваясь из втулки 28.
Указанное вращение через конические шестерни 26, 25 сообщается дополнительному винту 23, в направлении стрелки И, а так как он связан левым резьбовым соединением с корпусом 21, то ему сообщается перемещение в направлении стрелки К, на вели
чину
1, ftgfb.
где f - расстояние между центрами сферической головки 13 и сферического подшипника 20., По завершении корпусом 21 указанной величины перемещения пиноли 2 в направлении стрелки В электромагнит 32 отключается, пружиной 36 зубцы 37 фиксатора 35 выводятся из соединения
10
15
,
20
09334
с зубцами венца 31, и пиноль 2 перемещается в исходное положение. В процессе указанного перемещения не- самотормозящей нарезкой винта 27 резьбовая .втулка понуждается к вращению в направлении стрелки М на количество оборотов, равное количеству оборотов винта 27, совершенное при перемещении пиноли 2 в направлении стрелки В, вследствие чего втулка 28 возвратится в исходное положение, а инструментальный шпиндель 14 с концевой фрезой 19 сохраняет приданное им положение под углом . Столом станка к концевой фрезе 19 подводят деталь 38 и выполняют обработку скоса II. При этом учитывают, что возврат пиноли 2 в исходное положение обязателен лишь при изменении угла наклона инструментального шпинделя 14, в остальных технологических обстоятельствах перемещение пиноли 2 может совершиться на любую величину при неизменном угле наклона инструментального шпинделя 14. Для фрезерования скоса III из исходного положения пиноль 2 перемещается на величину h, соответствующему необходимому перемещению корпуса 21 в направлении стрелки Л на величину
25
30
li f g « . Достигнув требуемого
(2)
перемещения
20
35
40
50
55
hy, пиноль 2 прекращает движение, включается электромагнит 32 и фиксируется, как описано ранее, резьбовая втулка 28, затем пиноли 2 сообщается перемещение в направлении стрелки Г. При этом от неподвижной втулки 28 винту 27 сообщается вращение в направлении стрелки М, а дополнительному винту 23 - в направлении стрелки Н, которым корпус 21 перемещается на указанную величину 1, а инструментальный шпиндель 14 установится при этом под углом ci . Затем электромагнит 32 выключается, фиксатор 35 освобождает втулку 28, деталь 38 сближают с концевой фрезой 19 и обрабатывают скос III.
Величина h, включаемая в программу работы станка, определяется, исходя из следующих зависимостей:
h,, . , (3) где tj - шаг нарезки винта 27;
-число оборотов, совершаемое этим винтом, при неподвижной резьбовой втулке 28,
1
(А)
где
где 1 п, любая величина перемещения корпуса 21}
шаг нарезки дополнительного винта 23;
число оборотов, совершаемое этим винтом.
Па.
+ - знак перемещения пиноли 2 в направлении стрелки В при зафиксированной резьбовой втулке 28 для установки угла |5 ;
- - знак перемещения пиноли 2 в направлении стрелки Г при зафиксированной втул(5) ке 28 для установки угла
15о
10
поэтому окончательной формулой для расчета будет
+
К tgd
(13)
где
| название | год | авторы | номер документа |
|---|---|---|---|
| Сверлильный станок | 1982 |
|
SU1105283A1 |
| УНИВЕРСАЛЬНАЯ СИСТЕМА КРЕПЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ЦЕНТРА МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2009 |
|
RU2521545C2 |
| Устройство для обработки внутренних канавок | 1978 |
|
SU706201A1 |
| Шпоночно-фрезерный станок | 1988 |
|
SU1683899A1 |
| Копировально-фрезерная головка | 1986 |
|
SU1355375A1 |
| УНИВЕРСАЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2044628C1 |
| Устройство для сверления глубоких отверстий | 1982 |
|
SU1093425A1 |
| Продольно-строгально-фрезерный станок | 1991 |
|
SU1797526A3 |
| АГРЕГАТНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК И НАСАДКА К НЕМУ | 1999 |
|
RU2161554C1 |
| Фрезерная головка | 1987 |
|
SU1484475A1 |
Изобретение относится К станкостроению и может быть использовано для обработки деталей со сложными линейчатыми поверхностями на станках с программным управлением. Цель изоб
где i - передаточное число шестерен 26, 25.
Из уравнения (5) определяем
Пд Х П,
подставляем в уравнение (3),
t,-i.
уравнения 1
f ;(4) определяем
(6)
тогда
(7) (8)
и подставляем
fi, t,.i- i- из уравнений (1), 1 ftg6 ,
в уравнение 1
(2)
где
0 - любой угол наклона дополнительного шпинделя 14. Подставляя значение уравнения. (10) в уравнение (9), получаем
U ti
h, --i-tgS
(11)
Уравнение (11) является общей формулой для расчета величины перемещения пиноли 2 в зависимости от угла наклона дополнительного шпинделя 14,
В связи с тем, что шаги t, tj
и
передаточное число постояннь для каждой из реальных фрезерных головок, то
.i К,(12)
0
Формула изобретения
Фрезерная головка к станкам с программным управлением для обработки деталей со сложными линейчатыми поверхностями, включающая втулку, связанный с ней посредством карданного соединения инструментальный шпиндель,
5 установленный с возможностью поворота в корпусе, размещенном в предназначенном для связи с пинолью станка кронштейна, отличающая- с я тем, что, с целью расширения тех0 нологических возможностей за счет возможности обработки более широкого диапазона типоразмеров деталей, головка снабжена предназначенной для связи с неподвижной частью станка
5 стойкой, размещенным в ней винтом и предназначенной для взаимодействия с ним втулкой с выполненным на ее внешней поверхности зубчатым венцом, установленной с воэможностью вращения, фиксатором, предназначенным для взаимодействия с зубчатым венцом втулки, дополнительным винтом, размещенным в кронштейне перпендикулярно первому винту и кинематически связанным с ним, при этом корпус размещен, с возможностью перемещения в выполненных перпендикулярно к оси пиноли направляющих кронштейна от дополнительного винта.
0
5
y////r//////y/////// /.
26 ZS 2 2f 4 ffus.2
12 7
сриг.З
| Фрезерная головка | 1979 |
|
SU780986A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
