Изобретение относится к сварочном производству и может быть использовано для автоматического оборудования дуговой или электронно-лучевой сваркк.
Цель изобретения - повьшение качества сварного соединения за счет обеспечения качественного завершения процесса сварки при нарушении работы привода сварного органа.
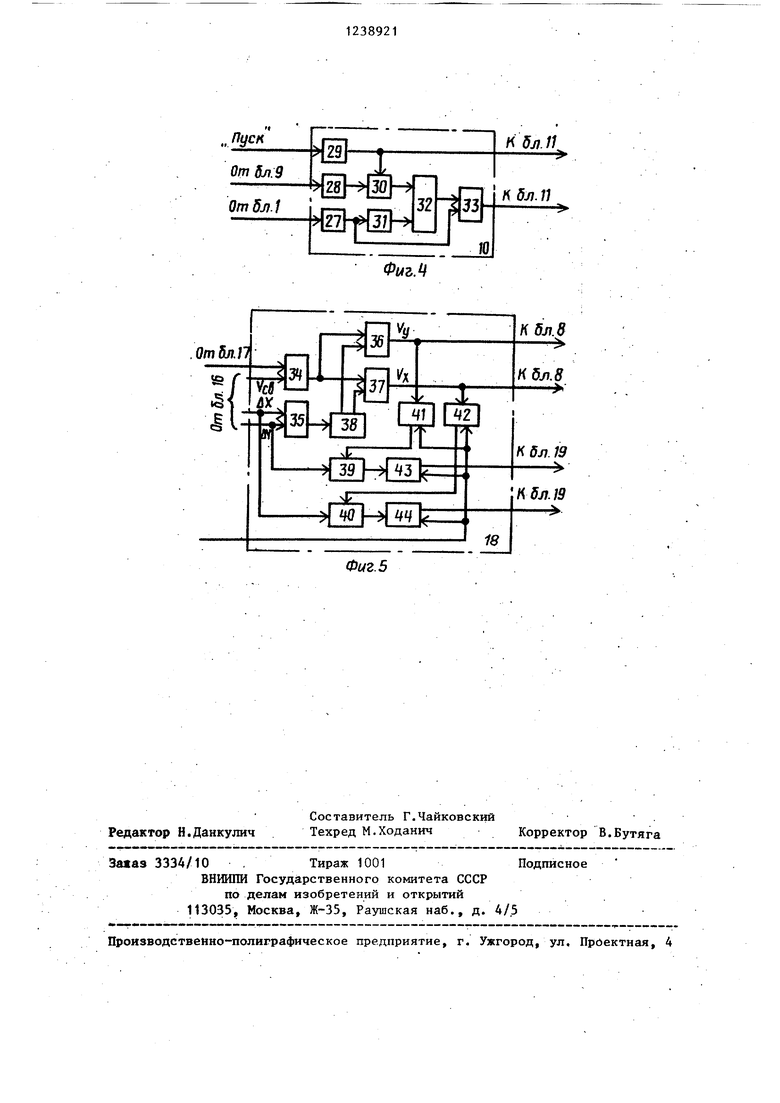
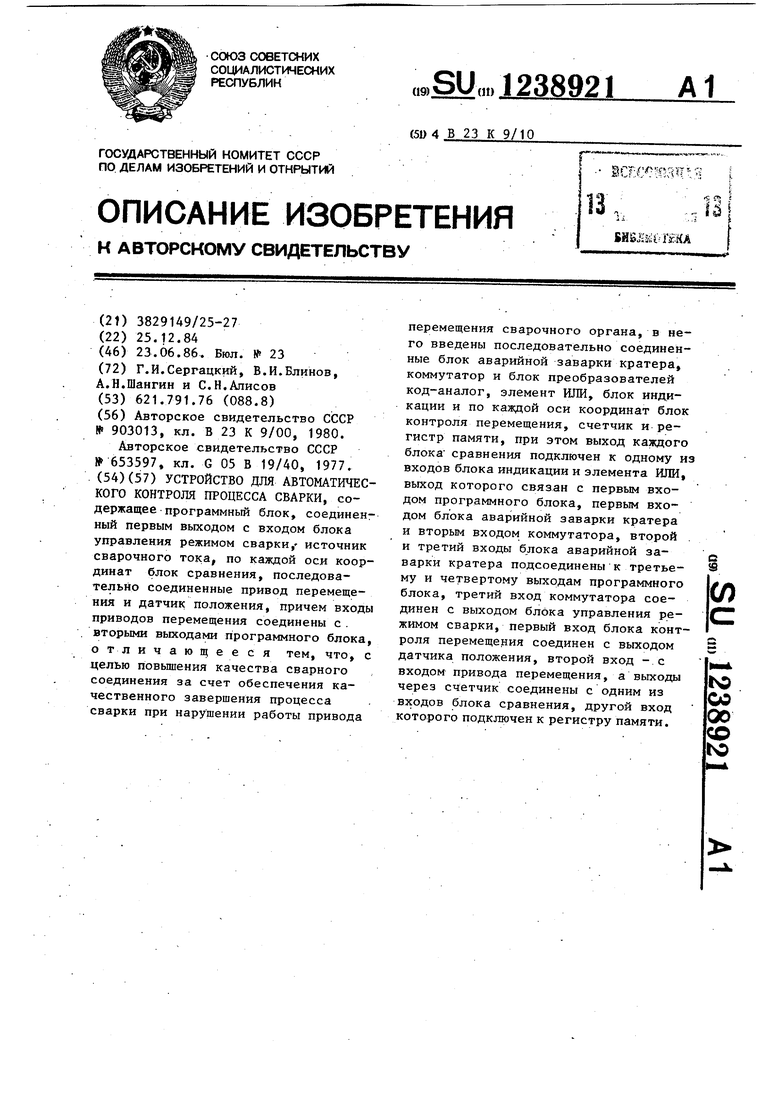
Hd фиг.1 показана блок-схема устройства для автоматического контроля процесса сварки; на фиг.2 - блок- схема программного блока; на фиг.З - блок-схема блока аварийной заварки кратера; на фиг.4 - блок-схема блока контроля перемещения; на фиг.З - блок-схема интерполятора.
Устройство (фиг.1) содержит про- граммньш блок 1, блок 2 аварийной заварки кратера, блок 3 управления режимом сварки, коммутатор 4, блок 5 преобразователей код-аналог, источник 6 сварочного тока, сварочный орган 7, по каждой осу координат привод 8 перемещения со своим датчиком 9 положения, блок 10 контроля перемещения, первый счетчик t1, первый блок 12 сравнения, регистр 13 памяти а также первый. элемент ИЖ 14 и блок 15 индикации, причем первые выходы программного блока 1 соединены с входами приводов 8 перемещения и вторыми входами блоков 10 контроля перемещения, второй его выход соединен с входом блока 3 управления режимом сварки, третий и четвертый его выходы соответственно с вторым и.третьим входами блока 2 аварийной заварки кратера, выход которого подключен к Третьему входу коммутатора 4, второй вход коммутатора 4 соединен с выходом блока 3 управления режимом сварки, а выход его через последовательно соединенные блок 5 преобразователей код-аналог, источник 6 сварочного тока - к сварочному органу 7, выход привода 8 перемещения через датчик 9 положения подключен к первому входу блока 10 контроля перемеще- ния, оба выхода которого соединены с двумя входами первого счетчика 11, выход первого счетчика 11 подключен к первому, а выход регистра 13 памяти - к второму входам первого блока 12 сравнения, выходы первых блоков 12 сравнения подключены к входам первого элемента ИЛИ 14 и блока 15 индикации, а выход первого элемента
5
0
5
0
5
0
5
0
5
ИЛИ 14 подключен к первому входу программного блока-1, первому входу блока 2 аварийной заварки кратера и первому входу коммутатора 4.
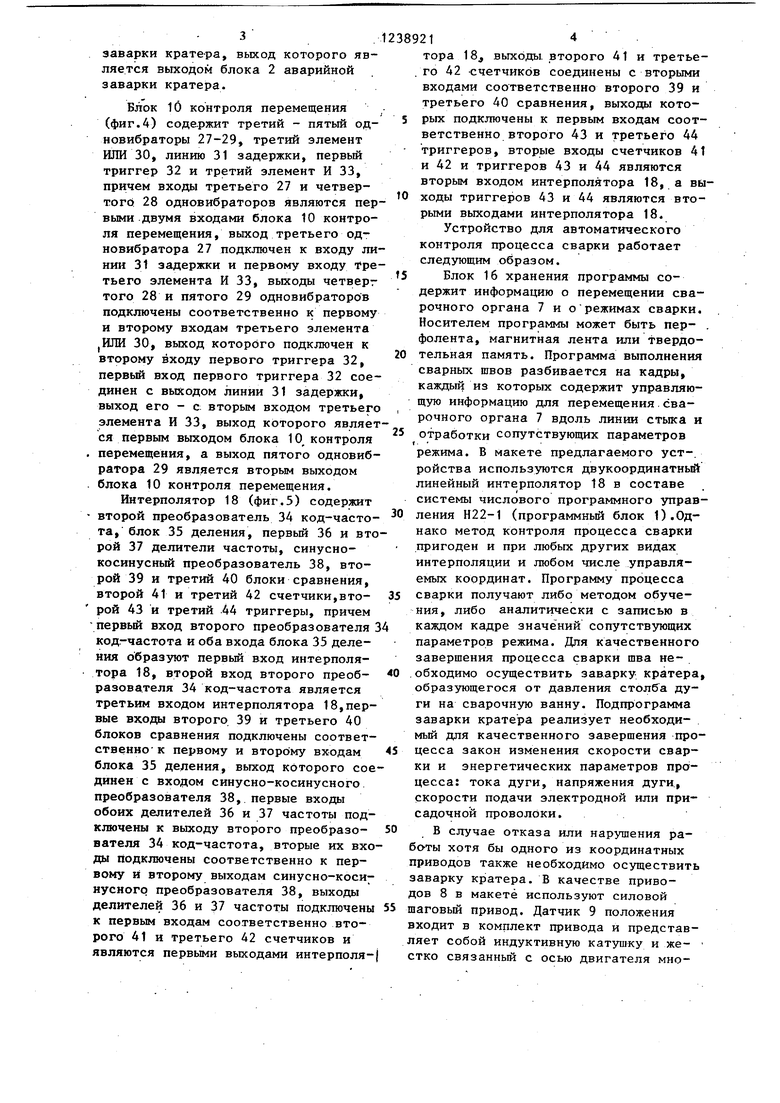
Программный блок 1 (фиг.2) содержит блок 16 хранения программы, первый элемент И 17, интерполятор 18, второй элемент И 19, первый адресный счетчик 20, второй элемент ИЛИ 21. и первый одновибратор 22, причем первый выход блока. 16 хранения программы подключен к первому входу интерполятора 18, второй, третий и четвертый выходы блока 16 хранения программы являются соответственно вторым, третьим и четвертым выходом программного блока 1, первьй вход программного блока 1 является первым входом первого элемента И 17, выход которого подключен.к третьему входу интерполятора 18 и входу первого од- новибратора 22, первые выходы интерполятора 18 являются первыми выходами программного блока 1, вторые выходы интерполятора 18 подключены ; к входам второго элемента И 19, выход которого соединен с первыми входами первого а дресного счетчика 20 и второго элемента ИЛИ 21, вторые входь первого адресного счетчика 20 и второго элемента ИЛИ 21 подключены к выходу .ого одновибратора 22, выход второго элемента ИЛИ 21 соединен с вторым входом интерполятора 18, а выход первого адресного счетчика 20 подключен к входу блока 16 хранения программы.
Блок 2 аварийной заварки кратера (фиг.З) содержит второй одновибратор 23, первый преобразователь 24 код-частота, второй адресный счетчик 25, блок 26 программы заварки кратера, причем первые входы второго одновибратора 23 и первого преобразователя 24 код-частота являются первым входом блока 2 аварийной заварки кратера, второй вход первого преоб- разователя 24 код-частота является вторым входом блока 2 аварийной заварки кратера, первый вход второго адресного Счетчика 25 подключен к выходу второго одновибратора 23, второй его вход - к выходу первого пре- образователя 24 код-частота, а третий его вход является третьим входом блока 2 аварийной заварки кратера, выход второго адресного счетчика 25 соединен с входом блока 26 программы
заварки крате-pa, выход которого является выходом блока 2 аварийной заварки кратера.
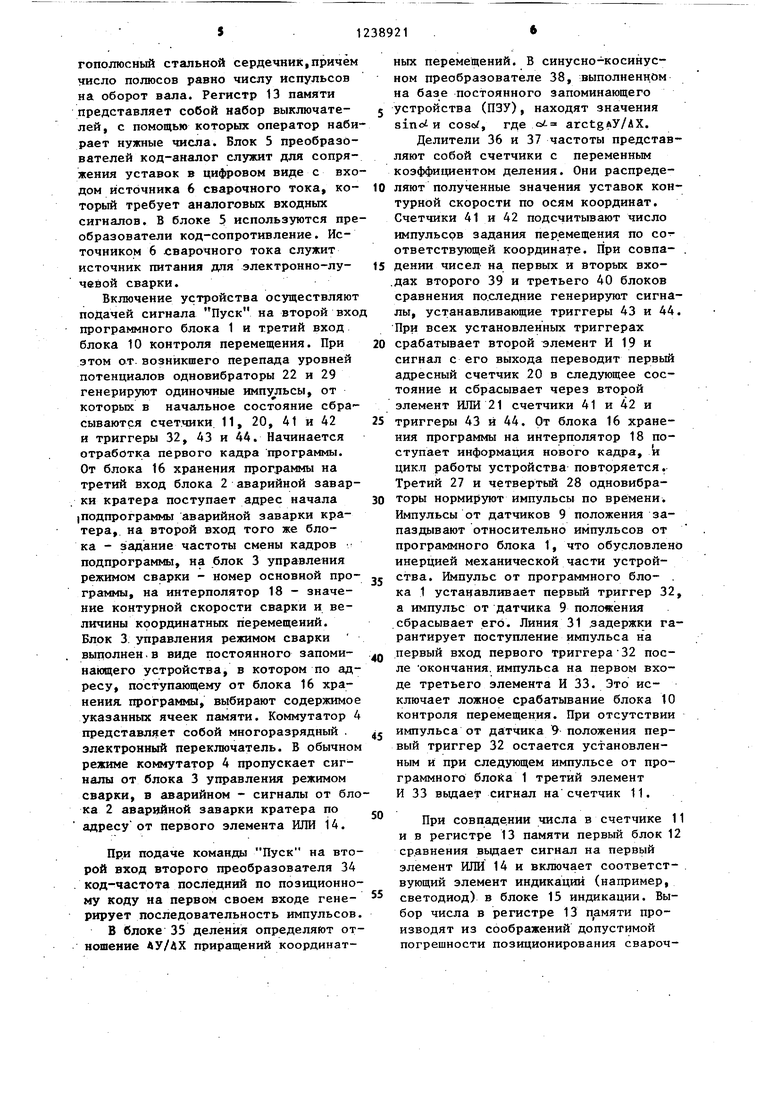
Блок 10 контроля перемещения (фиг.4) содержит третий - пятый од- новибраторы 27-29, третий элемент ИЛИ 30, линию 31 задержки, первьА триггер 32 и третий элемент И 33, причем входы третьего 27 и четвертого 28 одновибраторов являются первыми .двумя входами блока 10 контроля перемещения, выход третьего од- новибратора 27 подключен к входу линии 31 задержки и первому входу Третьего элемента И 33, выходы четверг того 28 и пятого 29 одновибраторов подключены соответственно к первому и второму входам третьего элемента ИЛИ 30, выход которого подключен к второму входу первого триггера 32, первый вход первого триггера 32 соединен с выходом линии 31 задержки, выход его - с вторым входом третьего элемента И 33, выход которого является первым выходом блока 10 контроля перемещения, а выход пятого одновиб- ратора 29 является вторым выходом блока 10 контроля перемещения.
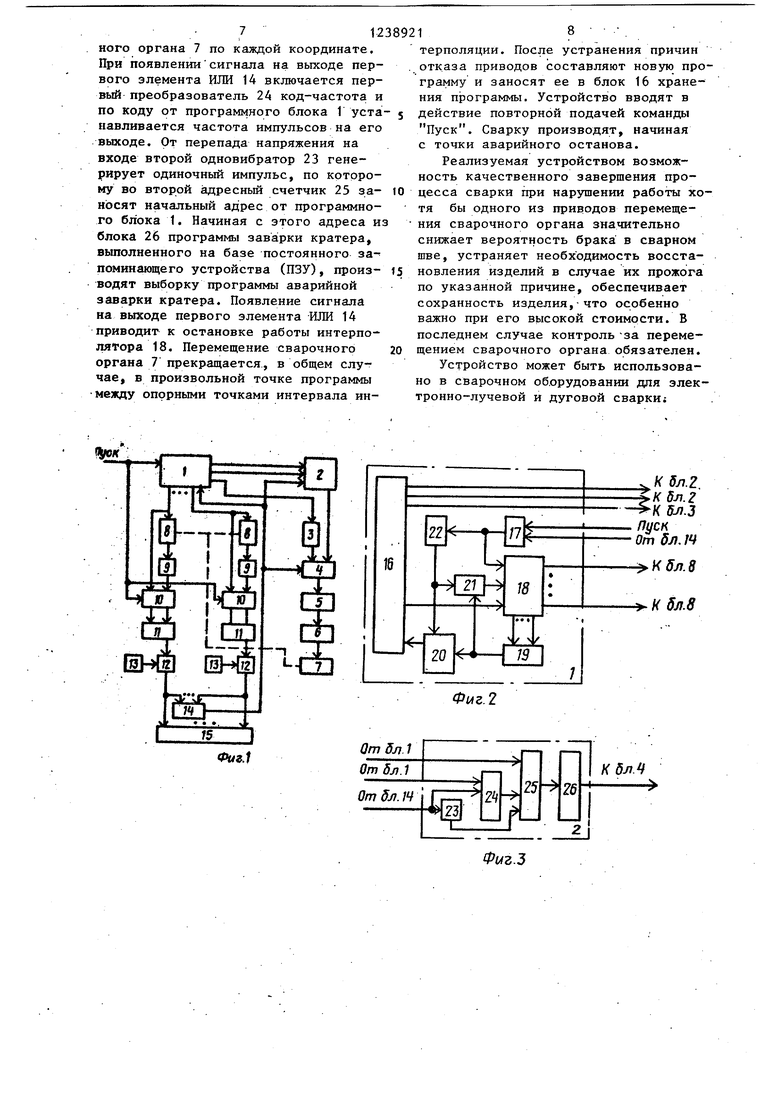
Интерполятор 18 (фиг.5) содержит второй преобразователь 34 код-часто- та, блок 35 деления, первый 36 и второй 37 делители частоты, синусно- косинусный преобразователь 38, второй 39 и третий 40 блоки сравнения, второй 41 и третий 42 счетчики,вто- рой 43 и третий 44 триггеры, причем первый вход второго преобразователя код-частота и оба входа блока 35 деления образут первый вход интерполятора 18, второй вход второго преоб- разователя 34 код-частота является третьим входом интерполятора 18,первые входы второго 39 и третьего 40 блоков сравнения подключены соответственно к первому и второму входам блока 35 деления, выход которого соединен с входом синусно-косинусного преобразователя 38, первые входы обоих делителей 36 и 37 частоты подключены к выходу второго преобразо- вателя 34 код-частота, вторые их входы подключены соответственно к первому и второму выходам синусно-коси нусного преобразователя 38, выходы делителей 36 и 37 частоты подключены к первым входам соответственно второго 41 и третьего 42 счетчиков и являются первыми выходами интерполяo
5
0
тора 18, выходы, второго 41 и третье- . го 42 счетчиков соединены с вторыми входами соответственно второго 39 и третьего 40 сравнения, выходы которых подключены к первым входам соответственно второго 43 и третьего 44 триггеров, вторые входы счетчиков 41 и 42 и триггеров 43 и 44 являются вторым входом интерполятора 18, а выходы триггеров 43 и 44 являются вторыми выходами интерполятора 18.
Устройство для автоматического контроля процесса сварки работает следующим образом.
Блок 16 хранения программы содержит информацию о перемещении сварочного органа 7 и о режимах сварки. Носителем программы может быть пер- . фолента, магнитная лента или твердотельная память. Программа выполнения сварных швов разбивается на кадры, каждый из которых содержит управляющую информацию для перемещения сварочного органа 7 вдоль линии стыка и отработки сопутствующих параметров
г.
режима. В макете предлагаемого уст-, ройства используются двукоординатньй линейный интерполятор 18 в составе системы числового программного управления Н22-1 (программньй блок 1).Однако метод контроля процесса сварки пригоден и при любых других видах интерполяции и любом числе управляемых координат. Программу процесса сварки получают либр методом обучения, либо аналитически с записью в каждом кадре значений сопутствующих параметров режима. Для качественного завершения процесса сварки шва необходимо осуществить заварку кратера, образующегося от давления столба дуги на сварочную ванну. Подпрограмма заварки кратера реализует необходимый для качественного завершения процесса закон изменения скорости сварки и энергетических параметров процесса: тока дуги, напряжения дуги, скорости подачи электродной или присадочной проволоки.
В случае отказа или нарушения работы хотя бы одного из координатных приводов также необходимо осуществить заварку кратера. В качестве приводов 8 в макете используют силовой шаговый привод. Датчик 9 положения входит в комплект привода и представляет собой индуктивную катуижу и же- стко связанньй с осью двигателя многополюсный стальной сердечник,причем число полюсов равно числу испульсов на оборот вала. Регистр 13 памяти представляет собой набор выключате- j лей, с помощью которых оператор набирает нужные числа. Блок 5 преобразователей код-аналог служит для сопряжения уставок в цифровом виде с входом источника 6 сварочного тока, ко- 10 торый требует аналоговых входных сигналов. В блоке 5 используются преобразователи код-сопротивление. Источником 6 сварочного тока служит источник питания для электронно-лу- 15 чевой сварки.
Включение устройства осуществляют подачей сигнала Пуск на второй вход программного блока 1 и третий вход блока 10 контроля перемещения. При 20 этом от. возникшего перепада уровней потенциалов одновибраторы 22 и 29 генерируют одиночные импульсы, от которых в начальное состояние сбрасываются счетчики 11, 20, 41 и 42 25 и триггеры 32, 43 и 44. Начинается отработка первого кадра программы. От блока 16 хранения программы на третий вход блока 2 аварийной заварки кратера поступает адрес начала зо подпрограммы аварийной заварки кратера, на второй вход того же блока - задание частоты смены кадров подпрограммы, на блок 3 управления режимом сварки - номер основной про- , гра14мы, на интерполятор 18 - значение контурной скорости сварки и величины координатных перемещений. Блок 3. управления режимом сварки выполнен.в виде постоянного запоми- нающего устройства, в котором по адресу, поступающему от блока 16 хранения программы, выбирают содержимое указанных ячеек памяти. Коммутатор 4 представляет собой многоразрядный , jj электронный переключатель. В обычном режиме коммутатор 4 пропускает сигналы от блока 3 управления режимом сварки, в аварийном - сигналы от блока 2 аварийной заварки кратера по адресу от первого элемента ИЛИ 14.
При подаче команды Пуск на второй вход второго преобразователя 34 код-частота последний по позиционному коду на первом своем входе гене- 5 рирует последовательность импульсов.
В блоке 35 деления определяют отношение 4У/ДХ приращений координат50
j 10 15
20 25 зо j
0
ных перемещений. В синусно-косинус- ном преобразователе 38, выполненном на базе постоянного запоминающего устройства (ПЗУ), находят значения sinoi и coso/, где arctgAY/AX.
Делители 36 и 37 частоты представляют собой счетчики с переменным коэффициентом деления. Они распределяют полученные значения уставок контурной скорости по осям координат. Счетчики 41 и 42 подсчитывают число импульсов задания перемещения по со- ответствующей координате. При совпа- . дении чисел на первых и вторых вхо- .дах второго 39 и третьего 40 блоков сравнения по.следние генерируют сигналы, устанавливающие триггеры 43 и 44. При всех установленных триггерах срабатывает второй элемент И 19 и сигнал с его выхода переводит первый адресный счетчик 20 в следующее состояние и сбрасывает через второй элемент ИЛИ 21 счетчики 41 и 42 и триггеры 43 и 44. От блока 16 хранения программы на интерполятор 18 поступает информация нового кадра, и цикл работы устройства повторяется. Третий 27 и четвертьй 28 одновибраторы нормируют импульсы по времени. Импульсы от датчиков 9 положения запаздывают относительно импульсов от программного блока 1, что обусловлено инерцией механической части устройства. Импульс от программного бло- . ка 1 устанавливает первьй триггер 32, а импульс от датчика 9 положения сбрасывает его. Линия 31 .задержки гарантирует поступление импульса на первый вход первого триггера 32 после окончания, импульса на первом входе третьего элемента И 33. Это исключает ложное срабатывание блока 10 контроля перемещения. При отсутствии импульса от датчика 9 положения первый триггер 32 остается установленным и при следующем импульсе от программного блока 1 третий элемент И 33 вьодает сигнал на счетчик 11.
При совпадении числа в счетчике 11 и в регистре 13 памяти первый блок 12 сравнения выдает сигнал на первый элемент ИЛИ 14 и включает соответствующий элемент индикации (например, светодиод) в блоке 15 индикации. Выбор числа в регистре 13 п амяти производят из соображений допустимой погрешности позиционирования сварочного органа 7 по каждой координате, При появлении сигнала на выходе первого элемента ИЛИ 14 включается первый преобразователь 24 код-частота и по коду от программного блока 1 уста навливается частота импульсов на его выходе. От перепада напряжения на входе второй одновибратор 23 генерирует одиночный импульс, по которому во второй адресный счетчик 25 за- носят начальный адрес от программного блока 1. Начиная с этого адреса и блока 26 программы заварки кратера, выполненного на базе постоянного за поминающего устройства (ПЗУ), произ- водят выборку программы аварийной заварки кратера. Появление сигнала на выходе первого элемента ИЛИ 14 приводит к остановке работы интерполятора 18. Перемещение сварочного органа 7 прекращается, в общем случае, в произвольной точке программы между опорными точками интервала интерполяции. После устранения причин отказа приводов составляют новую программу и заносят ее в блок 16 хранения программы. Устройство вводят в действие повторной подачей команды Пуск. Сварку производят, начиная с точки аварийного останова.
Реализуемая устройством возможность качественного завершения процесса сварки при нарушении работы хотя бы одного из приводов перемещения сварочного органа значительно снижает вероятность брака в сварном шве, устраняет необходимость восстановления изделий в случае их прожога по указанной причине, обеспечивает сохранность изделия,-что особенно важно при его высокой стоимости. В последнем случае контроль -за перемещением сварочного органа обязателен.
Устройство может быть использовано в сварочном оборудовании дпя электронно-лучевой и дуговой сварки;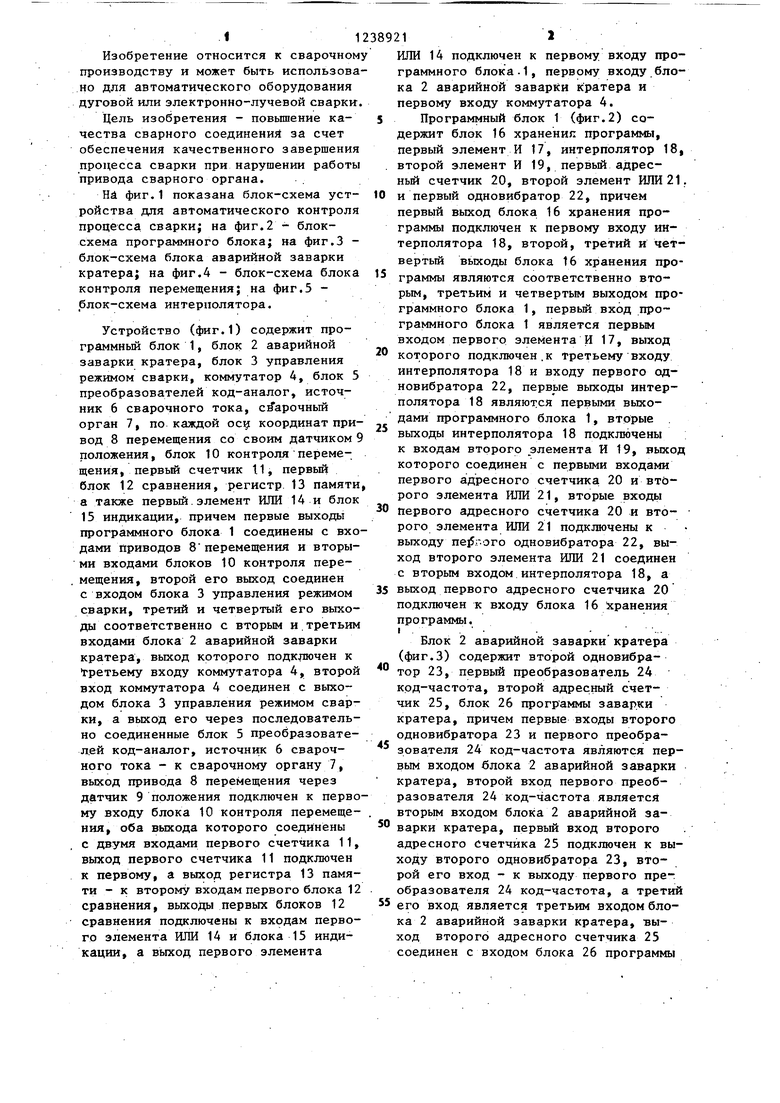
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО УПРАВЛЕНИЯ ЦИКЛОМ СВАРКИ | 1993 |
|
RU2072285C1 |
| Способ сварки и устройство для его осуществления | 1987 |
|
SU1555080A1 |
| Способ автоматического контроля сварочного процесса | 1986 |
|
SU1430205A1 |
| Устройство для сварки | 1987 |
|
SU1563916A1 |
| Устройство для программного управления электроприводом | 1985 |
|
SU1260919A1 |
| Устройство для программирования сварочных роботов обучением | 1987 |
|
SU1558599A1 |
| Устройство для автоматического копирования линии сварного соединения | 1985 |
|
SU1318356A1 |
| Способ сварки и устройство для его осуществления | 1987 |
|
SU1493408A1 |
| Устройство для электронно-лучевой сварки | 1987 |
|
SU1796379A1 |
| Устройство для контроля сварочного процесса | 1986 |
|
SU1399037A1 |
Н бл.г
кбл.г
-К5Л.З ..иск От 5л. 14
Нбл.8 К 5л.8
Фиг. 2
Фиг.З
.,%ск
Л К ./у, Г
ФигМ
Кбл.8
Редактор Н.Данкулич
Составитель Г.Чайковский
Техред М.Ходанич Корректор В.Бутяга
3334/10 . Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий.
113035, Москва, Ж-35, Раушская наб., д. 4/5
Производствеино-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг. 5
| Устройство для управления режимами сварки неповоротных стыков труб | 1980 |
|
SU903013A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для контурного управления промышленным роботом | 1978 |
|
SU653597A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| вторыми выходами программного блока, отличающееся тем, что, с целью повьщгения качества сварного соединения за счет обеспечения качественного завершения процесса сварки при нарушении работы привода перемещения сварочного органа, в него введены последовательно соединенные блок аварийной заварки кратера, коммутатор и блок преобразователей код-аналог, элемент ИЛИ, блок индикации и по каждой оси координат блок контроля перемещения, счетчик и регистр памяти, при этом выход каждого блока сравнения подключен к одному из входов блока индикации и элемента ИЛИ, выход которого связан с первым входом программного блока, первым входом блока аварийной заварки кратера и вторым входом коммутатора, второй | |||
| и третий входы блока аварийной заварки кратера подсоединены к третьему и четвертому выходам программного блока, третий вход коммутатора соединен с выходом блока управления режимом сварки, первый вход блока контроля перемещения соединен с выходом датчика положения, второй вход -.с входом привода перемещения, а выходы через счетчик соединены с одним из входов блока сравнения, другой вход которого подключен к регистру памяти | |||
| (Л IND 00 00 со to | |||
