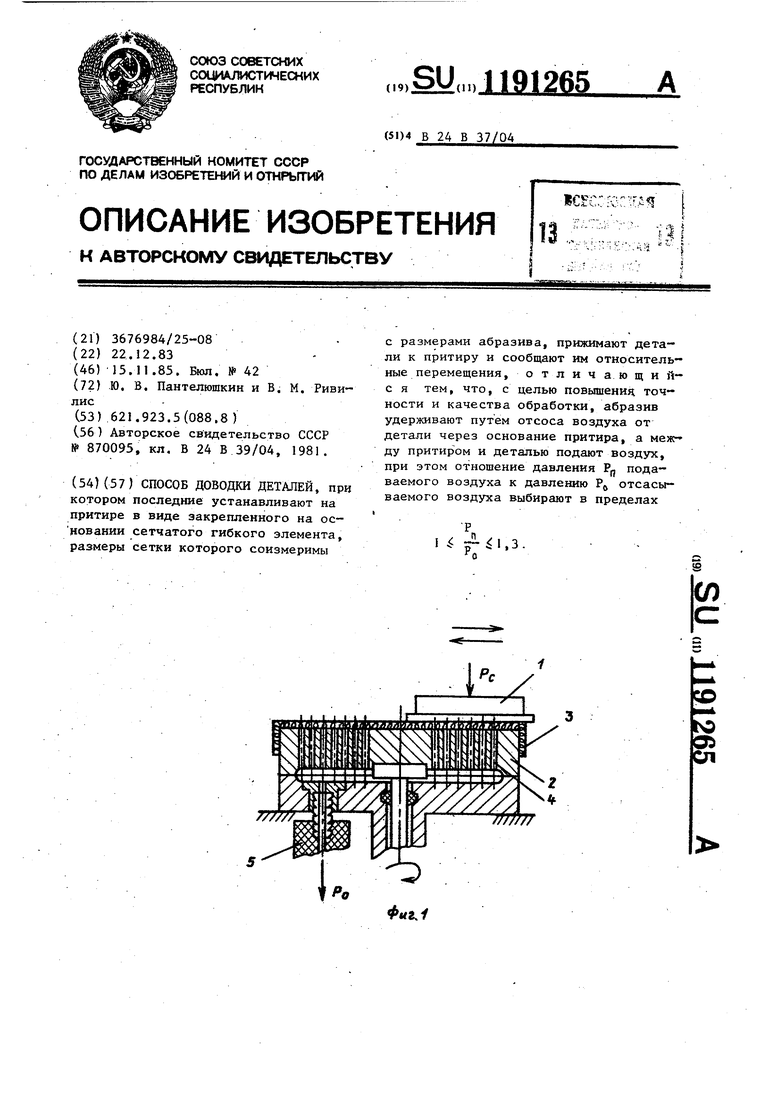
Изобретение относится к абразивной обработке и может быть использовано в электронной промьшшенности и промышленности средств связи для мех нической обработки пластин и подложе из твердых и хрупких неметаллических материалов, Цель изобретения - повышение точности и качества обработки деталей путем исключения перекатывания абразива по сетчатому притиру. На фиг. 1 приведена схема для реализации предложенного способа;. на фиг. 2 - то же, вид сверху. Детали обрабатывают на ашифовально-полировальном станке типа ЗШП-350 При этом обрабатьшаемую деталь 1 устанавливают на притир, состоящий из высокоточного жесткого основания 2 с расположенным на нем сетчатым гибким элементом 3,.поперечньй размер ячеек которого равен 0,6-0,99 от размера основной фракции, а толщина нити 0,5-0,75 от размера основной фракции абразивного зерна. Для осуще ствления способа в основании притира выполнены сквозные отверстия 4, сое диванные с вакуумной установкой че- ез штуцер 5, а над притиром располо жен кольцевой шланг 6 (фиг. 2 ) для подачи сжатого воздуха в зону обработки. Для обработки деталей по предлага емому способу на притир с помощью пульверизатора наносят алмазный порошок зернистостью 5/3 в составе сус пензии и равномерно распределяют его по поверхности притира с помощью ролика, при этом зерна нивелируют в ячейках гибкого элемента. На притир устанавливают обрабатьшаемую деталь, например., из пьезокерамики. Деталь поджимают к притиру давлением станка. При этом удельное давление на деталь составляло Рр 0,2 кгс/см . При включении станка притиру сообщают вращательное движение с частотой 25 об/мин, а детали - возвратно поступательное перемещение (12 двойных ходов/мин). От вакуумной установки (не показана ) через штуцер 5 и сквозные отверстия 4 в основании притира обеспечивают отсос воздуха с давлением Рр 0,1 кгс/см , что создает дополнительное удержание зерен в ячейках сетчатого гибкого элемента и исключает перекатывание зе- рен по поверхности притира. После съема основного припуска на финишной стадии обработки через кольцевой шланг 6 в зазор между притиром и деталью подают сжатый воздух, величину давления Р,, которого регулируют в ходе процесса таким образом, чтобы вначале обеспечить при повыщенном давлении на деталь более интенсивное исправление ее формы, а к концу процесса сформировать геометрически чистые поверхности при пониженном давлении на деталь. При Р(, 7 Рд между деталью и притиром создается воздушная подушка, обеспечивающая вспльшание детали над притиром. Повышение величины давления подаваемого воздуха изменяет толщину воздушной подушки и обеспечивает регулирование давления детали на абразивные зерна притира с постепенным снижением давления на деталь к концу обработки. Соотношение давления воздуха, подаваемого в зазор между рабочей поверхностью притира и обрабатываемой деталью, и -давления воздуха, отсасываемого через сквозные отверстия в основании притира, выбирают в диапазоне 1.,3 При отношении -g- воздушная подушка между притиром и деталью не создается. При соотношении -П-т. РО толщина воздушной подушки возрастает и происходит отрыв детали от притира, т.е. обработка детали прекращается.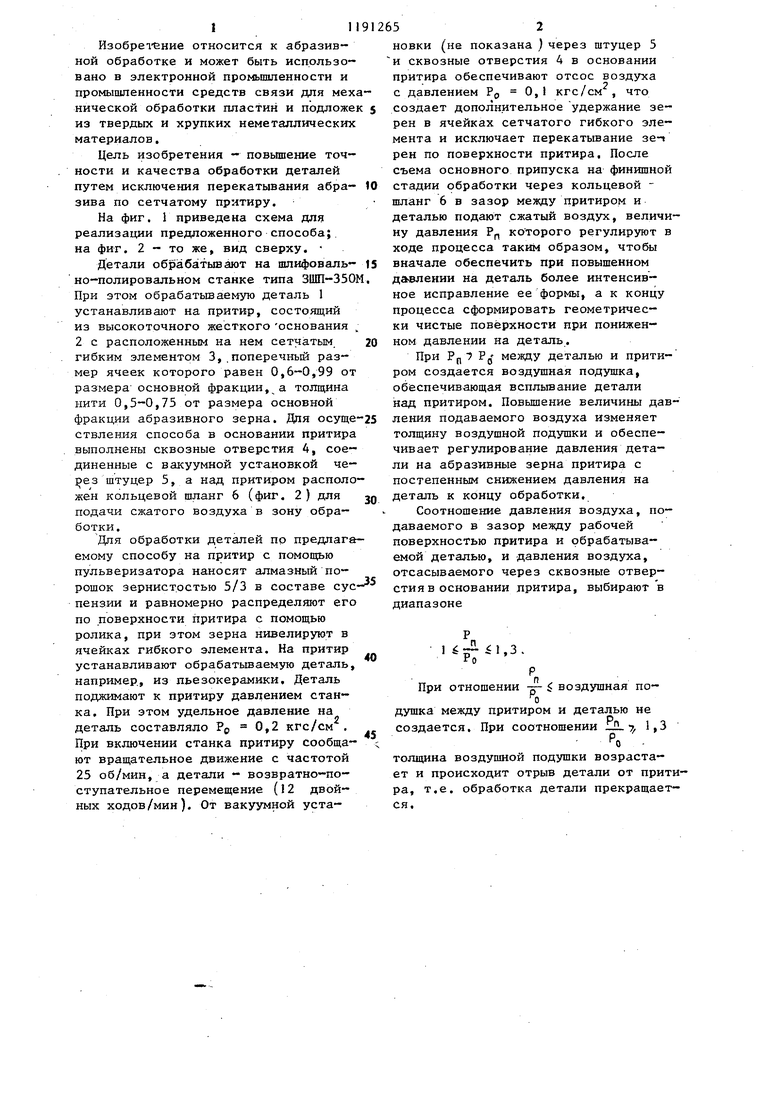
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для доводки поверхностей вращения | 1985 |
|
SU1284791A1 |
| ПРИТИР | 1997 |
|
RU2119422C1 |
| СПОСОБ ЗУБОПРИТИРКИ | 1995 |
|
RU2089358C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ | 1991 |
|
RU2049653C1 |
| Способ абразивной обработки | 1987 |
|
SU1509230A1 |
| СПОСОБ ПРИТИРКИ ГЕРМЕТИЧНЫХ СОПРЯЖЕНИЙ | 2002 |
|
RU2233215C2 |
| Установка для струйно-абразивной обработки преимущественно деталей обуви | 1989 |
|
SU1682151A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ РЕГУЛЯРНОГО МИКРОРЕЛЬЕФА | 2002 |
|
RU2252131C2 |
| СЕПАРАТОР К ПЛОСКОДОВОДОЧНОМУ СТАНКУ | 1991 |
|
RU2032521C1 |
| СПОСОБ ПОДГОТОВКИ ПРИТИРА К РАБОТЕ | 2003 |
|
RU2287421C2 |
СПОСОБ ДОВОДКИ ДЕТАЛЕЙ, при котором последние устанавливают на притире в виде закрепленного на основании сетчатого гибкого элемента, размеры сетки которого соизмеримы с размерами абразива, прижимают детали к притиру и сообщают им относительные перемещения, о т л и ч а ю щ и ii- с я тем, что, с целью повьпиения точности и качества обработки, абразив удерживают путем отсоса воздуха от детали через основание притира, а между притиром и деталью подают воздух, при этом отношение давления Р,, подаваемого воздуха к давлению Р отсасываемого воздуха выбирают в пределах Р 1,3. 1 S (Л