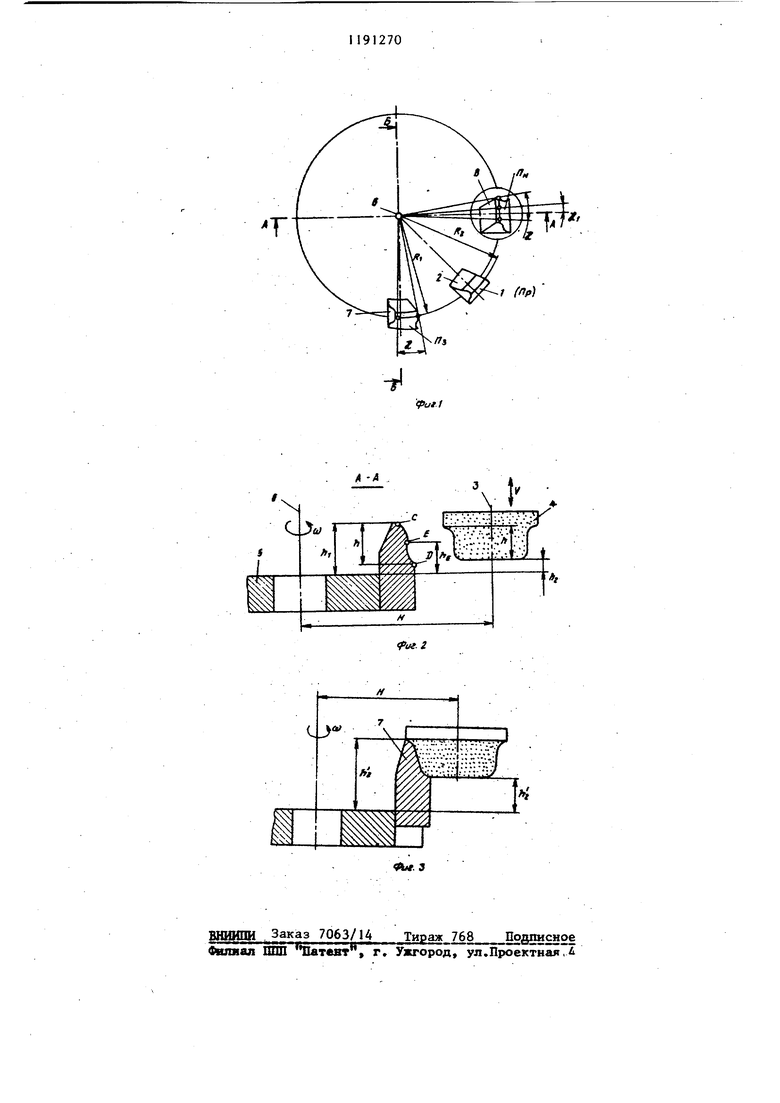
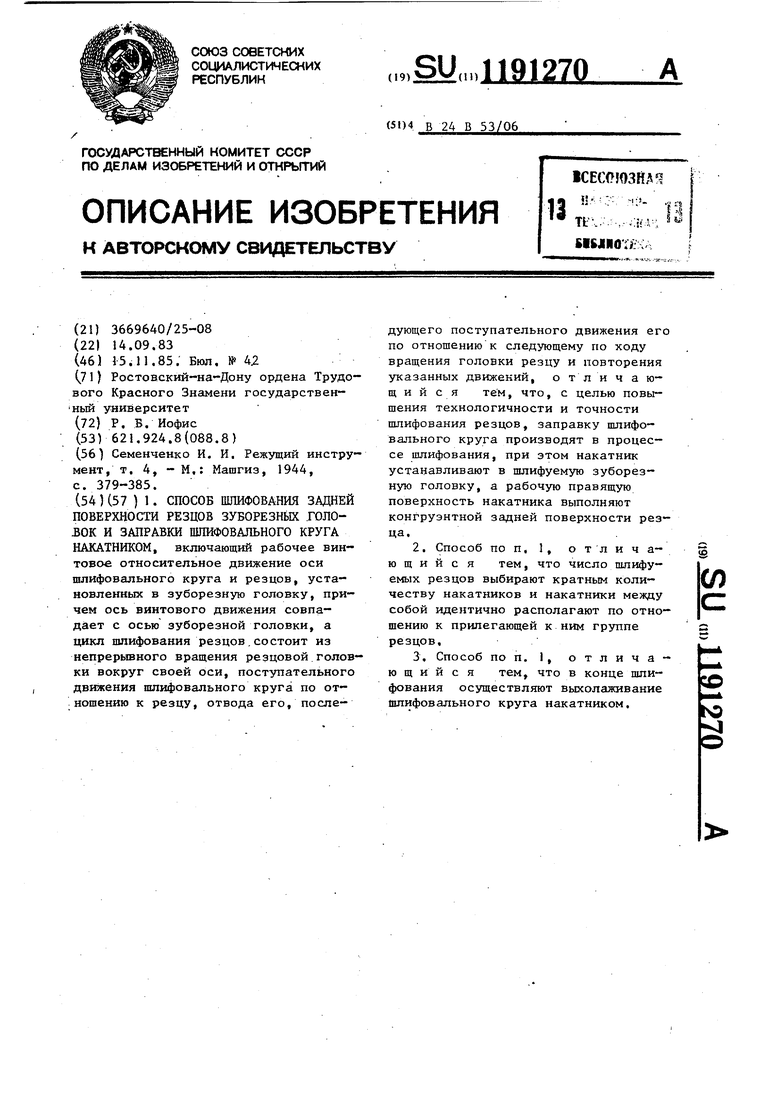
11 Изобретение относится к обработке металлов резанием и может быть использовано при изготовлении резцов зуборезных головок для конических колес с круговыми зубьями. Цель изобретения - повьшение технологичности правки шлифовальных кругов путем установки накатника в шлифуемую зуборезную головку, а также точности правки шлифовальных кругов в результате конгруэнтности поверхности накатника требуемой задней поверхности резцов. I На фиг. 1 изображена проекция зуборезной головки на плоскость, пер пендикулярную оси относительного вин тового движения; на фиг. 2- сечени А-А на фиг. 1;. на фиг. 3 то же, в момент предварительной правки шли фовального круга. Согласно способу шлифования задне поверхности 1 (фиг. 1), например, наружных резцов 2 зуборезных головок для конических колес с круговыми зубьями, включающему винтовое относительное движение оси 3 (фиг. 2 ) шлифовального круга 4. и резцов, устаиовленных в зуборезную головку 5 в то же положение, что и при зубонарезанин, причем ось винтового движения 6 совпадает с осью зуборезной головки, относительное винтовое движение осуществляется например, вследствие согласованноговращения зуборезной головки 5 вокруг своей оси 6 с угловой скоростью и) и поступательного перемещения оси 3 шлифовального . круга 4 параллельно оси зуборезной головки 6 со скоростью V. В качестве , примера рассматривается случай, ког- да оси 6 и 3 параллельны. Окончательную заправку шлифовального круга 4 производят инструментом 7 для окон чательной правки (фиг. 1), установленным в ту же зуборезную головку 5, рабочая правящая поверхность П, которого совпадает с точностью до одного поворота (на фиг. 1, 90)вокруг оси ,зуборезной головки 5 с номинальной задней шлифованной поверхностью П резца 8 на протяжении длины этой -задней поверхности. Длина совпадения поверхностей Па и П определяется углом у. ., Резец 8 с номинальной задней поверхностью Пд показан условно, так ка при шлифовании там помещается шлифуемый резец, задняя поверхность которо70го совпадает с поверхностью П.. после завершения операции шлифования. Совпадение поверхностей П и П с точностью до одного поворота (например, на угол ЭО означает, что в любом осевом сечении поверхностей IIj и Пц, в частности в сечениях А-А и Б-Б, кривые сечения поверхностей Пз и Пц(кривая СД фиг. 2} з пределах углов конгруэнтны. Рабочая поверхность Ilj может быть, например, алмазо- . содержащая. На задней поверхности 1 резцов 2 снимают припуск последовательным касанием шлифовального круга 4 и обрабатываемой задней поверхности 1 резцов. В результате подали для снятия припуска всю рабочую поверхность (определяется высотой h)., шлифовального круга 4 последовательно приводят в соприкосновение с инструментом 7 для окончательной правки шлифовально-. го круга, .а затем заднюю поверхность 1 каждого резца 2 обрабатьшают за- . правленным окончательно шлифовальным кругом. Профиль осевого сечения шлифовального круга в процессе износа искажается. Это искажение растет до тех пор, пока в какой-либо точке g пределах угла для одной и той | высоты h. МР H TVTTMT . пт.же высоты hg. не наступит момент, когда R -| R2. При дальнейшей малой подаче весь шлифовальный круг будет окончательно заправлен поверхностью Пз. Окончатель- но заправленным шпифовальным кругом окончательно обрабатывается (выхаживается) задняя поверхность каждого резца. Из-за совпадения поверхностей П ц и П .на участке г, никакие погреш- ности взаимного положения шлифоваль- ного круга 4 и резцовой головки 5, а также отжим шлифовального круга усилиями резания не вносят искажения в заднюю поверхность, так как при этом так же в процессе выхаживания изменяется взаимное положение поверхности Пд и шлифовального круга. Подача для снятия припуска может осуществляться, например, в результате уменьшения расстояния Н (фиг. 2)« Обрабатываемые резцы шлифуются в более близких условиях, если число обрабатываемых резцйв кратно количеству инструментов для окончательной правки шлифовального круга и правящие инструменты между собой одинаково расположены по отношению к прилегающей к ним группе резцов.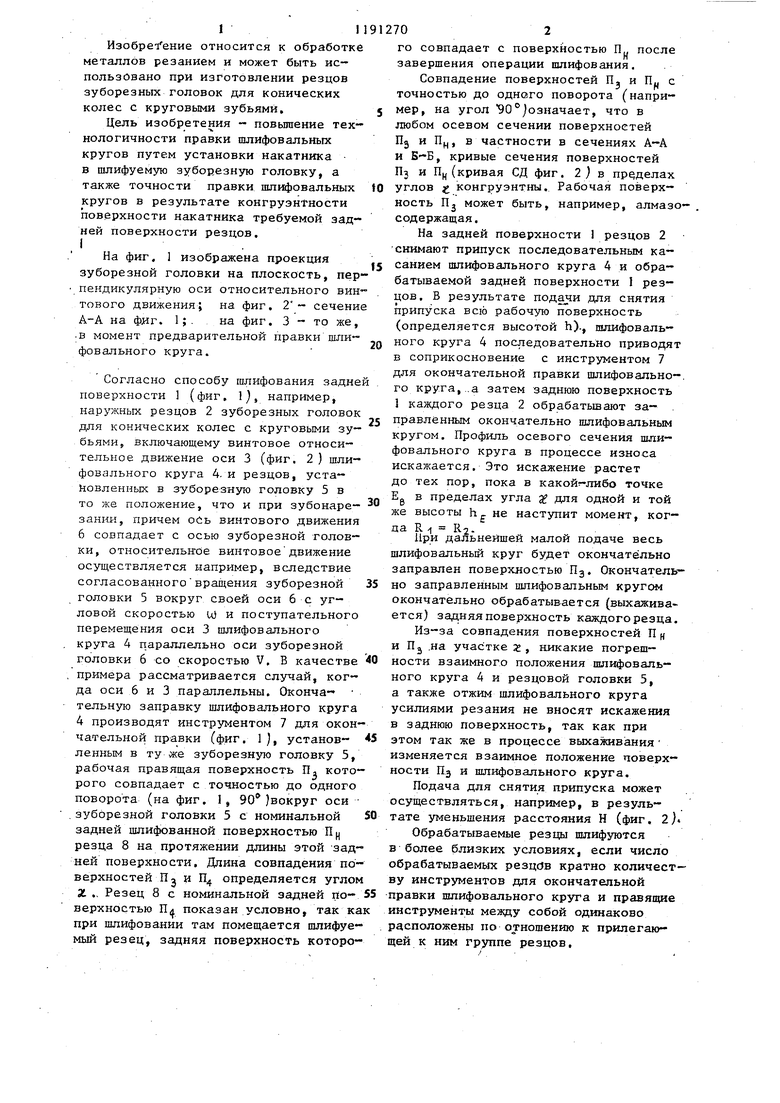
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОЦЕНКИ РАБОТОСПОСОБНОСТИ ШЛИФОВАЛЬНЫХ КРУГОВ | 2020 |
|
RU2736593C1 |
| ПЛАНЕТАРНАЯ ГОЛОВКА ДЛЯ ШЛИФОВАНИЯ | 2003 |
|
RU2254976C2 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2004 |
|
RU2348506C2 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| Способ правки шлифовальных кругов лезвийным инструментом | 1988 |
|
SU1627386A1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА АЛМАЗНЫМ СТЕРЖНЕВЫМ ПРАВЯЩИМ ИНСТРУМЕНТОМ | 2013 |
|
RU2538531C1 |
| СПОСОБ ПРАВКИ АБРАЗИВНОГО КРУГА | 2013 |
|
RU2538519C2 |
| Способ правки шлифовальных кругов | 2016 |
|
RU2655424C1 |
| Станок для шлифования кулачковых валов | 1937 |
|
SU52254A1 |
| СПОСОБ ШЛИФОВАНИЯ ВИНТОВ МНОГОНИТОЧНЫМ КРУГОМ | 1999 |
|
RU2165340C1 |
o
pipif
| Семенченко И | |||
| И | |||
| Режущий инструмент, т | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Дальномер | 1922 |
|
SU379A1 |
